G71 Longitudinal Roughing Cycle Contoh Pemrograman Dasar Mazak CNC
Contoh pemrograman dasar CNC untuk programmer / masinis cnc yang bekerja pada kontrol cnc Mazak / Fanuc. Contoh kode cnc ini menunjukkan penggunaan G71 Longitudinal Roughing Cycle.
Siklus Putar G71
Untuk penjelasan parameter lengkap untuk siklus kalengan G71, baca
CNC Fanuc G71 Turning Cycle atau Stock Removal Canned Cycle
Anda mungkin menyukai G71 Rough Turning Cycle Format Satu Baris.
Contoh pemrograman lainnya ada di sini
Contoh Pemrograman CNC dengan Fanuc G71 Rough Turning Cycle dan G70
Fanuc G70 G71 Contoh Program Rough and Finish Turning Cycle
Contoh Pemrograman
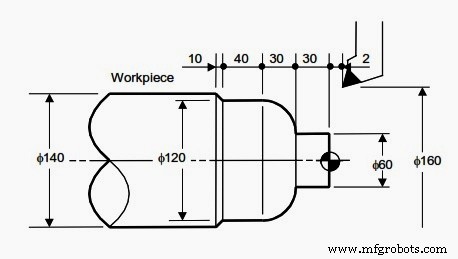
G71 Siklus Kasar Longitudinal Mazak
N001 G00 G96 G98;
N002 G28 U0 W0;
N003 X160. Z2.;
N010 G71 U5. R1.;
N011 G71 P012 Q016 U4. W2. F150 S150 M03;
N012 G00 X60. S200;
N013 G01 Z-30. F100;
N014 G03 X120. Z-60. R30.;
N015 G01 W-40.;
N016 X140.W-10.;
N017 G70 P012 Q016;
N018 G28 U0 W0 M05;
N019 M30;


