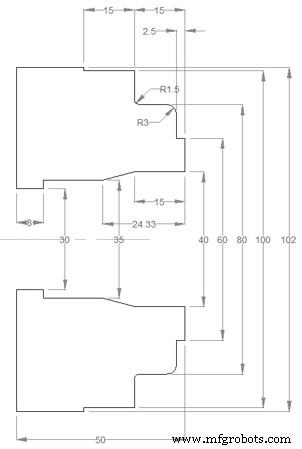
ID Contoh Pemrograman Dasar Mesin Bubut CNC/Operasi Pembubutan/Boring OD (Tidak Ada Siklus Kalengan yang Digunakan)
Contoh pemrograman CNC lengkap dengan ID/OD (Turning/Boring operations) untuk ahli mesin cnc yang bekerja pada mesin bubut cnc. Suatu keharusan untuk belajar / berlatih bagi mereka yang sedang belajar pemrograman cnc.
Manfaat tambahan dari contoh pemrograman ini adalah tidak ada siklus kaleng mesin bubut cnc yang digunakan dalam contoh pemrograman ini.
Contoh Pemrograman Dasar Bubut CNC (Operasi Bor Pembubutan)
Contoh Bubut CNC Turning Boring
O0000
N10 (ø30 DRILL)
G50 T0200
G97 S250 M03
G00 X0 Z5.0 T0202 M08
G01 Z-5.0 F0.07
W1.0
Z-40.0 F0.25
G00 Z5.0
Z-39.0
G01 Z-60.0
G00 Z10.0
X200.0 Z200.0 T0200
M01
N20 (Outside diameter stock removal)
G50 S1500 T0100
G96 S180 M03
G00 X94.0 Z5.0 T0101 M08
G01 Z-14.8 F0.27
G00 U2.0 Z0.5
G01 X28.0 F0.23
G00 X87.0 W1.0
G01 Z-14.8 F0.27
G00 U2.0 Z1.0
X80.5
G01 Z-14.1
G02 X81.9 Z-14.8 R0.7
G00 X100.5 W1.0
G01 Z-29.8
G00 U2.0 Z-1.0
G01 X60.5 F0.23
G00 X82.0 W1.0
Z-2.4
G01 X60.5
X72.9
G03 X80.5 Z-6.2 R3.8
G00 U2.0 Z5.0
X200.0 Z200.0 T0100
M01
N30 (Inside diameter stock removal)
G50 S1500 T0400
G96 S180 M03
G00 X34.5 Z3.0 T0404 M08
G01 Z-41.8 F0.27
G00 U-0.5 Z1.0
X39.5
G01 Z-15.0
X34.5 Z-24.3
G00 Z10.0
X200.0 Z200.0 T0400
M01
N40 (Out diameter finishing)
G50 S1800 T0500
G96 S200 M03
G00 X63.0 Z5.0 T0505 M08
Z0
G01 X38.0 F0.2
G00 X60.0 Z3.0
G42 Z1.0
G01 Z-2.5 F0.2
X74.0
G03 X80.0 Z-5.5 R3.0
G01 Z-13.5
G02 X83.0 Z-15.0 R1.5
G01 X100.0
Z-30.0
X102.0
G40 G00 U2.0 W1.0
G00 Z10.0
X200.0 Z200.0 T0500
M01
N50 (Inside diameter finishing)
G50 S1800 T0600
G96 S200 M03
G00 X40.0 Z5.0 T0606 M08
G41 Z1.0
G01 Z-15.0 F0.2
X35.0 Z-24.33
Z-42.0
X29.0
G40 G00 Z10.0
X200.0 Z200.0 T0600 M09
M30


