Bagian Terkuat Anda dengan Pencetakan 3D Serat Karbon – Isi Isotropik Bagian 1
Pembaruan:Jika Anda tertarik untuk mempelajari lebih lanjut tentang bagaimana isian yang berbeda dapat memperkuat peran Anda dalam berbagai cara dan ilmu di baliknya, bergabunglah dengan kami pada 21 Juni pukul 11 pagi EDT untuk webinar (Daftar di sini)!
Catatan Penulis:Ini adalah postingan pertama dari dua bagian tentang penggunaan pola isotropik Fiber Eiger untuk membuat bagian yang sangat kuat dengan Tanda Dua. Dalam posting ini, kami akan meninjau cara memperkirakan pola lay-up kekuatan tinggi komposit tradisional dengan printer Markforged. Di pos tindak lanjut, kami akan membahas cara menggunakan strategi ini untuk kekuatan maksimum di bagian yang diperkuat. Kami akan mendapatkan sedikit lebih teknis dalam posting ini daripada yang biasanya kami lakukan di blog kami, tetapi kami akan membahasnya dengan lambat melalui terminologi (kami telah menyertakan Glosarium Terminologi Komposit singkat), dan kami pikir Anda akan menghargai pemahaman yang lebih mendalam tentang cara mendesain secara efektif untuk pencetakan 3D berkekuatan tinggi yang diperkuat komposit.
Latar Belakang Komposit
Printer 3D komposit untai kontinu Markforged memungkinkan pelanggan kami untuk membuat komponen cetak 3D kekuatan industri, diperkuat dengan serat komposit untuk menghasilkan sifat yang mirip dengan laminasi komposit kuasi-isotropik, dalam sistem pencetakan 3D yang sangat otomatis. Bagian cetakan 3D kuasi-isotropik memiliki karakteristik material yang bervariasi di sepanjang sumbu yang berbeda, dan dengan memvariasikan orientasi serat dalam perangkat lunak pengiris Eiger kami, Anda dapat merancang bagian yang kuat untuk menahan aplikasi pemuatan tertentu yang mungkin terkena bagian tersebut.

Sifat material isotropik berkekuatan tinggi* membuat desain bagian teknik menjadi mudah – jika suatu bahan memiliki sifat yang sama di segala arah, maka membuat bagian yang cukup kuat untuk aplikasi yang dimaksud tidak lebih dari masalah geometri. Dalam hal sifat material akan berbeda pada sumbu yang berbeda (seperti halnya dalam pencetakan 3D), bahan kuasi-isotropik* adalah pilihan terbaik berikutnya, karena ada perbedaan kekuatan di sepanjang hanya satu sumbu yang harus diperhitungkan dan akan membutuhkan lebih sedikit waktu dan pekerjaan desain untuk mengoptimalkan kekuatan bagian dibandingkan dengan bahan yang sepenuhnya anisotropik*. Lihat terminologi umum untuk orientasi properti material komposit di bawah ini untuk diskusi lebih dalam tentang variasi properti material. Perhatikan bahwa untuk kenyamanan, dan dengan pemahaman bahwa semua bagian cetakan 3D akan memiliki sifat material yang berbeda dalam arah Z (sumbu normal terhadap bidang alas cetak), Markforged telah menghilangkan 'quasi-' dari quasi-isotropic dalam menjelaskan 'Isotropic Jenis isian serat.
Glosarium Terminologi Gabungan
- Bahan isotropik — memiliki sifat material yang seragam ke segala arah, terlepas dari material atau orientasi pengamatan. Sebagian besar (tetapi tidak semua) logam cenderung memiliki sifat isotropik yang tinggi.
- Anisotropi — keadaan keseluruhan yang memiliki sifat-sifat yang bergantung pada arah. Bahan yang dicirikan sebagai anisotropik tidak menunjukkan sifat isotropik, tetapi klasifikasi umum seperti itu tidak memberikan informasi apa pun tentang bagaimana atau sepanjang sumbu apa bahan itu bergantung secara arah. Bagian engsel hidup yang kami tunjukkan sebelumnya adalah contoh yang bagus, karena mengandung elemen lentur, serta bagian yang diperkuat Kevlar yang lebih kaku.
- Bahan ortotropik — seperti kayu, tunjukkan sifat-sifat yang berbeda sepanjang tiga sumbu yang saling ortogonal (pada sudut 90 derajat satu sama lain). Kayu memberikan contoh yang baik karena memiliki kecenderungan untuk mudah terbelah di sepanjang garis butir, tetapi sulit untuk dipotong atau dibelah ke arah lain.
- Material kuasi-isotropik — sering mendekati atau merupakan bahan isotropik dalam dua sumbu, tetapi memiliki sifat yang berbeda dalam arah ketiga. Ini adalah deskripsi umum yang akurat tentang komponen cetakan 3D Markforged yang mencakup pola penguatan 'Serat Isotropik', sebagian besar tanpa memperhatikan nilai yang digunakan dalam properti 'Sudut Serat' yang dijelaskan di bawah ini.
- Bahan isotropik transversal — adalah bagian dari bahan kuasi-isotropik, dan merujuk secara khusus pada bahan di mana isotropi terjadi pada bidang transversal suatu bagian (pikirkan sifat seragam di setiap lapisan — bidang XY — dari bagian cetakan 3D), dengan sifat bahan yang berbeda di sepanjang sumbu tunggal (sumbu Z di bagian cetakan 3D). Dengan printer 3D Markforged, ini sangat mendekati saat menggunakan pola isotropik Fiber dan nilai default 'Fiber Angles' yang dijelaskan di bawah.
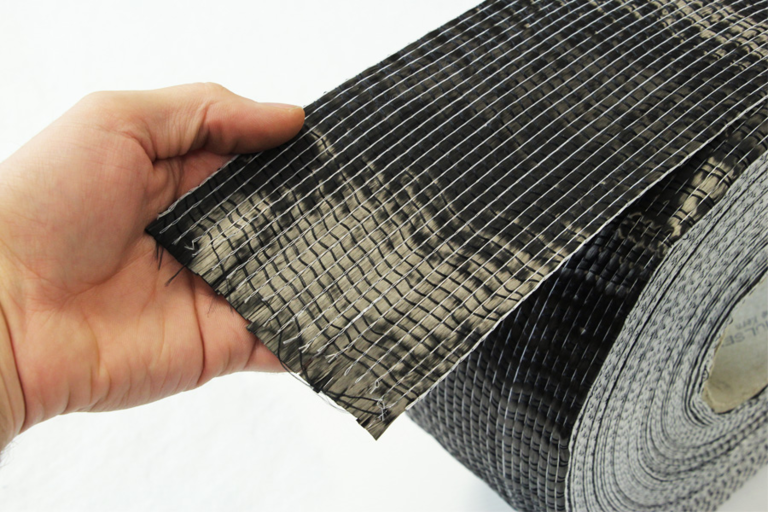
Komposit termoset tradisional (kebanyakan konsumen menggunakan serat karbon menggunakan jenis komposit ini) dibuat dari lusinan hingga ribuan lapisan tumpukan bahan komposit searah (seringkali dalam bentuk kain tenun atau pita searah) yang diorientasikan dalam pola arah yang berbeda; desainer komposit menggunakan struktur nomenklatur dalam bentuk 'kode orientasi' untuk menyediakan cara yang disederhanakan untuk menggambarkan pola berulang ini. Setiap lapisan yang berurutan umumnya diputar oleh beberapa sudut (seringkali 45 derajat) relatif terhadap lapisan di bawahnya, dan karena serat komposit yang membentuk kain tenun di setiap lapisan paling kuat dalam arah tariknya, memutar kain setiap lapisan menghasilkan bagian dengan kekuatan dan kekakuan massal multi-arah yang jauh lebih tinggi daripada jika kain diletakkan dalam arah yang sama pada setiap lapisan.
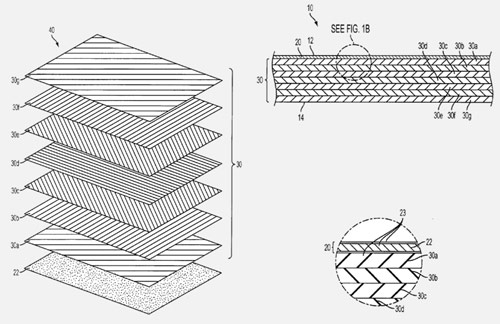
Primer yang bagus tentang kode orientasi komposit dapat ditemukan dalam presentasi ini dari Akademi Angkatan Laut AS. Kode orientasi tradisional dijelaskan oleh serangkaian sudut yang dibatasi oleh tanda kurung siku dan dipisahkan oleh garis miring ke depan, untuk menunjukkan berbagai sudut yang digunakan dalam strategi susunan gabungan tertentu. Misalnya, pola pengisian Serat Isotropik default Eiger menggunakan kode orientasi [0/45/90/135], yang berarti bahwa lapisan pertama penguat serat dicetak dalam pola searah pada sudut 0 derajat dari horizontal. Lapisan serat kedua diputar 45 derajat dari horizontal, dan urutan ini berlanjut hingga kode selesai, di mana pola dimulai kembali dari horizontal. Eiger juga menawarkan kepada pelanggan kami kemampuan untuk mengembangkan kode orientasi kustom sepenuhnya milik mereka sendiri, dengan panjang berulang apa pun. Yang perlu diperhatikan adalah bahwa sementara setiap lapisan individu mengandung tingkat anisotropi yang tinggi, dengan kekuatan yang jauh lebih tinggi pada arah sepanjang serat komposit individu, penambahan beberapa lapisan komposit dengan arah putaran dengan cepat menambah kekuatan dalam berbagai arah, menghasilkan di bagian yang isotropik sebagai entitas massal.
Kemampuan yang Ditingkatkan
Printer 3D Mark Two dirancang untuk menghasilkan komponen yang diperkuat serat berkekuatan tinggi dengan geometri 15x lebih kecil daripada Mark One, tetapi algoritme perangkat lunak kami yang ditingkatkan juga memberikan kemampuan yang ditingkatkan secara signifikan untuk membuat komponen yang diperkuat dengan sifat kuasi-isotropik kekuatan tinggi menggunakan ' Jenis isotropik Fiber.
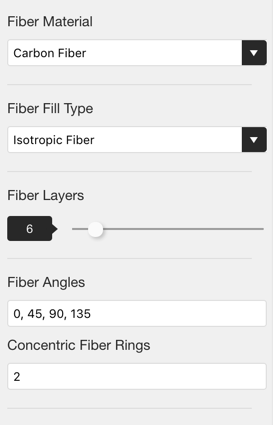
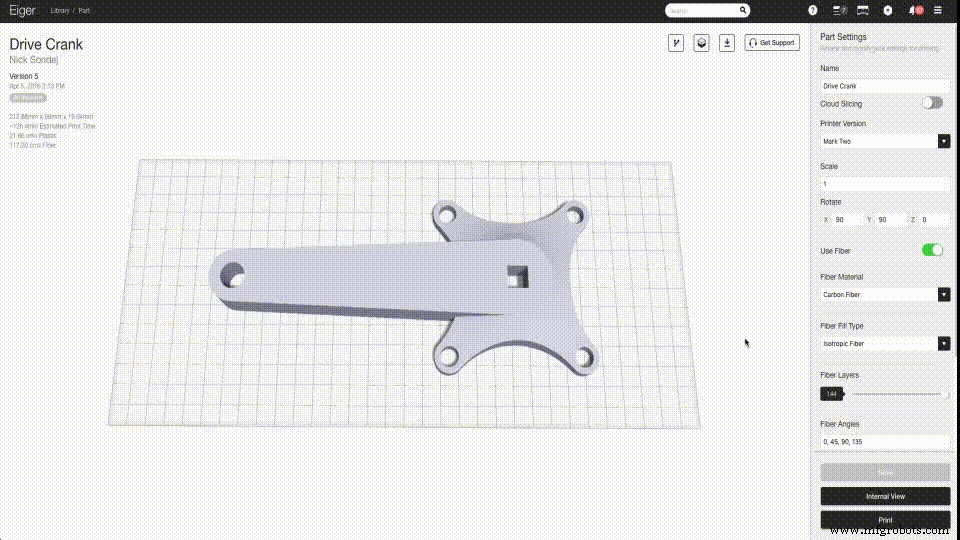
Anda akan melihat pada gambar di atas, dari panel konfigurasi serat 'Part View' eksternal di Eiger, bahwa ada kotak input untuk 'Fiber Angles'. Ini adalah representasi dari kode orientasi yang disebutkan di atas dan merupakan salah satu cara untuk dengan cepat mengontrol sifat material curah tingkat tinggi dari bagian yang diperkuat serat di Eiger. Kode default [0/45/90/135] yang digunakan Eiger akan menghasilkan bagian isotropik melintang (lihat kotak terminologi di atas) jika Anda memperkuat setiap lapisan bagian dengan isotropik Fiber fill. Untuk memasukkan kode orientasi di Eiger, cukup ketik sudut dari berbagai orientasi serat yang Anda inginkan dalam pola Anda ke dalam kotak 'Sudut Serat', dipisahkan dengan koma seperti pada gambar di atas.
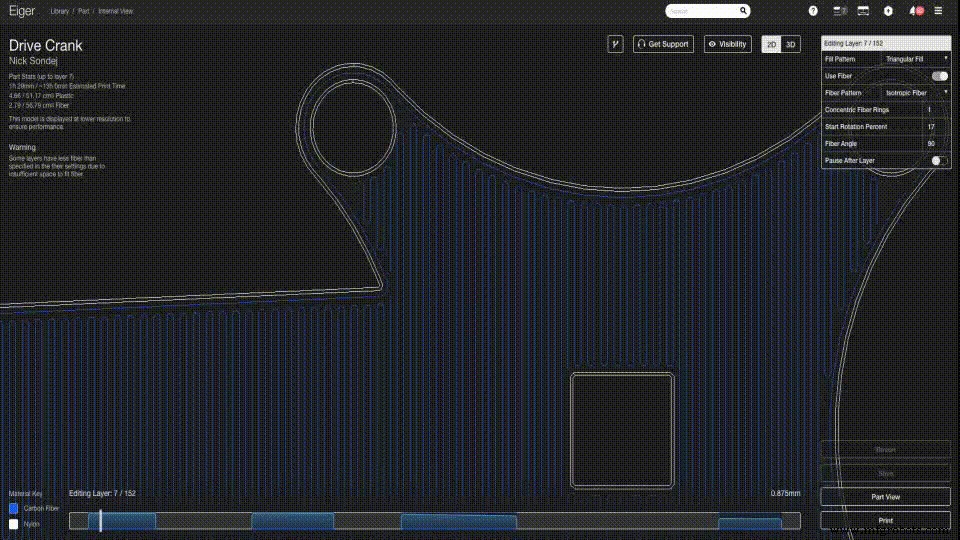
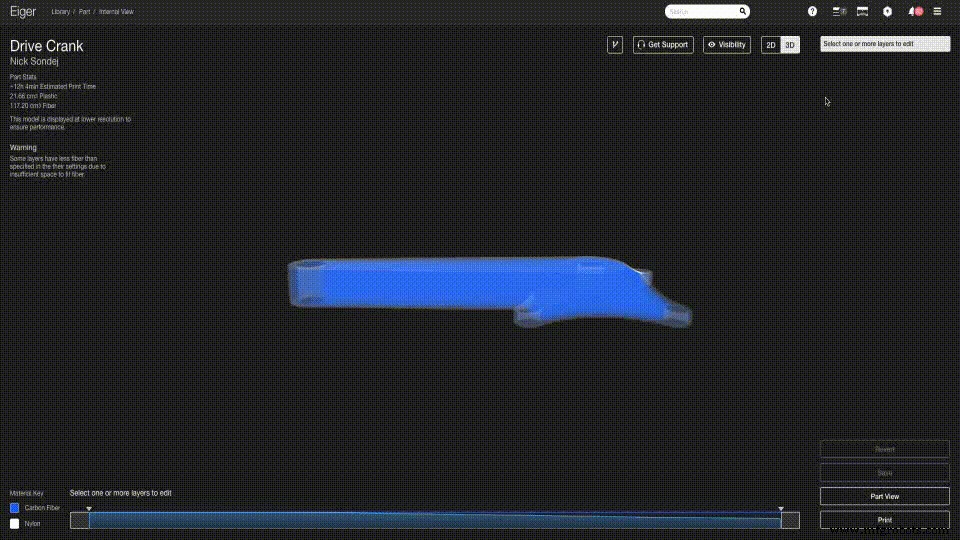
Algoritme perutean serat yang ditingkatkan juga memungkinkan Mark Two untuk mencetak isotropic Fiber fill menggunakan filamen serat karbon Markforged serta filamen Fiberglass High Strength, High Temperature (HSHT) baru kami — opsi yang tidak tersedia dengan Mark One karena keterbatasan teknis. Algoritme itu sendiri telah diperbarui dari mitra Mark One — jika Anda menggunakan Tampilan Internal 2D Eiger untuk melihat lapisan dengan isotropic Fiber fill yang diiris untuk Mark Two, Anda akan melihat bahwa algoritme baru memungkinkan jenis isian hybrid, dengan cincin konsentris pada bagian luar bagian dan isotropik mengisi pada sudut orientasi yang ditentukan mengisi di area internal bagian. Ini menghasilkan bagian dengan permukaan akhir yang ditingkatkan, sambil mempertahankan kekuatan dan kekakuan keseluruhan yang tinggi secara internal. Dengan menggunakan strategi ini, bagian terkuat mutlak dapat dicapai melalui pencetakan 3D serat karbon.
Kontrol yang lebih baik untuk bagian terkuat
Parameter serat Tampilan Eksternal bagus untuk penguatan cepat, tetapi jika Anda memerlukan kontrol lebih besar atas kekuatan bagian Anda, Anda juga dapat mengedit kode orientasi kelompok lapisan tertentu dalam Tampilan Internal 3D bagian di Eiger. Untuk memulai, pilih bagian dari perpustakaan Eiger Anda, dan masuk ke Tampilan Internal, yang membawa Anda ke tampilan 3D secara default.
Setelah berada di dalam Tampilan 3D Internal, pilih grup lapisan serat yang sudah ada sebelumnya di bilah lapisan dengan mengkliknya.
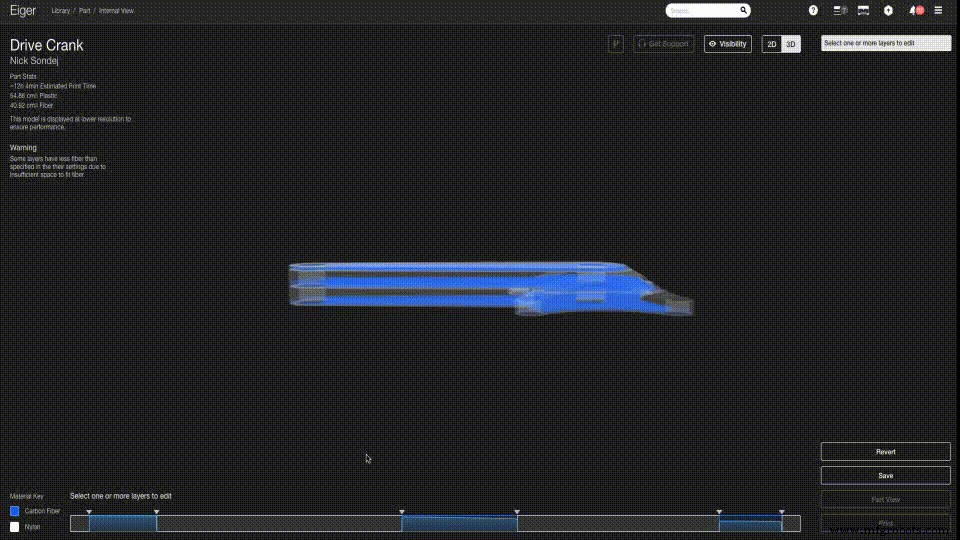
Untuk membuat grup baru, klik pada bilah lapisan di titik awal atau akhir grup yang Anda inginkan dan tahan tombol mouse sambil menyeret melintasi lapisan yang Anda inginkan dalam grup. Kemudian cukup klik 'Terapkan Perubahan' di kotak kontrol lapisan kanan atas untuk membuat grup baru.
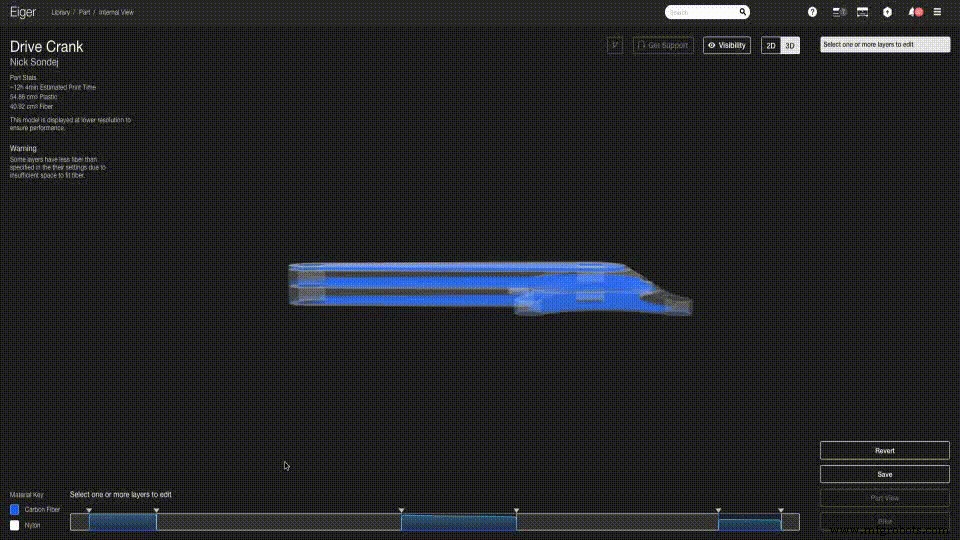
Jika Anda tidak puas dengan lapisan yang Anda pilih untuk grup, Anda selalu dapat menyeret pembatas grup lapisan segitiga untuk mengubah ukuran lapisan. Setelah Anda memilih grup lapisan yang ditentukan yang dikonfigurasi untuk menggunakan isotropik Fiber fill, Anda akan melihat bahwa bidang 'Fiber Angles' yang terlihat di Tampilan Bagian eksternal juga terlihat di kotak kontrol lapisan di kanan atas. Parameter ini memungkinkan Anda mengontrol tingkat yang sama atas kode orientasi serat yang Anda miliki di Tampilan Bagian eksternal, kecuali bahwa alih-alih menerapkan kode orientasi secara global di semua serat di seluruh bagian, bidang Sudut Serat di editor Tampilan Internal 3D akan memungkinkan Anda untuk mengubah kode orientasi hanya untuk grup lapisan yang dipilih saja. Ini memberi Anda kontrol untuk menyesuaikan penempatan serat kekuatan tinggi dengan geometri spesifik bagian Anda.
Dan cukup itu saja – Eiger membuatnya menjadi sangat sederhana untuk dengan cepat mengonfigurasi berbagai lapisan penguat serat di suatu bagian!
Baca Bagian 2 dari pos ini di sini – kami akan memandu Anda melalui strategi terbaik untuk mengoptimalkan di mana Anda harus memasang penguat serat untuk memaksimalkan kekuatan bagian untuk penggunaan serat yang paling efektif!
Tertarik untuk mempelajari lebih lanjut? Minta Demo Mark Two hari ini!


