Program Bubut CNC OD Pembubutan Pengeboran ID Pengeboran dengan G71 G74 G01
Dikirim oleh:BEATA
Ringkasan
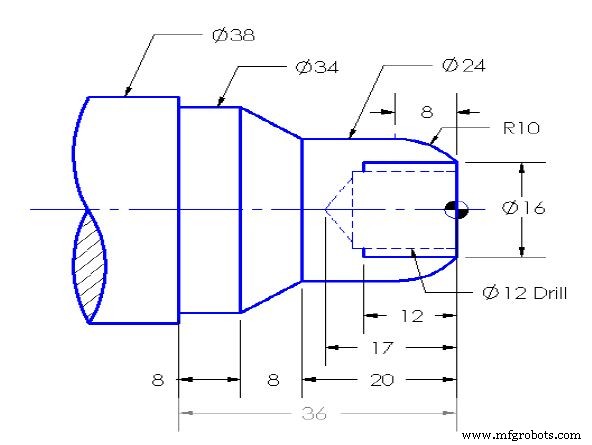
Program bubut CNC untuk memotong Pengeboran Pembubutan Luar dan Pengeboran Dalam,
Siklus G Berikut Kode yang digunakan dalam program bubut cnc ini,
Pembubutan OD Kasar dengan Siklus Pembubutan G71
Pembubutan OD Selesai dengan Siklus Pembubutan G70
ID Drilling dengan G74 Peck Drilling Cycle
ID Boring dengan G01 Linear Interpolation
Menggambar/Gambar
Program CNC
%
O0111 (EX.NO.1);
(BILLET DIA38.0*L36.0);
N1 (OPN OD PROFILE TURNING);
N2 G28 U0.0 W0.0;
N3 G92 S2500;
N4 G96 S180 M03;
N5 T0000;
N6 T0101;
N7 G00 X40.0 Z1.0;
N8 M07;
N9 G71 U1.0 R1.0;
N10 G71 P11 Q16 U0.5 W0.1 F0.15;
N11 G01 X16.0 Z0.0 F0.2;
N12 G03 X24.0 Z-8.0 R10.0 F0.10;
N13 G01 Z-20.0 F0.10;
N14 G01 X34.0 Z-28.0 F0.05;
N15 G01 Z-36.0 F0.05;
N16 G01 X40.0 F0.10;
N17 G00 Z10.0;
N18 G28 U0.0 W0.0;
N19 M09;
N20 M05;
N21 M01;
(OD PROFILE FINE TURNING);
N22G28 U0.0 W0.0;
N23 G92 S3000;
N24 G96 S250 M03;
N25 T0000;
N26 T0202;
N27 G00 X40.0 Z1.0;
N28 M07;
N29 G70 P11 Q16;
N30 G00 Z1.0;
N31 G28 U0.0 W0.0;
N32 M09;
N33 M05;
N34 M01;
(OPN DRILLING DIA 12.0MM);
N35 G28 U0.0 W0.0;
N36 G97 S650 M04;
N37 T0000;
N38 T0303;
N39 G00 X0.0 Z2.0;
N40 M07;
N41 G74 R0.5;
N42 G74 Z-17.0 Q5000 F.10;
N43 G00 Z2.0;
N44 G28 U0.0 W0.0;
N45 M09;
N46 M05;
N47 M01;
(OPN BORING);
N48 G28 U0.0 W0.0;
N49 G92 S1800;
N50 G96 S200 M04;
N51 T0000;
N52 T0404;
N53 G00 X14.0 Z1.0;
N54 M07;
N55 G01 Z-12.0 F0.15;
N56 G01 X13.0F0.20;
N57 G01 Z1.0 F.2;
N58 G00 X16.0;
N59 G01 Z-12.0 F0.15;
N60 G01 X13.0F0.20;
N61 G00 Z1.0;
N62 G28 U0.0 W0.0;
N63 M09;
N64 M05;
N65 M30;
%


