

Mesin CNC

Manufaktur industri
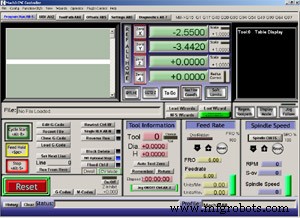
Mach3 adalah paket perangkat lunak yang berjalan di PC dan mengubahnya menjadi Pengontrol Mesin yang sangat andal dan ekonomis.
Mach3 adalah pengontrol CNC berfitur lengkap yang cocok untuk mengendalikan Mesin Bubut, Penggilingan, Pemotong Plasma, Router, Pengukir, dll.
Di bawah ini adalah daftar kode Mach3 Mill G dengan deskripsi.
Jika Anda suka membaca kode Mach3 Turn G, baca Mach3 Turn G-Code List
Mach3 Mill
| Kode G | Deskripsi |
|---|---|
| G0 | Pemosisian cepat |
| G1 | Interpolasi linier |
| G2 | Interpolasi melingkar/heliks searah jarum jam |
| G3 | Interpolasi melingkar/Heliks berlawanan arah jarum jam |
| G4 | Tinggal |
| G10 | Pengaturan asal sistem koordinat |
| G12 | kantong melingkar searah jarum jam |
| G13 | Kantong melingkar berlawanan arah jarum jam |
| G15/G16 | Koordinat Kutub bergerak di G0 dan G1 |
| G17 | Pilih Bidang XY |
| G18 | Pemilihan bidang XZ |
| G19 | Pemilihan pesawat YZ |
| G20/G21 | Satuan Inci/Milimeter |
| G28 | Kembali ke rumah |
| G28.1 | Sumbu referensi |
| G30 | Kembali ke rumah |
| G31 | Probe langsung |
| G40 | Batalkan kompensasi radius pemotong |
| G41/G42 | Mulai kompensasi radius pemotong kiri/kanan |
| G43 | Terapkan offset panjang pahat (plus) |
| G49 | Batalkan offset panjang pahat |
| G50 | Setel ulang semua faktor skala ke 1.0 |
| G51 | Tetapkan faktor skala masukan data sumbu |
| G52 | Offset sistem koordinat sementara |
| G53 | Bergerak dalam sistem koordinat mesin absolut |
| G54 | Gunakan offset perlengkapan 1 |
| G55 | Gunakan fixture offset 2 |
| G56 | Gunakan fixture offset 3 |
| G57 | Gunakan fixture offset 4 |
| G58 | Gunakan fixture offset 5 |
| G59 | Gunakan fixture offset 6 / gunakan nomor fixture umum |
| G61/G64 | Penghentian tepat/Mode Kecepatan Konstan |
| G68/G69 | Putar sistem koordinat program |
| G70/G71 | Satuan Inci/Milimeter |
| G73 | Siklus kalengan – mematuk pengeboran |
| G80 | Batalkan mode gerakan (termasuk siklus kalengan) |
| G81 | Siklus kalengan – mengebor |
| G82 | Siklus kalengan – pengeboran dengan dwell |
| G83 | Siklus kalengan – mematuk pengeboran |
| G84 | Siklus kalengan – ketukan kaku dengan tangan kanan |
| G85 | Reaming Siklus Kalengan |
| G86 | Siklus Kaleng Membosankan yang Ditujukan |
| G87 | Siklus Kaleng Membosankan Kembali yang Dimaksudkan |
| G88 | Siklus Kaleng Membosankan yang Ditujukan |
| G89 | Siklus Kaleng Membosankan |
| G90 | Mode jarak mutlak |
| G90.1 G91.1 | Atur Mode I J |
| G91 | Mode jarak tambahan |
| G92 | Offset koordinat dan atur parameter |
| G92.x | Batalkan G92 dll. |
| G93 | Mode pengumpanan waktu terbalik |
| G94 | Mode umpan per menit |
| G95 | Umpan per mode rev |
| G98 | Tingkat awal kembali setelah siklus kalengan |
| G99 | Tingkat R-point kembali setelah siklus kalengan |
Mesin CNC
Daftar kode Bridgeport G lengkap untuk masinis cnc yang bekerja di pabrik cnc. Mesin Penggilingan CNC Bridgeport Kode G Bridgeport Mill Kode G Deskripsi G00 Rapid traverse (Programmed feedrate tetap dalam register) G01 Interpolasi linier (Umpan dalam jalur linier) G02 Interpolasi melingkar CW.
Daftar kode Mazak INTEGREX M untuk ahli mesin cnc.Fungsi Lainnya (M-Code) untuk Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Daftar Kode Mazak M M-code Deskripsi M00 Program berhenti M01 Perhentian opsional M02 Program berakhir M03 Rotasi normal spindel M04 Rotasi terbalik spindel M05 Spindel
Fagor Mill 8025/8030 Model M MG MS GP dan Fagor Lathe 8025/8030 Model T TG TS pemrograman kode G / kode M daftar lengkap. Fagor 8025/8030M G Kode M Kode Fagor 8025/8030 Model M MG MS GP pemrograman kode G / kode M daftar lengkap. Kode G Kode G Deskripsi G00 Posisi G01 Interpolasi linier G02
Fagor 8037M Milling dan 8037T Lathe memprogram kode G / daftar lengkap kode M. Daftar Kode Fagor 8037M G / M Kode G pemrograman Fagor 8037M / daftar lengkap kode M. Kode G Kode G Deskripsi G00 Melintasi cepat G01 Interpolasi linier G02 Interpolasi melingkar (heliks) searah jarum jam G03 Inter