Stratasys Insight – Fitur Anti-Part Curl yang harus Anda ketahui
Apakah tidak masuk akal untuk mengharapkan kesempurnaan cetak 3D? Memang benar, tetapi pengguna akhir dengan cepat menyalahkan mesin.
Mari saya mulai dengan menyatakan bahwa saya bukan seorang insinyur plastik, tetapi saya tahu bahwa termoplastik memiliki suhu transisi gelas, yang berarti mereka akan menjadi cair dan mengeras lagi pada suhu tertentu. Inilah alasan beberapa barang plastik tertentu dapat dicairkan dan digunakan kembali berulang kali. Seperti yang mungkin sudah Anda ketahui, inilah tepatnya cara kerja teknologi FDM:material dipanaskan hingga transisi gelasnya, diekstrusi, dan kemudian dipadatkan kembali. Prosesnya cukup sederhana, tetapi jelas ada banyak hal yang perlu dipertimbangkan.
Sementara termoplastik, seperti ABS, memiliki tingkat penyusutan yang relatif rendah, kami masih melihat masalah dengan distorsi dan keriting karena karakteristik material, terutama saat mencetak geometri besar dengan penampang tebal. Ini dapat diakreditasi untuk tingkat pendinginan bahan yang berbeda. Permukaan eksterior cenderung lebih cepat dingin, sedangkan massa interior tetap lebih panas, yang dapat menyebabkan hasil yang tidak diinginkan.
Tidak ada yang lebih membuat frustrasi dan mengecewakan daripada menghapus build 25, 50, atau 100 jam hanya untuk menemukan bahwa beberapa geometri telah terdistorsi jauh melampaui toleransi. Langkah-langkah pemrosesan yang diabaikan namun cepat dan mudah ini, dalam perangkat lunak Stratasys Insight, dapat membantu mengurangi patah hati tersebut.
Opsi 1:Berikan model basis yang lebih besar
Meningkatkan geometri dasar akan memungkinkan lebih banyak area ikatan dengan pondasi. Ini juga berfungsi ganda sebagai pendingin.
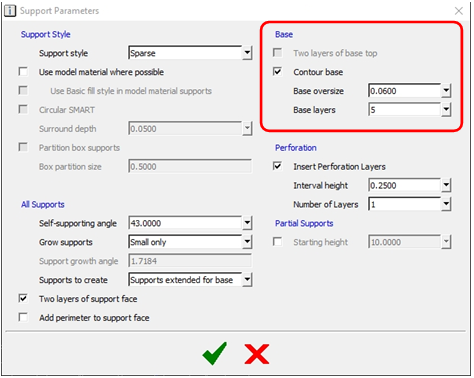
Kontrol ini dapat diakses di bawah Dukungan menu dengan memilih Penyiapan dan kemudian mengklik ikon parameter pengaturan lanjutan. Salah satu atau kedua nilai ini dapat dimodifikasi sesuai kebutuhan.
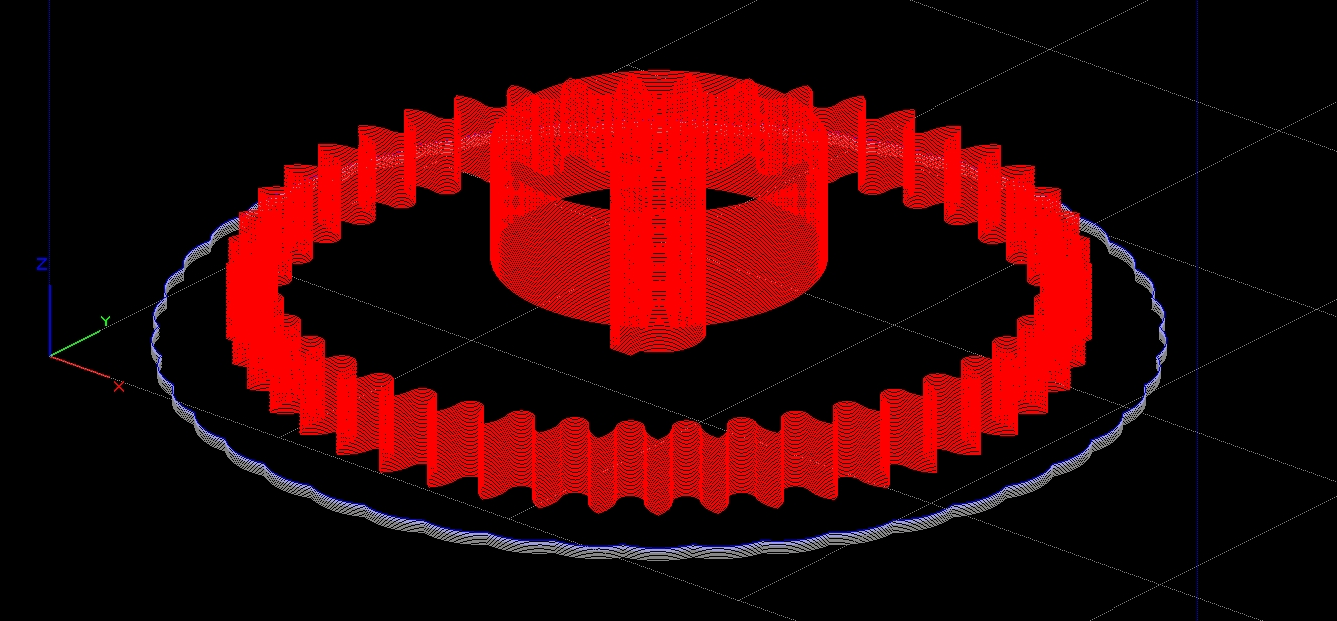
Basis Kebesaran – Anggap ini sebagai jejak kaki dari basis dukungan. Pengaturan mengacu pada dimensi di sekeliling perimeter antara bagian dan penyangga. Defaultnya adalah 0,050” tetapi dapat ditingkatkan hingga maksimum 0,5”. Lapisan biru dan putih, pada gambar di bawah, mewakili lapisan dasar (bahan pendukung).
Lapisan Dasar – Pengaturan langsung ini mengontrol ketebalan atau jumlah lapisan dasar. Standarnya adalah 5 lapisan dan drop down akan memberi Anda pilihan 5, 10, dan 15; namun Anda juga dapat mengetikkan ketinggian lapisan pilihan Anda meskipun kami belum mengalami situasi yang membutuhkan lebih dari 15.
Setelan dasar kebesaran default 0,050” (ditampilkan di bawah) menopang footprint model dengan erat.
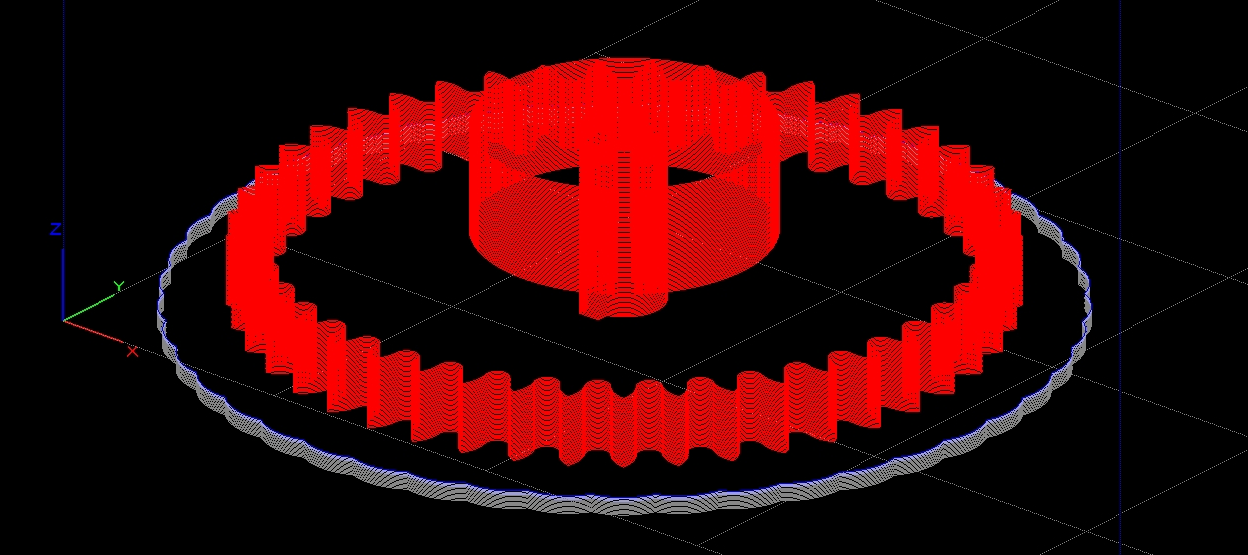
Ditunjukkan di bawah, ukuran dasar yang terlalu besar diatur ke maksimum 0,5”. Anda akan melihat area dasar meningkat sekitar 16% yang memberikan dasar yang lebih besar untuk merekat dengan baki dan menghilangkan panas dari penampang besar.
Ditampilkan di bawah, saya telah mengatur parameter ke 15 lapisan dasar dengan ukuran dasar 0,5". Menggunakan kombinasi opsi ini sering kali memberikan hasil terbaik.
Opsi 2:Hapus Perforasi (Dukungan Breakaway)
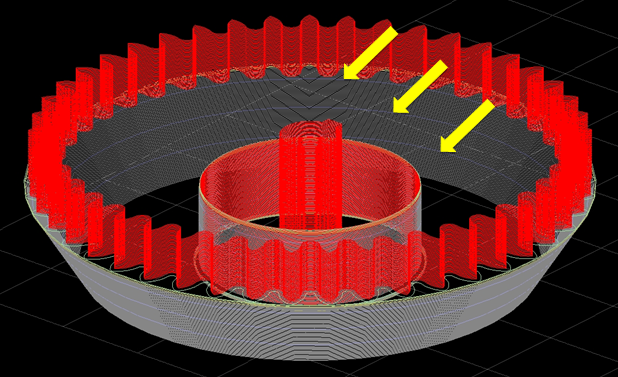
Pengaturan ini mengacu pada parameter dukungan, yang menambahkan lapisan model tunggal pada interval tertentu dalam kolom dukungan. Insight akan secara otomatis mengaktifkan ini ketika material dengan dukungan breakaway digunakan. Maksud desain perforasi adalah untuk membantu menghilangkan penyangga. Tapi inilah masalahnya:jika geometri memiliki area dukungan yang luas, mereka dapat melengkung dan terpisah pada perforasi ini. Dengan demikian, menghilangkan lapisan perforasi akan membantu mengurangi sebagian keriting, tetapi akan mempersulit pelepasan penyangga.
Kontrol ini juga dapat diakses di bawah Dukungan menu dengan memilih Penyiapan dan kemudian mengklik ikon parameter pengaturan lanjutan. Kontrol berada tepat di bawah kontrol basis dukungan. Hapus centang pada kotak dan selesai!
Contoh di atas menunjukkan garis lapisan perforasi default (biru muda).
Opsi 3:Tambahkan Kolom Jangkar
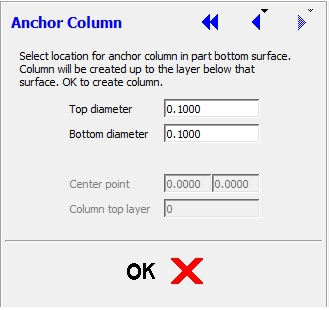
Kolom Jangkar – Fitur ini dapat membuat kolom bahan model yang menghubungkan dan mengamankan permukaan bagian bawah model langsung ke media melalui penyangga dasar. Peringatannya adalah bahwa fitur tambahan ini nantinya perlu dihapus secara mekanis. Ingatlah hal ini jika permukaan bagian bawah sangat penting.
Penempatan dan kuantitas sepenuhnya dapat disesuaikan, tetapi akan tergantung pada geometri. Jelas, Anda ingin fokus pada area build yang mungkin memiliki masalah di masa lalu.
Sebelum menghasilkan dukungan, mulailah proses dengan mengakses Dukungan Menu, dan pilih Kolom Jangkar .
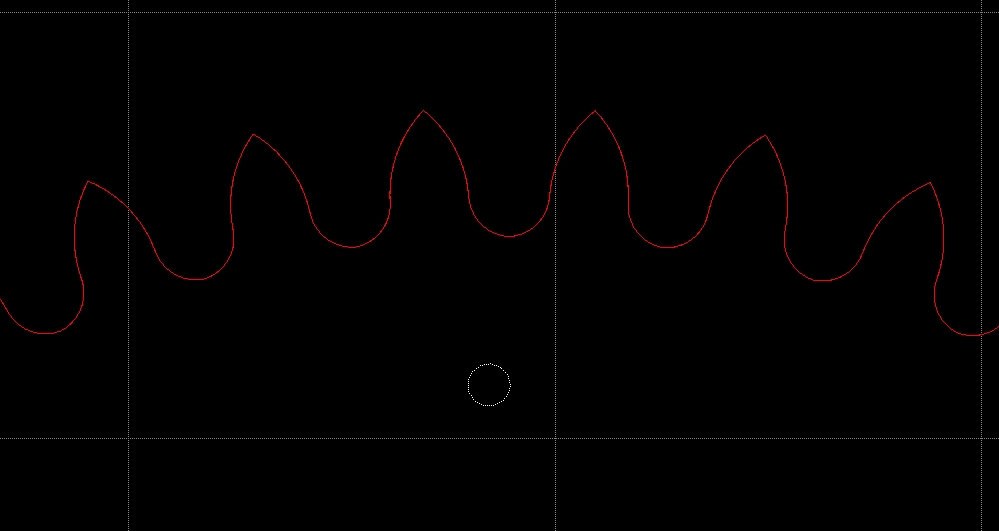
Dari tampilan atas, pilih titik tengah yang diinginkan dan klik OK. Wawasan akan menambahkan kontur melingkar, yang menempatkan kolom jangkar. Setelah Anda mengkonfirmasi penempatan dan membuat penyangga, turun ke lapisan penyangga dasar dan perhatikan kolom jangkar. Proses ini dapat diulang untuk kolom jangkar tambahan sebanyak yang diperlukan.
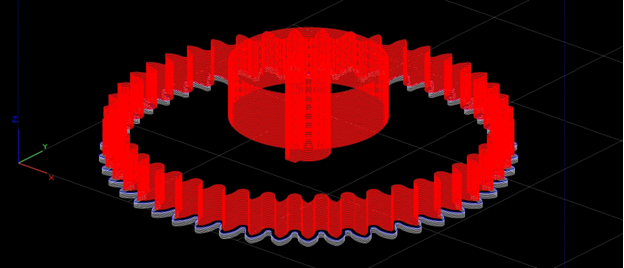
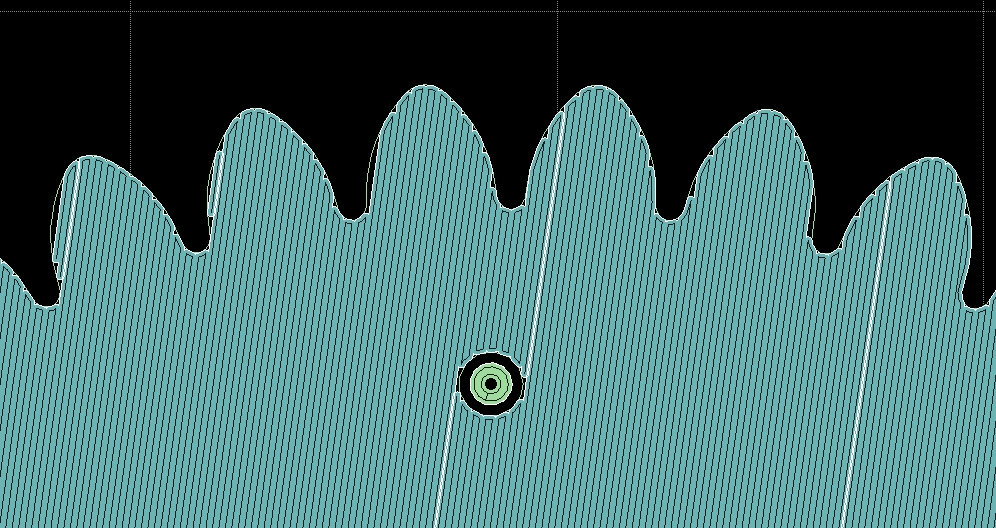
Setelah dukungan dan jalur alat dibuat, Anda akan melihat kolom dengan segala kemegahannya.
Seperti yang saya sebutkan sebelumnya, menggunakan kombinasi opsi ini akan menghasilkan hasil yang paling menguntungkan. Dalam aplikasi terbaru, pelanggan kami menggabungkan kedua parameter dari Opsi 1, serta menambahkan beberapa kolom jangkar. Mereka mampu mengurangi sebagian curl down dari 0,020” menjadi 0,009”; yang masih dalam batas toleransi mereka.
Jika Anda mengalami sebagian curl, bahkan setelah menggunakan opsi ini, kami dapat memberikan dukungan aplikasi tambahan dan pelatihan Insight lanjutan. Silakan hubungi kami untuk informasi lebih lanjut.
Selamat memproses!
Tags:Kolom Jangkar, Teknologi FDM, Perangkat Lunak Wawasan, Termoplastik, Jalur Alat