Haas G76 Threading Cycle Multiple Pass
Siklus penguliran Haas G76 dapat digunakan untuk, utas eksternal, utas internal, utas lurus, utas lancip.
Dengan siklus threading Haas G76, programmer dapat dengan mudah memerintahkan beberapa lintasan pemotongan di sepanjang thread.
Sifat beban dan keausan pahat dapat dikontrol dengan menggunakan kode P. Kode P dapat menentukan sisi mana yang
dipotong oleh alat dan dapat menentukan berapa banyak bahan yang akan dipotong.
Aplikasi Siklus Threading Haas G76
Siklus pemotongan benang Hass G76 dapat digunakan untuk,
- Penguliran internal (pemotongan utas ID).
- Penguliran eksternal (pemotongan ulir O.D.).
- Ulir lurus.
- Ulir lancip.
Siklus Threading Haas G76
Format Siklus Threading Haas G76
G76 X(U) Z(W) K D A F(E) I P Q
Parameter
X – Lokasi absolut sumbu X, Diameter Kedalaman thread maksimum (opsional).
Z – Lokasi absolut sumbu Z, panjang thread maksimum (opsional).
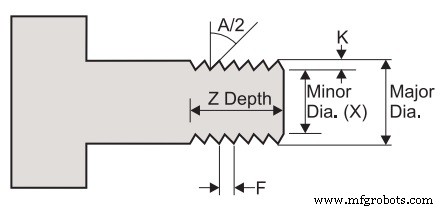
K – Tinggi thread, menentukan kedalaman thread, ukuran radius .
D – Kedalaman pemotongan lintasan pertama.
A – Sudut hidung pahat (nilai:0 hingga 120 derajat).
F(E) – Laju pemakanan, ujung utas.
U – jarak inkremental sumbu X, mulai dari Diameter Kedalaman ulir maksimum (opsional).
W – jarak inkremental sumbu Z, mulai dari panjang ulir maksimum (opsional).
I – Jumlah lancip ulir, radius ukuran (opsional).
P – Pemotongan Tepi Tunggal (konstanta beban) (opsional).
Q – Sudut Mulai Ulir (Jangan gunakan titik desimal) (opsional).
Pengaturan Mesin
Setelan 95 – Ukuran Talang Ulir.
Setelan 96 – Sudut Talang Ulir.
Setelan 86 – Kelonggaran Penyelesaian Ulir.
Kode-M
M23 – Talang AKTIF
M24 – Talang NONAKTIF
Penjelasan Parameter Siklus Threading Haas G76
K -Tinggi benang
Tinggi utas didefinisikan sebagai jarak dari puncak utas ke akar utas.
Kedalaman utas yang dihitung (K) akan menjadi nilai K dikurangi batas penyelesaian (Pengaturan 86, Thread Finish Allowance) adalah jumlah ini.
D – Kedalaman pemotongan lintasan pertama
Kedalaman pemotongan pertama melalui utas ditentukan dalam D. Kedalaman pemotongan terakhir melalui utas dapat dikontrol dengan Pengaturan 86.
Benang Talang
Di ujung utas, talang opsional dilakukan.
Ukuran dan sudut talang dikontrol dengan Setelan 95 (Ukuran Talang Benang) dan Setelan 96 (Sudut Talang Benang).
P – Pemotongan Tepi Tunggal (memuat konstan) (opsional)
Empat opsi untuk G76 Multiple Thread Cutting tersedia
- P1:Pemotongan tepi tunggal, jumlah pemotongan konstan
- P2:Pemotongan tepi ganda, jumlah pemotongan konstan
- P3:Pemotongan tepi tunggal, konstanta kedalaman pemotongan
- P4:Pemotongan tepi ganda, konstanta kedalaman pemotongan


