Contoh Pemrograman Interpolasi Melingkar 1
Contoh pemrograman Interpolasi Melingkar ini akan menunjukkan kepada Anda apa itu interpolasi melingkar dan cara memprogramnya.
Sebelum melakukan latihan ini, Anda harus terlebih dahulu membaca Konsep &Pemrograman Interpolasi Melingkar artikel (tercantum di bawah). Setelah membaca artikel, Anda akan merasa nyaman untuk memahami contoh ini sebagai pekerjaan yang sangat sederhana dan mendasar.
Artikel Interpolasi Melingkar & artikel Pemrograman
- Konsep &Pemrograman Interpolasi Melingkar Bagian 1 (Konsep)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 2 (Penggunaan R)
- Pemrograman &Konsep Interpolasi Melingkar Bagian 3 (Penggunaan IJK)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 4 (Tidak diketahui R)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 5 (Contoh)
- Konsep &Pemrograman Interpolasi Melingkar Bagian 6 (Penggunaan &Latihan)
Contoh Pemrograman Interpolasi Melingkar 1 (Penggunaan R)
Contoh Pemrograman Interpolasi Edaran
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50
N10 S450 M03 F250 D01 (12.5 MM DIA)
N15 C0
N20 Z5
N25 G01 Z0
N30 Z-5
N35 G42 X0 Y0 M08 (Liner motion)
N40 X60 Y0 (Liner motion)
N45 X85 Y30 (Liner motion)
N50 X85 Y50 (Liner motion)
N55 G03 X70 Y65 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius)
N60 G01 X45 Y65 (Liner motion)
N65 G02 X30 Y50 U15 (Circular motion G02 for Clockwise motion and U for arc radius)
N70 G01 X10 Y50 (Liner motion)
N75 X0 Y0 (Liner motion)
N80 G40 X-20 Y-20
N85 G00 Z50 M09
N90 Y100
N95 M30
Bagian Selesai
Setelah menyelesaikan proses pemesinan, pekerjaan Anda akan terlihat seperti ini.
Komponen mesin
Penjelasan Program CNC
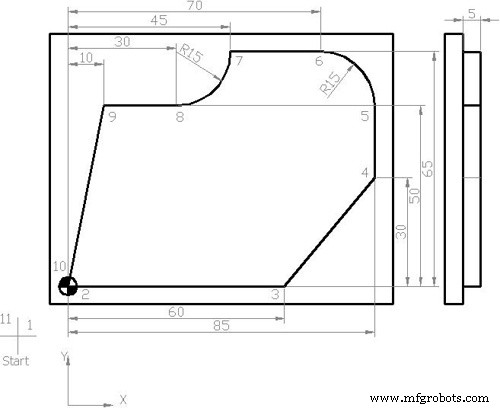
Dalam program cnc blok no. N35 hingga N50 (poin 2-3, 3-4, 4-5) dalam gerakan lurus (Interpolasi Linier) dan untuk itu kami memiliki CNC G-Code G01 (interpolasi linier),
Butir 5-6 tidak mungkin dengan kode G01 karena alat tidak berjalan lurus, alat berjalan melingkar, untuk tujuan ini ahli mesin cnc memiliki kode interpolasi melingkar G02/G03.
Sebelum menggunakan kode G G02/G03 cnc masinis harus mengetahui nilai pasti dari
(1) Titik akhir
(2) Radius antara titik awal hingga titik akhir.
Jadi nilai yang diperlukan pada titik 6 adalah
(1) X=70, Y=65 (sebagai Titik akhir)
(2) R=15 (sebagai Radius).
Setelah mendapatkan informasi ini, kita sekarang dalam posisi untuk menulis kode blok program CNC untuk titik 5 sampai 6.
Gerakan melingkar pertama G02-G03, Kedua adalah Titik akhir nilai X, Y, dan Ketiga adalah R (Radius), dengan cara ini kita dapat mencapai hasil persyaratan.
Titik 6-7 lagi linier dan titik 7-8 adalah gerakan melingkar, jadi lakukan hal yang sama seperti yang disebutkan di atas tetapi sebelum menulis kode, periksa arah gerakan apakah searah jarum jam atau berlawanan arah jarum jam, dan gerakan ini searah jarum jam, jadi gunakan kode G02.
Setelah itu titik lainnya adalah gerakan linier.
Program Sistem Dimensi Inkremental
Ini adalah program cnc yang sama tetapi dengan Sistem Dimensi Inkremental G91.
N35 G42 X0 Y0 M08 (Liner motion)
N40 G91 X60 Y0 (Liner motion)
N45 X25 Y30 (Liner motion)
N50 X0 Y20 (Liner motion)
N55 G03 X-15 Y15 U15 (Circular motion G03 for Counter Clockwise motion and U for arc radius)
N60 G01 X-25 Y0 (Liner motion)
N65 G02 X-15 Y-15 U15 (Circular motion G02 for Clockwise motion and U for arc radius)
N70 G01 X-20 Y0 (Liner motion)
N75 X-10 Y-50 (Liner motion)
Penjelasan CNC G-Code/M-Code/S, F, D
G00 :Lintasan cepat.
G54 :Nol Offset No. 1.
G64 :Mode jalur berkelanjutan.
G90 :Sistem dimensi absolut.
G17 :Pemilihan paket X-Y.
G42 :Aktivasi kompensasi radius pemotong (pergerakan sisi kanan)
G40 :Kompensasi radius pemotong tidak aktif
G02 :Interpolasi Melingkar searah jarum jam
G03 :Interpolasi Melingkar berlawanan arah jarum jam (berlawanan arah jarum jam)
S :Kecepatan spindel
F :Sumbu umpan gerak
M :Gerak pemotong (3=searah jarum jam, 4=berlawanan arah jarum jam)
D :No alat
M08 :Pendingin hidup
M09 :Pendingin mati
M30 :Akhir dari program utama


