Threading Meruncing dengan Siklus Threading Fanuc G76
Taper threading bukanlah praktik yang biasa dilakukan di bengkel mesin cnc, tetapi terkadang pelanggan menginginkan komponen dengan taper threading, Jadi inilah solusinya. Taper threading pada mesin bubut cnc dengan kontrol Fanuc mudah dilakukan dengan siklus threading Fanuc G76. Fanuc CNC control threading cycle G76 memberi kita banyak fleksibilitas. Pemrograman CNC tapered threading dengan Fanuc threading cycle G76 tidak terlalu sulit, hanya satu parameter yang harus ditambahkan.
Threading Normal dengan Program CNC Siklus Threading Fanuc G76
N5 G76 P010060 Q100 R0.05
N6 G76 X30 Z-20 P1024 Q200 F2
Satu parameter G76 yang harus ditambahkan untuk tapered threading adalah R di blok kedua G76.
Threading Meruncing dengan Program CNC Siklus Threading Fanuc G76
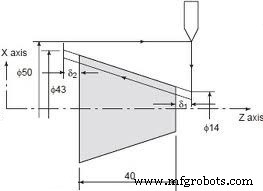
Threading Meruncing dengan Siklus Threading Fanuc G76
N5 G00 X50 Z5
N6 G76 P010060 Q100 R0.05
N7 G76 X43 Z-45 P1024 Q200 R-14.5 F2
Parameter lain dari siklus threading Fanuc G76 dijelaskan di sini.
Parameter R di blok kedua G76 adalah nilai runcing. Perhatikan bahwa R diberikan sebagai nilai Radius .
Cara menghitung parameter R untuk Tapered Threading pada Fanuc dengan G76 Threading Cycle.
R =(Diameter Awal – Diameter Akhir) / 2


