Fanuc G94 Menghadapi Program Contoh Siklus CNC
Fanuc G94 One Pass Facing Cycle
Kode Fanuc G94 G digunakan untuk permukaan kasar.
Siklus menghadap Fanuc G94 digunakan untuk menghadap sederhana (menghadap satu lintasan), namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu Z dari lintasan tambahan.
Terkait: Fanuc G72 Menghadapi Siklus Kalengan
Siklus menghadapi Fanuc G94 sangat mudah untuk diprogram dan digunakan. Parameter kode G94 G dijelaskan di bawah,
G94 X… Z…
X:Titik akhir pada sumbu X.
Z:Titik akhir pada sumbu Z.
Kode Program CNC menggunakan Fanuc G94 Facing Cycle
Fanuc G94 Menghadapi Program Contoh Siklus CNC
N10 G50 S2500
N20 G96 S180 M03
N30 T0100
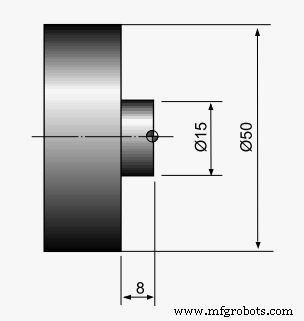
N40 G00 X55.0 Z2.0 T0101
N50 G94 X15.0 Z-2.0 F0.2
N60 Z-4.0
N70 Z-6.0
N80 Z-8.0
N90 G00 X200.0 Z200.0 T0100
N95 M30
Penjelasan Kode Program CNC menggunakan Fanuc G94 Facing Cycle
N40 :menunjukkan posisi menatap alat.
N50 :nilai x dan z dengan siklus menghadap G94 adalah nilai tujuan untuk potongan menghadap.
N60 :G94 adalah kode modal G. Kode G "Modal" artinya tetap berlaku sampai dibatalkan atau diganti dengan kode G yang kontradiktif. Ini berarti siklus putar G90 tetap aktif hingga perintah gerakan lain diberikan seperti G00, G01 dll
Tapi seperti yang Anda lihat blok program cnc N60 hanya menunjukkan nilai untuk sumbu z, jadi itu berarti siklus menghadap G94 akan terus bekerja dan sekarang siklus menghadap G94 akan membuat potongan menghadap kedua, yang nilai sumbu x-nya akan tetap sama tetapi nilai sumbu z sekarang akan menjadi -4,0
N70 :potongan menghadap ketiga akan diambil pada -6.0
N80 :potongan keempat akan diambil pada -8.0
N90 :blok program cnc ini menunjukkan G-code yang kontradiktif untuk G94 yaitu G00, jadi ini berarti bahwa siklus menghadapi Fanuc G94 telah berakhir. Alat akan berpindah dengan cepat ke x200 z200.


