G-Code vs M-Code:Perbedaan Utama yang Harus Diketahui Setiap Pembeli CNC
G-code dan M-code penting untuk router CNC untuk keperluan industri. Mempelajari perbedaan di antara keduanya dapat membantu Anda mengurangi waktu henti dan meningkatkan akurasi pemesinan.
1. Ikhtisar G-code vs M-code
1.1 G-code:Mendefinisikan Jalur Alat
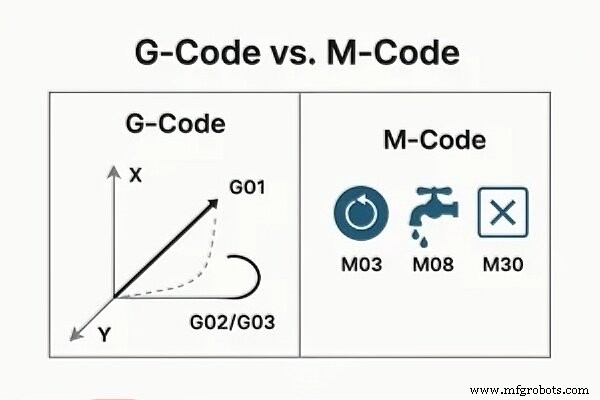
G-code mengontrol pergerakan alat di router CNC industri. Ini mengontrol ke mana mesin bergerak, seberapa cepat bergerak, dan cara memotong. Dengan G-code, mesin CNC dapat melakukan operasi pemotongan, pengeboran, dan penggilingan.
1.2 M-code:Mengontrol Fungsi Mesin
Kode-M mengontrol fungsi mesin dalam pemesinan CNC. Ini menangani tindakan seperti menghidupkan dan mematikan spindel, penggantian pahat, dan kontrol cairan pendingin. M-code membantu mesin berjalan dengan aman dan efisien.
Router CNC G-Code vs M-Code
2. G-Code vs. M-Code:Apa Bedanya?
Perbedaan utamanya terletak pada apa yang mereka kendalikan dan bagaimana mereka mengendalikannya. Memahami hal ini akan membantu Anda mengoptimalkan proses produksi.
2.1 Fungsi
Berikut ini adalah perintah yang umum digunakan untuk pemesinan CNC industri. Mereka akan membantu Anda dengan cepat memahami fungsi inti.
G-Code Umum
Kode-G Fungsi G00 Pemosisian Cepat
G01 Gerakan Pemotongan Linier
G02 Interpolasi Melingkar Searah Jarum Jam
G03 Interpolasi Melingkar Berlawanan Arah Jarum Jam
G17 Pilih Pesawat XY
G21 Gunakan Satuan Metrik
G90 Penentuan Posisi Absolut
Kode-M Umum
Kode-M Fungsi M03 Rotasi Spindel Searah Jarum Jam
M05 Penghenti Spindel
M06 Perubahan Alat
M08 Cairan Pendingin Aktif
M09 Cairan Pendingin Mati
M30 Program Berakhir dan Reset
G-code mengontrol pergerakan pahat dan jalur pemotongan, sedangkan M-code mengontrol fungsi mesin. Inilah perbedaan mendasar di antara keduanya. Pada router CNC industri, fungsinya lebih kompleks.
2.2 Logika Kontrol
2.2.1 Cara Kerja G-code
G-code mengontrol posisi, kecepatan, jalur pemotongan, dan kedalaman pahat. Ini memberi tahu mesin cara bergerak selama pemotongan, pengeboran, dan penggilingan.
Menggunakan router CNC berkualitas tinggi dapat memproses kode G lebih lancar dengan kecepatan tinggi. Ini membantu mengurangi getaran dan tepian yang kasar. Hasilnya, Anda bisa mendapatkan akurasi dan penyelesaian permukaan yang lebih baik.

Eksekusi G-Code router CNC
2.2.2 Cara Kerja M-code
Kode-M mengontrol fungsi alat berat, seperti pengoperasian spindel, penggantian pahat, sistem pendingin, dan sistem vakum.
Kode-M mungkin tampak lebih sederhana daripada kode-G. Faktanya, banyak fungsi kode-M yang terkait dengan otomatisasi mesin. Hal ini memengaruhi apakah mesin Anda berjalan dengan baik.
2.2.3 Otomatisasi Perubahan Alat M06
Ambil contoh perintah penggantian alat M06.
M06 mengontrol perubahan alat otomatis. Spindel berhenti, sumbu Z bergerak ke posisi aman, dan pahat berubah secara otomatis. Beberapa sistem bekerja sama, termasuk sensor, silinder, perangkat keselamatan, dan logika kontrol PLC.
Penggantian alat yang lancar mengurangi waktu henti dan menjaga produksi tetap stabil. Dengan menggunakan router CNC yang lebih baik, Anda dapat menangani otomatisasi perubahan alat kode-M secara efisien.
2.3 Kompatibilitas
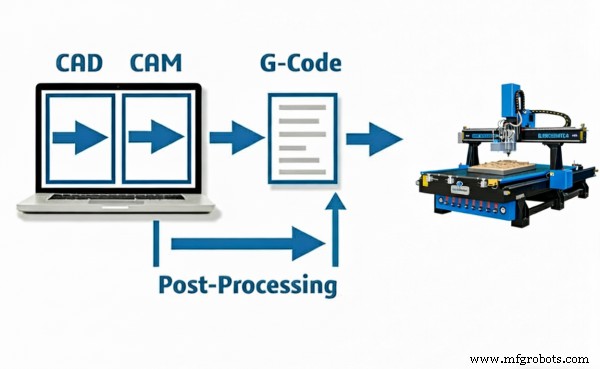
pemroses pos
G-code sangat terstandarisasi. Perintah seperti G00, G01, dan G02 biasanya memiliki arti yang sama di berbagai sistem CNC. Sistem CNC standar meningkatkan kompatibilitas. Kode-M bervariasi antara sistem kontrol dan pabrikan.
Router CNC kami menawarkan kompatibilitas luar biasa dengan perangkat lunak umum dan pasca-prosesor. Ini membantu Anda menghindari masalah kompatibilitas.
Standar Kode-G Kode-M Fungsi Utama Mengontrol pergerakan pahat dan jalur pemotonganMengontrol fungsi dan otomatisasi alat berat
Logika Kontrol Kontrol gerak, geometri, dan perencanaan jalur Otomatisasi dan kontrol mesin berbasis PLC
Kompatibilitas Sangat terstandarisasi dan kompatibel secara luas. Bervariasi berdasarkan mesin dan sistem kontrol
3. Bagaimana G-code dan M-code Bekerja Bersama
Dengan bekerja sama, G-code dan M-code memastikan pengoperasian CNC yang cepat, tepat, dan stabil. Berikut adalah contoh proses pemesinan CNC secara lengkap.
Garis Perintah G-code Deskripsi 1 %Awal program
2 O2001Nomor program
3 G21 G90 G17Tetapkan satuan ke milimeter, posisi absolut, dan bidang XY
4 M06 T2Ubah ke alat #2
5 M03 S2500Mulai spindel searah jarum jam pada 2500 RPM
6 M08Nyalakan cairan pendingin
7 G00 X0 Y0 Z10Bergerak cepat ke posisi aman
8 G01 Z-3 F120Turunkan pahat hingga kedalaman pemotongan
9 G01 X80 Y0 F300Pemotongan linier sepanjang sumbu X
10 G02 X100 Y20 I0 J20Interpolasi busur searah jarum jam
11 G01 Y80Lanjutkan pemotongan linier
12 G03 X80 Y100 I-20 J0Interpolasi busur berlawanan arah jarum jam
13 G00 Z15Tarik kembali alat ke ketinggian yang aman
14 M09Matikan cairan pendingin
15 M05Hentikan spindel
16 Program M30End dan setel ulang
17 %Akhir program
4. Pertanyaan Umum
Q1. Perangkat lunak apa yang menghasilkan kode G untuk router CNC?
Sebagian besar router CNC menggunakan perangkat lunak CAD atau CAM yang dapat menghasilkan kode G, seperti Fusion 360, VCarve, Aspire, dan Mastercam.
Q2. Pengontrol CNC mana yang mendukung kode G standar?
Syntec, Fanuc, Siemens, Mach4, dan NC Studio dapat mendukung G-code standar.
Q3. Apakah router CNC industri dapat berfungsi dengan Fusion 360?
Ya. Sebagian besar router CNC industri dapat bekerja dengan Fusion 360.
Q4. Mengapa importir lebih memilih sistem CNC standar?
Sistem CNC terstandar memberi Anda kompatibilitas perangkat lunak yang lebih baik dan pelatihan yang lebih murah.
Q5. Mengapa router CNC gagal saat penggantian alat?
Mungkin karena alat yang tidak sejajar, dudukan yang aus, dan perintah kode-M yang salah. Menggunakan mesin berkualitas tinggi dapat membantu Anda menghindari masalah ini.
5. Pemikiran Akhir

Router CNC 1530 5×10 ATC
Anda tidak perlu menguasai kode G atau kode M dengan baik untuk memulai pemesinan CNC. Router CNC kami mudah digunakan. Ia juga memiliki dukungan teknis profesional. Hubungi kami hari ini untuk menemukan solusi CNC yang tepat untuk kebutuhan Anda.
Baca selengkapnya di blog terkait kami:
- Cara Memprogram Router CNC
- Tips Memilih Mesin Router ATC CNC
- Koneksi dan Pengoperasian Sistem Kontrol SYNTEC yang Sederhana


