CNC Mill Program Latihan Penggilingan Samping Pengeboran Slot Penggilingan
Dikirim oleh:BEATA
Ringkasan
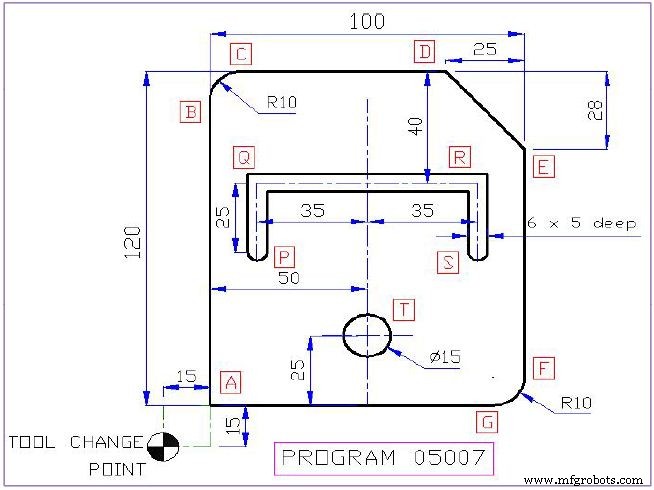
T. Tulis Program Komponen CNC untuk gambar yang ditampilkan
Untuk side milling, ambil kecepatan 1200 rpm &feed 100 mm/mnt
Untuk lubang bor, ambil kecepatan 1200rpm &feed 80mm/mnt
Untuk slot milling, ambil kecepatan 1200rpm &feed 120mm/mnt
Ambil diameter lubang sebagai 15mm
Gunakan sistem koordinat absolut.
Solusi:
Urutan pengoperasian:
1 Tetapkan titik referensi, sistem kordinasi, pahat, beri umpan &nilai kecepatan
2 Atur pemotong untuk kompensasi radius offset kiri
3 tetapkan pahat di A, mulai spindel &turunkan feed (-Z arah)
4 lanjutkan pemotongan side milling lebih lanjut dan hentikan spindel di A
5 Pindahkan pahat pada titik referensi &atur pahat untuk pemotongan slot
6 Pindahkan pahat ke P, mulai spindel &berikan umpan
7 Lanjutkan pemotongan slot milling lebih lanjut dan hentikan spindel di S
8 Pindahkan pahat pada titik referensi &atur pahat untuk pengeboran
9 Pindahkan pahat ke P, mulai spindel &berikan pemotongan kedalaman penuh
10 Pindahkan pahat ke atas &hentikan spindel.
11 Kembalikan pahat pada titik referensi.
12 Akhir program
Menggambar/Gambar
Program CNC
05007
N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system)
N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm)
N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation)
N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first)
N005 G01 X0.0 Y110.0 (Go to B linearly)
N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10)
N007 G01 X75.0 (Go to D linearly)
N008 G01 X100.0 Y92.0 (Go to E linearly)
N009 G01 Y10.0 (Go to F linearly)
N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10)
N011 G01 X0.0 (Go to A linearly)
N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.)
N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.)
N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.)
N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.)
N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first)
N017 Y80.0 (Go to Q linearly.)
N018 X85.0 (Go to R linearly.)
N019 Y80.0 (Go to S linearly.)
N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.)
N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.)
N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.)
N023 G00 X50.0 Y25.0 (Move tool to 'T')
N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.)
N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.)
N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.)
N026 M30 (Stop the program)


