Pemrograman &Konsep Interpolasi Melingkar Bagian 2 (Penggunaan R)
bagian ke-2 dari seri Konsep &Pemrograman Interpolasi Melingkar, artikel ini menjelaskan informasi yang diperlukan untuk memprogram/memesin interpolasi sirkular pada mesin cnc, dan bagaimana masinis cnc dapat memprogram interpolasi sirkuler dengan R (radius).
Baca Bagian Lain dari Artikel ini
- Konsep &Pemrograman Interpolasi Melingkar Bagian 1 (Konsep)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 2 (Penggunaan R)
- Pemrograman &Konsep Interpolasi Melingkar Bagian 3 (Penggunaan IJK)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 4 (Tidak diketahui R)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 5 (Contoh)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 6 (Penggunaan &Latihan)
LIMA INFORMASI
Lima bagian informasi diperlukan untuk menjalankan perintah interpolasi melingkar.
Gerakan Melingkar
| Barang | Perintah |
|
| - G17 =busur sejajar dengan bidang XY
- G18 =busur sejajar dengan bidang ZX
- G19 =busur sejajar dengan bidang YZ
|
- Koordinat posisi awal busur
|
|
|
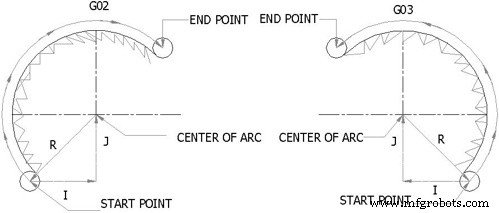
| - G02 =Pindah ke titik tujuan melalui busur searah jarum jam.
- G03 =Pindah ke titik tujuan melalui busur berlawanan arah jarum jam.
|
- Posisi ujung busur (G90) Mutlak
- Atau
- Posisi ujung busur (G91) Tambahan
|
|
- Metode R (radius busur)
- Atau
- Metode I J K (koordinat pusat busur)
| - R
- Atau
- Saya = adalah jarak, dengan arah yang ditentukan, diukur dari titik awal busur, ke pusat busur, sejajar dengan sumbu X.
- J= adalah jarak, dengan arah yang ditentukan, diukur dari titik awal busur, ke pusat busur, sejajar dengan sumbu Y.
- K= adalah jarak, dengan arah yang ditentukan, diukur dari titik awal busur, ke pusat busur, sejajar dengan sumbu Z.
|
Dengan bantuan informasi di atas, kami dapat dengan mudah mengatakan bahwa ada dua cara untuk menentukan pusat busur lingkaran yang Anda putar.
- Penggunaan R untuk menentukan radius busur.
- Penggunaan I, J, atau K untuk menentukan jarak dari titik awal ke pusat busur.
PENGGUNAAN R
Metode pertama sangat sederhana dan tidak diperlukan upaya luar biasa untuk memprogram Busur atau Lingkaran. Sebutkan saja nilai titik selanjutnya dari X, koordinat Y dan gunakan R+“nilai”. Untuk banyak proyek pemrograman busur, radius langsung dapat digunakan dengan alamat R, tersedia untuk sebagian besar sistem kontrol. Dalam hal ini, perbedaan sudut antara titik awal dan akhir sangat penting, karena komputer akan melakukan perhitungannya sendiri untuk mencari pusat busur. Busur dengan perbedaan sudut 180⁰ atau kurang diukur antara titik awal dan akhir, menggunakan R positif nilai . Busur, dengan perbedaan sudut lebih dari 180 ⁰, menggunakan R negatif nilai .
Sebagai contoh:lihat gambar berikut
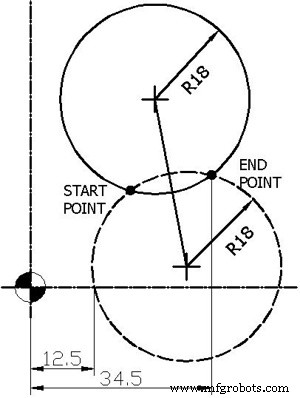
Radius Positif Negatif
Pada gambar di atas, terdapat dua lingkaran. Salah satunya adalah lingkaran garis putus-putus dan yang lainnya padat. Kedua lingkaran ini berpotongan satu sama lain di dua titik yang ditunjukkan dengan titik hitam.
Jika gerakan pahat lingkaran dasbor searah jarum jam dari titik awal ke titik akhir maka busurnya kurang dari 180⁰. Kode untuk gerakan alat ini dalam mode absolut G90 akan terlihat seperti ini.
G02 X34.5 Y20 R18 F100.
Dan jika gerakan alat lingkaran padat searah jarum jam dari titik awal ke titik akhir maka busurnya lebih dari 180⁰. Kode untuk gerakan alat ini dalam mode absolut G90 akan terlihat seperti ini.
G02 X34.5 Y20 R-18 F100.
Ketika perintah interpolasi sirkular diaktifkan oleh program CNC, setiap perintah gerakan pahat yang sedang aktif secara otomatis dibatalkan. Gerakan pembatalan ini biasanya G00, G01, atau perintah siklus.
Interpolasi Melingkar menggunakan G90 dan G91
G90 X ____ Y____ menentukan titik akhir busur dalam sistem koordinat kerja.
G91 X____ Y____ menentukan jarak bertanda titik akhir busur dari titik awal busur
R_____ menentukan panjang radius busur
Baca Bagian Lain dari Artikel ini
- Konsep &Pemrograman Interpolasi Melingkar Bagian 1 (Konsep)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 2 (Penggunaan R)
- Pemrograman &Konsep Interpolasi Melingkar Bagian 3 (Penggunaan IJK)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 4 (Tidak diketahui R)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 5 (Contoh)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 6 (Penggunaan &Latihan)


