3D Printing Milling Vise Jaws
Masalah dengan pemesinan saat ini sederhana:mahal dan memakan terlalu banyak waktu. Waktu dari operator yang terampil. Waktu pada mesin mahal. Waktu untuk mengatur. Saatnya mengambil bagian.
Masalah ini menjadi sangat menyakitkan ketika menyangkut pemesinan perkakas khusus — produksi perlengkapan, jig, cetakan, dan pola. Perkakas secara tradisional merupakan salah satu bagian yang paling memakan waktu dan mahal dari proses pemesinan. Sekali lagi, mengapa perkakas begitu menyakitkan?
Ini memakan waktu dan mahal.
Dapatkan bagian sampel gratis
Menghabiskan Waktu
Proses umum untuk mendapatkan satu set rahang penggilingan khusus adalah:
Rancang rahang dalam perangkat lunak desain berbantuan komputer (CAD)
1. Draf cetak biru/gambar rahang dalam CAD
2. Setujui desain rahang
3. Program CNC
4. Jadwalkan rahang di CNC
5. Rahang mesin pada CNC
6. Tunggu...
7. Memberikan rahang
Pada saat rahang dikeluarkan, sebanyak lima orang yang berbeda telah menyentuhnya dalam proses tersebut. Seorang insinyur desain untuk merancang rahang. Seorang manajer untuk menandatangani cetak biru/gambar. Seorang programmer untuk memprogram CNC. Seorang masinis terampil untuk mesin rahang.
Sekarang, apa yang terjadi ketika bagian rahang dirancang untuk menahan iterasi dari Rev 1 ke Rev 2 dan, akhirnya, ke Rev 3? Setiap revisi menghasilkan revisi pada rahang, dan seluruh proses dimulai lagi dari langkah pertama.
Mahal
Pada volume produksi rendah, produsen menolak produksi atau membebankan biaya premium per unit. Masalah yang melekat dengan perkakas adalah mereka tidak menghasilkan pendapatan. Sebagai contoh, biaya yang dikeluarkan oleh pabrikan untuk mengerjakan satu set rahang frais pada CNC adalah waktu henti mesin, tenaga kerja, dan overhead. Rahang penggilingan pemesinan tidak membantu keuntungan pabrikan. Jika rahang tidak pernah digunakan lagi, untuk memulihkan biaya awal, biaya dimuka dan iterasi berturut-turut, biaya rahang dipertaruhkan dan tersebar di rahang penggilingan akhir yang dijalankan produksi atau penggunaan akhir, suku cadang yang menghasilkan pendapatan sedang dikerjakan.
Di sinilah manufaktur aditif — bahasa sehari-hari dikenal sebagai pencetakan 3D — masuk.
Manufaktur Aditif
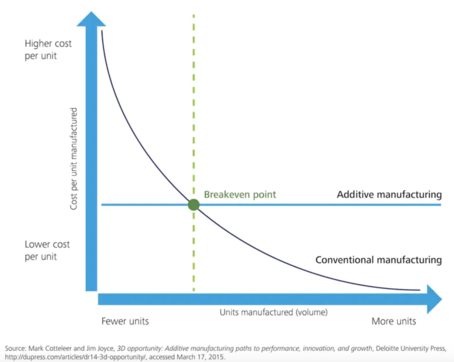
Selain memungkinkan lebih banyak kebebasan dalam desain, manufaktur aditif secara drastis mengubah perkakas dari yang memakan waktu dan mahal menjadi praktis dan terjangkau. Untuk perkakas sekali pakai, manufaktur aditif membuka pintu bagi produsen untuk meningkatkan laba mereka dengan mengurangi waktu henti mesin CNC, tenaga kerja, dan overhead menjadi hanya biaya material. Seperti yang ditunjukkan pada Gambar 1, alat sekali pakai cetak 3D sangat terjangkau dibandingkan dengan manufaktur konvensional.
Manufaktur aditif merampingkan produksi penggunaan akhir, suku cadang yang menghasilkan pendapatan dengan secara drastis mengurangi waktu mereka ke pasar. Dengan manufaktur aditif, rahang dapat dicetak segera setelah desain, benar-benar mengganggu paradigma manufaktur perkakas.
Lewatlah sudah hari-hari yang sulit untuk merancang, merancang, menyetujui, memprogram, menjadwalkan, membuat mesin, memeriksa, dan mengulangi; berlalu sudah hari-hari mengikat CNC yang menghasilkan pendapatan ke mesin satu set rahang; Lewatlah sudah hari-hari menghabiskan pemrograman hari programmer CNC untuk mesin satu set rahang. Semakin cepat perkakas tersedia, semakin cepat penggunaan akhir, suku cadang yang menghasilkan pendapatan dapat dikerjakan.
Baca Panduan Desain Komposit kami
Cara Mencetak Milling Jaws 3D
Saat mendesain rahang frais untuk pencetakan 3D, tiga prasyaratnya adalah memahami desain rahang frais, CAD, dan Continuous Fiber Fabrication (CFF). Prasyarat pertama dan kedua cukup jelas. Untuk prasyarat terakhir, rahang penggilingan pencetakan 3D adalah masalah orientasi dan penguatan dengan CFF. Jadi, apa itu CFF?
Fabrikasi Serat Berkelanjutan (CFF)
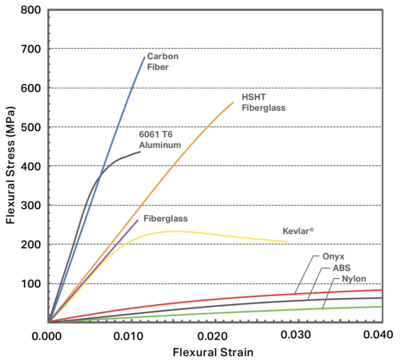
Teknologi manufaktur aditif dari termoplastik cetak masa lalu terlalu lemah untuk menahan lingkungan yang keras dari permesinan CNC. Dengan diperkenalkannya Continuous Fiber Fabrication (CFF), Markforged telah mengganggu industri manufaktur aditif dengan mencetak dengan serat kontinyu (serat karbon, Kevlar®, dan fiberglass) untuk memperkuat bagian cetakan termoplastik. Kekuatan serat kontinu ditunjukkan pada Gambar 2.
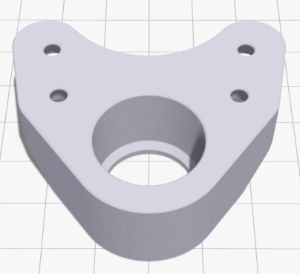
Misalnya, benda kerja bantalan jarum yang ditunjukkan pada Gambar 3 memerlukan operasi penggilingan muka pada salah satu mukanya. Rahang penggilingan yang digunakan untuk operasi tersebut ditunjukkan pada Gambar 4.
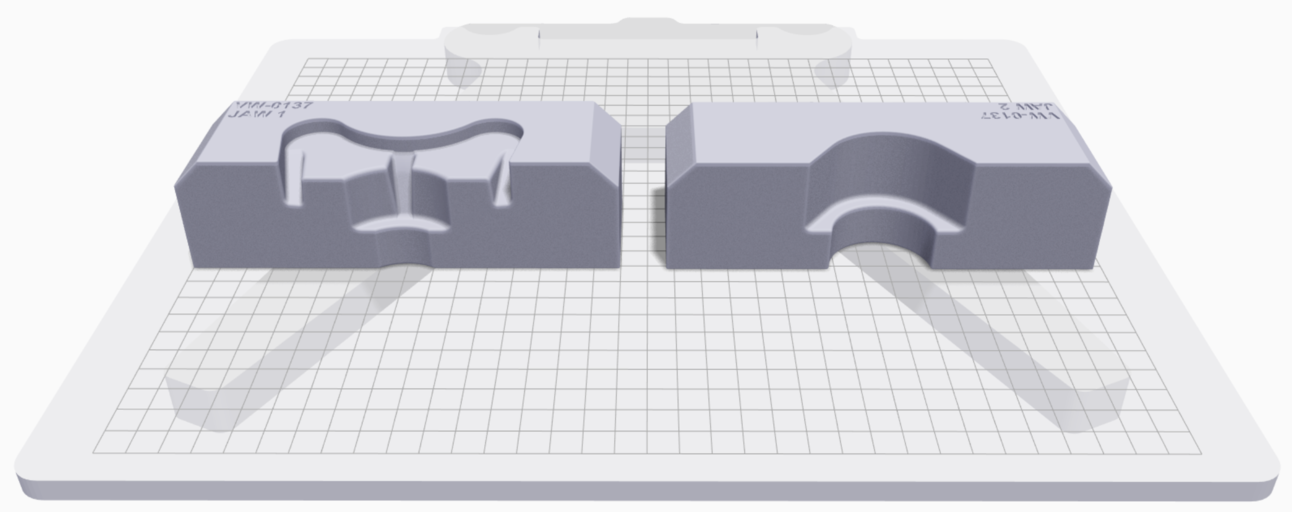
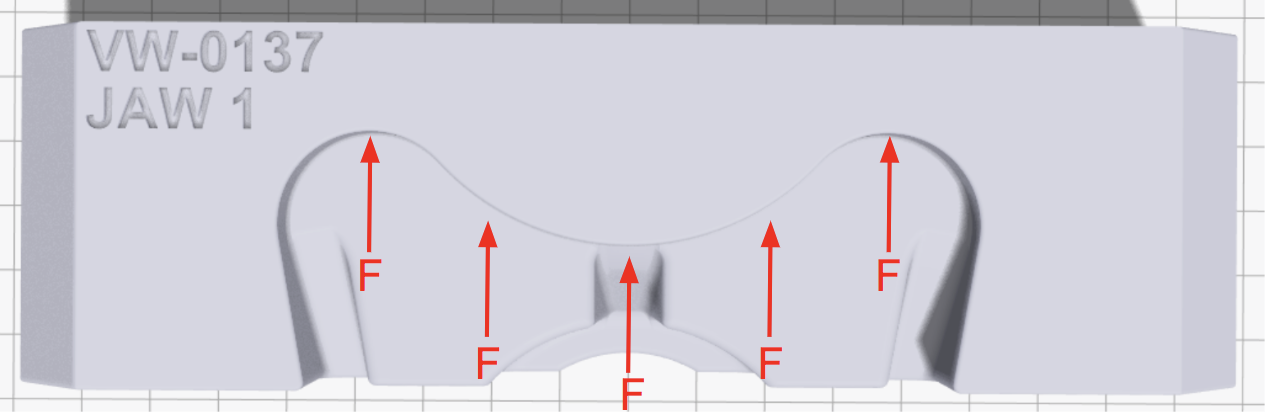
Serat kontinu dicetak pada bidang XY yang sejajar dengan pelat build sehingga membuat orientasi menjadi kritis! Saat mempertimbangkan bagaimana mengarahkan satu set rahang penggilingan untuk pencetakan, kunci keberhasilannya adalah memahami bagaimana tekanan penjepitan akan diterapkan pada rahang, dan bagaimana mengarahkan serat kontinu untuk melawan tekanan penjepit. Misalnya, rahang yang ditunjukkan pada Gambar 4 dirancang untuk menjepit benda kerja untuk operasi penggilingan muka. Tekanan penjepitan berada pada titik kontak yang sesuai dengan benda kerja. Pada titik kontak, rahang mengalami tekanan penjepitan sebagai gaya kompresi yang disebabkan oleh benda kerja dan sebaliknya seperti yang ditunjukkan pada Gambar 5.
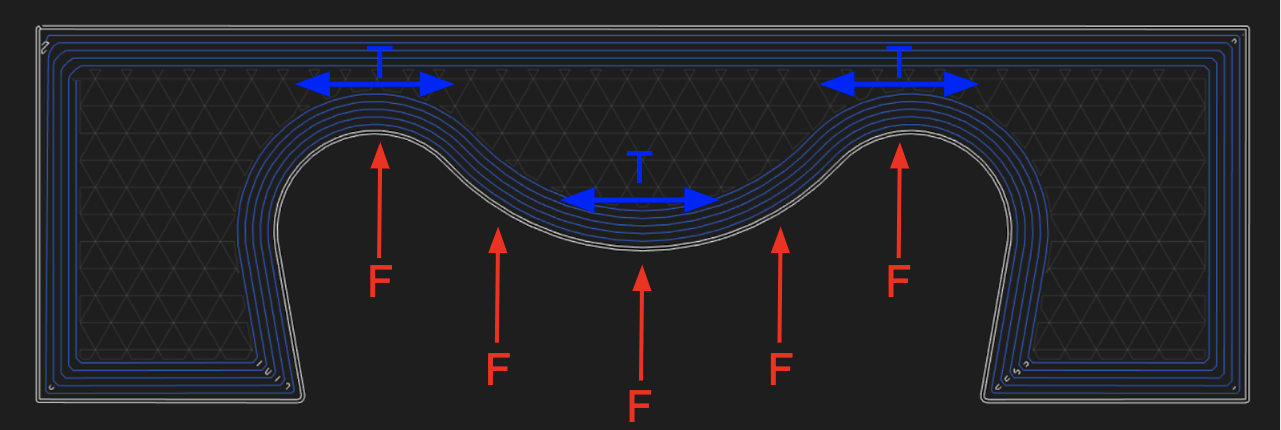
Untuk merutekan serat kontinu secara optimal untuk melawan gaya tekan, penting untuk dipahami bahwa serat paling kuat dalam tegangan. Saat memperkuat rahang penggilingan dengan serat kontinu, rutekan serat untuk memaksimalkan jumlah serat yang dapat dimasukkan ke dalam tegangan. Pada Gambar 6, serat kontinu dirutekan secara konsentris di sekitar dinding luar bagian dan akan mengalami tarik karena gaya tekan.
Serat kontinu yang diberi tegangan menahan gaya tekan untuk menjaga rahang tetap stabil secara dimensi. Penting untuk dicatat, menggunakan wakil untuk mengapit rahang dan memperkuatnya melawan gaya geser di seluruh lapisan yang dicetak memainkan peran kunci. Saat mempertimbangkan desain rahang, maksimalkan jumlah kontak permukaan ke bagian sebaliknya.
Jaw Penggilingan Tingkat Lanjut untuk Pencetakan 3D
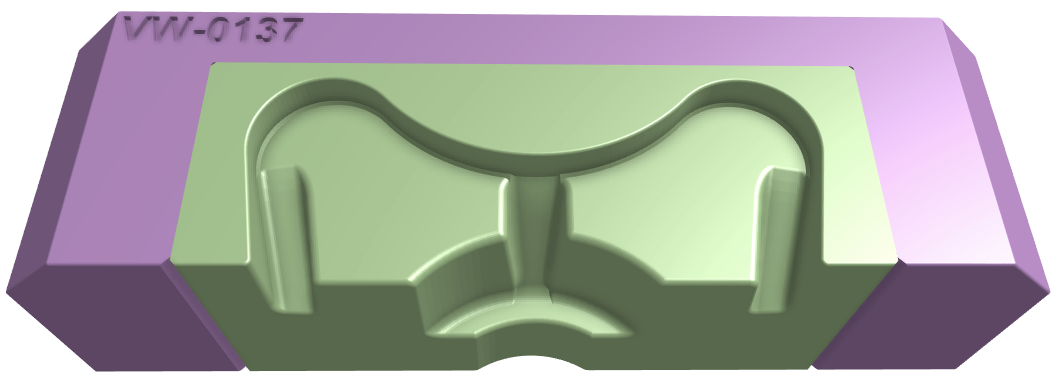
Langkah selanjutnya dalam rahang penggilingan pencetakan 3D adalah membuat rahang penggilingan modular. Misalnya, alih-alih mencetak seluruh rahang yang ditunjukkan pada Gambar 4, pertimbangkan untuk menggunakan satu set rahang keras sebagai "kosong" dan rahang lunak pencetakan 3D sebagai "sisipan". Seperti yang ditunjukkan pada Gambar 7, rahang logam yang dikerjakan dengan mesin adalah "kosong" yang ditunjukkan dengan warna ungu, dan rahang lunak komposit yang dicetak 3D adalah "sisipan" yang ditunjukkan dengan warna hijau. Karena geometri konformal berubah di antara benda kerja yang berbeda, satu blank dapat melayani banyak sisipan.
Meskipun rahang CFF sangat bagus untuk menggantikan rahang aluminium karena keseimbangan kekuatan dan sifat komposit yang tidak merusak, apa yang terjadi bila ada kebutuhan untuk mengganti rahang baja? Memanfaatkan ide modularitas yang sama, "kosong" dapat berupa aluminium mesin atau CFF cetak 3D, sedangkan "sisipan" dicetak 3D pada Sistem Metal X dengan proses yang dikenal sebagai Atomic Diffusion Additive Manufacturing (ADAM). Dengan rilis terbaru dari 17-4PH Stainless Steel dan H13 Tool Steel, Metal X System mempertahankan semua keunggulan pencetakan 3D, seperti geometri konformal, perputaran cepat, dan pengurangan biaya, dan memenuhi sifat material yang diperlukan untuk menggantikan baja rahang.
Transisi dari rak perkakas ke solusi cepat yang dapat dipertukarkan, rahang penggilingan modular adalah masa depan manufaktur. Manufaktur aditif semakin mengubah perkakas manufaktur dari yang memakan waktu dan mahal menjadi lebih praktis dan terjangkau.
Cara terbaik 3D print milling vise jaws
Rahang ragum penggilingan pencetakan 3D bukanlah ilmu roket, tetapi membutuhkan pemahaman mendasar tentang desain ragum penggilingan, CAD, dan CFF. Langkah-langkah penting untuk diingat adalah:
(1) tentukan tekanan penjepitan pada rahang ragum frais antara benda kerja dan wakilnya;
(2) pilih orientasi cetak yang memaksimalkan serat dalam tegangan terhadap tekanan penjepitan; dan
(3) perkuat dengan serat kontinu dalam tegangan.
Tertarik untuk mempelajari lebih lanjut? Bicaralah dengan salah satu spesialis produk kami untuk mengetahui di mana suku cadang yang dicetak 3D cocok dengan bisnis Anda.
Hubungi kami


