Cara Memodifikasi Kecepatan Umpan untuk Perintah Gerakan Melingkar
Pernahkah Anda memperhatikan bahwa tanda saksi yang tertinggal di permukaan yang digiling tidak konsisten antara gerakan linier dan melingkar — meskipun mereka menggunakan laju umpan yang sama? Pernahkah Anda bertanya-tanya mengapa pemotong frais cenderung mengoceh saat mereka mengerjakan busur internal? Alasannya terkait dengan perbedaan antara ukuran radius jalur melingkar garis tengah pemotong frais dan ukuran radius jalur melingkar permukaan kerja.
CNC menghasilkan laju gerak untuk jalur garis tengah alat pemotong. Saat menggiling kontur dua sumbu pada 10,0 ipm, itu adalah garis tengah pahat yang bergerak sepanjang 10,0 ipm. Saat menggiling permukaan linier (G01), CNC akan mengerjakan permukaan kerja lurus tepat pada 10,0 ipm.
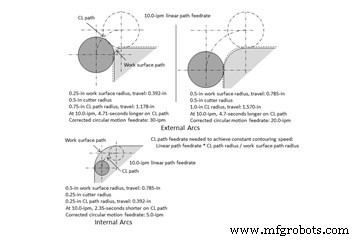
Namun, dengan gerakan melingkar, panjang gerakan melingkar garis tengah pemotong akan berbeda dari gerakan melingkar permukaan kerja. Untuk busur eksternal, jalur garis tengah lebih panjang. Untuk busur internal, lebih pendek. Lihat ilustrasi untuk mendapatkan idenya.
Jika laju umpan benar untuk gerakan linier dan jika ia meneruskan dari perintah gerak linier sebelumnya, CNC akan mengerjakan permukaan kerja bundar eksternal lebih lambat dan permukaan kerja bundar internal lebih cepat daripada permukaan linier. Semakin besar perbedaan antara ukuran busur jalur garis tengah dan ukuran busur jalur permukaan kerja, semakin jelas perbedaan laju umpan pada titik kontak untuk pemesinan (titik singgung pemotong). Hasilnya:busur pemesinan menggunakan laju umpan gerak linier dapat menyebabkan waktu siklus yang berlebihan untuk busur eksternal, obrolan, penyelesaian yang tidak diinginkan, atau bahkan pemotong yang rusak dengan busur internal.
Kondisi ini juga terjadi pada pahat potong satu titik yang digunakan untuk operasi bubut. Namun karena radius hidung pahat cukup kecil, jalur garis tengah dekat dengan jalur permukaan kerja, membuat efeknya kurang terlihat.
Lihat lagi ilustrasinya. Untuk busur eksternal, perhatikan seberapa besar pengaruhnya terhadap waktu siklus. Jika menggunakan laju umpan gerak linier 10,0 ipm dengan radius eksternal 0,25 inci yang dikerjakan oleh pemotong berdiameter 1,0 inci, gerakan ini membutuhkan waktu hampir 5 detik lebih lama untuk dikerjakan daripada yang seharusnya. Pemrogram harus meningkatkan laju umpan gerakan melingkar tiga kali lipat untuk memproses radius permukaan kerja 0,25 inci dengan cara yang sama seperti permukaan linier.
Rasio antara ukuran radius jalur permukaan kerja dan ukuran radius jalur garis tengah menentukan jumlah yang digunakan untuk meningkatkan (jari-jari eksternal) atau menurunkan (jari-jari internal) laju umpan gerak melingkar. Dalam contoh ini, radius jalur permukaan kerja adalah 0,25 inci dan radius jalur garis tengah adalah 0,75 inci (0,25 inci ditambah 0,5 inci). Membagi 0,75 dengan 0,25 mendapatkan hasil 3,0. Alih-alih menggunakan laju umpan gerak linier F10.0, programmer akan membutuhkan laju umpan F30.0 untuk gerakan melingkar. Memprogram laju umpan gerakan melingkar yang sesuai untuk busur eksternal dapat berdampak besar pada waktu proses produksi, terutama dengan pekerjaan bervolume tinggi.
Rasio yang sama ada untuk busur internal. Sekali lagi, bagi radius jalur tengah dengan radius jalur permukaan kerja. Hasilnya akan selalu kurang dari satu. Kalikan hasil ini dengan laju umpan yang digunakan untuk pemesinan linier. Ini membuat laju umpan yang lebih lambat daripada laju umpan jalur linier.
Beberapa pabrikan CNC memiliki fitur yang membantu Anda mengatasi masalah ini. Heidenhain, misalnya, menyertakan fitur "kecepatan kontur konstan". FANUC memungkinkan untuk memperlambat gerakan melingkar internal dengan "penggantian sudut otomatis" menggunakan parameter tetapi menyerahkannya kepada pembuat mesin atau pengguna akhir untuk membuat pengaturan terkait (lihat nomor parameter 7010 dengan CNC seri 0 dan 30 saat ini ). Anda bahkan mungkin menemukan bahwa sistem CAM Anda memiliki sesuatu yang dapat membantu.
PENTING: Gunakan teknik ini hanya jika jumlah material yang dikeluarkan seimbang di sekitar kontur yang sedang dikerjakan — seperti saat menyelesaikan penggilingan — atau saat mengerjakan casting atau forging bentuk mendekati jaring. Jangan menerapkan teknik ini untuk pemesinan kasar saat mengeluarkan banyak material dari permukaan yang dikerjakan — terutama jika ada lebih banyak material di beberapa permukaan daripada yang lain. Meningkatkan laju umpan dalam kasus ini akan meningkatkan beban pemotong secara dramatis.
Jika fitur tersebut tersedia, pelajari cara menggunakannya. Jika tidak — atau jika Anda tidak puas dengan cara kerjanya, jangan lewatkan CNC Tech Talk bulan depan, yang akan membahas dua program kode-G yang ditentukan pengguna yang membantu mengatasi masalah ini.


