Pengaturan &Profil Cura ABS Ideal (Untuk semua Printer)
ABS atau Acrylonitrile Butadiene Styrene adalah polimer yang banyak digunakan karena sifat fisiknya dan pengurangan biaya. Ini juga merupakan salah satu filamen tersulit dari jangkauan konsumen untuk dicetak karena rentan terhadap lengkungan dan delaminasi. Ini banyak digunakan oleh printer DIY pertama, tetapi sekarang diganti dengan alternatif yang lebih baik.
Printer tertutup akan memiliki peluang sukses yang lebih baik, tetapi dengan setelan yang tepat, Anda seharusnya dapat mencetak beberapa bagian dengan ABS pada sebagian besar printer. Suhu ekstrusi harus antara 230 ° C dan 250 ° C, dan suhu tempat tidur pada 100 ° C. Hasil yang lebih baik diperoleh dengan kipas yang benar-benar dimatikan, dan disarankan untuk menggunakan pinggiran. Daya rekat tempat tidur yang lebih baik diperoleh dengan lembaran PEI atau tempat tidur kaca berlapis.
Untuk hasil yang lebih baik, disarankan polimer lain dengan sedikit variasi yang dikenal sebagai ASA atau Acrylonitrile styrene acrylate.
Masalah dengan ABS

Siapapun yang telah mencetak dengan ABS akan mengalami setidaknya salah satu masalah yang diketahui dengan ABS seperti warping dan delaminasi lapisan. ABS mengembang cukup nyata ketika dicairkan dan kemudian ketika mengeras, ia berkontraksi lagi. Fenomena ini menyebabkan ketegangan pada objek cetakan yang cenderung melengkung ke atas atau retak di sepanjang garis lapisan.
Lengkungan dan delaminasi dapat diatasi dengan penutup dan daya rekat tempat tidur yang baik.
Ada juga subjek asap, bau, dan partikel yang dipancarkan saat mencetak. ABS hanya boleh dicetak di area berventilasi atau dengan sistem penyaringan pelindung. Mual dan sakit kepala telah dilaporkan jika terpapar emisi ABS berlebihan.
Meskipun sedikit lebih mahal, ASA memiliki kecenderungan yang lebih kecil untuk melengkung atau mengelupas dan tidak mengeluarkan banyak asap dan partikel sambil mempertahankan keunggulan ABS. Keunggulan ini membuat seluruh komunitas pencetakan 3D beralih ke ASA.
Mengapa mencetak dengan ABS?

Keuntungan utama ABS adalah rentang penggunaan yang luas (-20ºC hingga 80ºC) suhu dan kekuatan benturannya yang tinggi. Sebaliknya, PLA misalnya melunak hanya pada suhu 50ºC sehingga tidak akan menangani kondisi luar ruangan dengan baik. PLA juga cenderung pecah seperti kaca saat terkena benturan, sehingga tidak cocok untuk aplikasi yang membutuhkan ketangguhan.
Ada juga kemungkinan perataan uap aseton yang dapat membuat bagian ABS (atau ASA) menjadi halus seperti cetakan injeksi.
Polimer rentan terhadap sinar UV sampai pada titik di mana mereka mungkin mulai hancur setelah terpapar sinar matahari dalam waktu lama. ASA menghadirkan ketahanan UV bersama dengan keunggulan lain dari ABS.
Menyesuaikan parameter Cura untuk pencetakan dengan ABS
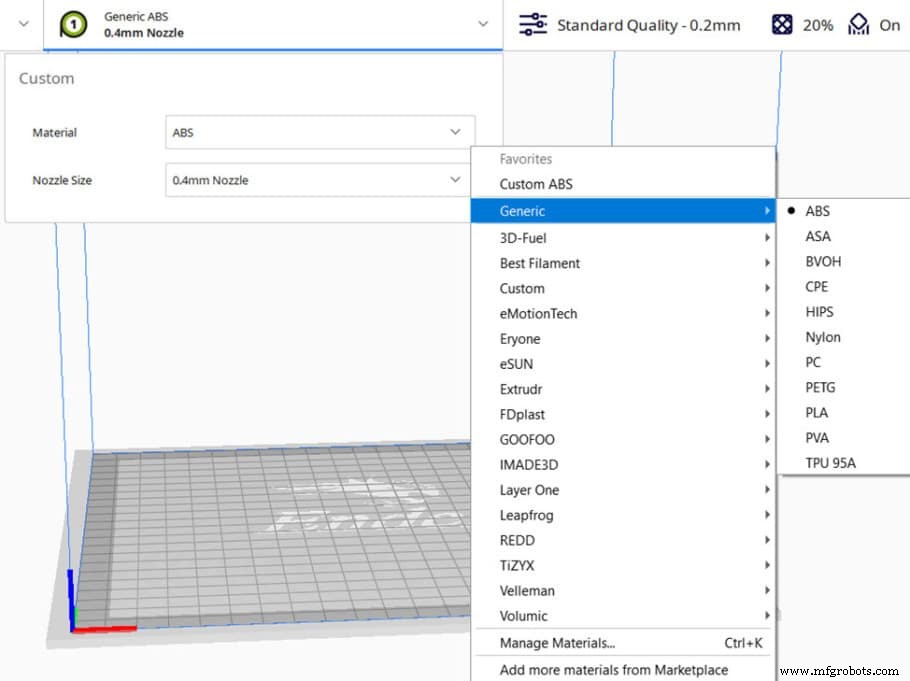
Aktifkan profil ABS default Cura (Gunakan sebagai titik awal)
Cura memiliki banyak profil untuk merek-merek terkenal yang ada di dalamnya, jadi merupakan ide yang cerdas untuk menggunakannya sebagai titik awal dan melakukan penyesuaian kecil dari sana. Jika merek tidak tercantum, Anda dapat memulai dengan profil ABS generik.
Tinggi Lapisan
Ketinggian lapisan sangat memengaruhi waktu, detail, dan kekuatan cetak. Waktu cetak berkurang dengan ketinggian lapisan yang lebih besar, tetapi detail dan kekuatan juga berkurang. Untuk kasus ABS, lebih baik memilih lapisan yang lebih tipis untuk menghindari delaminasi.
Sebuah studi menunjukkan bahwa rasio tinggi lapisan bawah terhadap ukuran nosel meningkatkan kekuatan karena meninggalkan lebih sedikit celah di antara lapisan. Jadi, rekomendasinya adalah mendapatkan nosel yang lebih besar jika Anda membutuhkan lapisan yang lebih besar. Anda juga dapat meniru nosel yang lebih besar dengan mengubah lebar ekstrusi, tetapi mungkin sebaiknya tidak melebihi 125-150% dari ukuran nosel Anda yang sebenarnya. (mis., 0,6 mm untuk nosel 0,4 mm.)
Untuk nosel 0,4 mm (atau lebar ekstrusi) lapisan 0,2 mm akan menjadi yang terbesar yang disarankan di ABS. Anda dapat melihat makalahnya di sini
Info lebih lanjut tentang topik ini di artikel kami ini.
Penyesuaian Halus
Cetak hanya mengubah tinggi lapisan sedikit dan periksa hasilnya sampai Anda menemukan tinggi lapisan yang sempurna untuk proyek spesifik Anda.
Tinggi Lapisan ABS Ideal:
- Untuk Detail: 25% dari ukuran nozzle atau lebar ekstrusi (0,1 mm untuk nozzle 0,4 mm)
- Ketinggian lapisan terbaik secara keseluruhan: 25% – 40% dari ukuran nozzle atau lebar ekstrusi (0,15 mm untuk nozzle 0,4 mm)
- Cetak Cepat/prototipe: 50% – 65% ukuran nozzle atau lebar ekstrusi (0,2 mm untuk nozzle 0,4 mm)
Suhu Pencetakan
Suhu Pencetakan ABS Ideal: 235 – 250 C
Suhu pencetakan sangat penting dalam ABS karena mengubah adhesi lapisan dan detail dengan cara yang berlawanan. Semakin tinggi suhu pencetakan, semakin tinggi daya rekat lapisan tetapi semakin rendah detailnya. Setelah suhu leleh tercapai, polimer cenderung menjadi kurang kental saat dinaikkan lebih lanjut sehingga detailnya tidak terlalu tajam.
ABS (dan ASA) mencetak pada suhu tinggi sehingga meskipun Anda dapat melakukannya tanpanya, hotend semua logam akan memungkinkan Anda mendapatkan hasil yang lebih baik.
Penyesuaian Halus
Penyetelan suhu dapat dilakukan dengan mencetak menara kalibrasi suhu dan mengubah suhu ekstrusi setelah jarak tertentu. Setelah pencetakan selesai, Anda akan dapat melihat dengan jelas kisaran di mana filamen Anda memiliki daya rekat dan detail lapisan terbaik.
Berikut adalah video yang bagus untuk membahas topik ini:
Suhu Tempat Tidur
Suhu Tempat Tidur ABS Ideal: 100ºC+.
Suhu tempat tidur adalah kunci saat mencetak dengan ABS. Tanpa tempat tidur berpemanas, hampir tidak mungkin untuk mencetak. Membuat ABS menempel dengan kuat ke tempat tidur akan memastikan Anda mendapatkan cetakan yang sukses.
Sebuah studi menunjukkan suhu tempat tidur sedikit lebih tinggi dari suhu transisi kaca filamen sangat meningkatkan adhesi. Lihat di sini
Polimer tidak seperti zat seperti air memiliki suhu karakteristik ekstra yang merupakan suhu transisi gelas. Ketika polimer dipanaskan di atas ambang batas itu, sifat fisiknya berubah dari rapuh dan keras menjadi ulet dan tangguh.
Suhu kaca ABS sekitar 110ºC jadi jika mesin Anda dapat mencapai suhu seperti itu, sangat disarankan untuk menyetelnya ke 110ºC atau lebih tinggi. Kaki gajah yang lebih menonjol diharapkan tetapi itu dapat dikompensasikan pada alat pengiris atau model itu sendiri menambahkan talang di bagian bawah.
Penyesuaian Halus
Suhu tempat tidur tidak perlu disetel dengan sangat tepat. Coba saja di atas 100ºC dan tingkatkan hingga pencetakan Anda berhasil.
Pendinginan Cetak
Dengan ABS Anda tidak boleh menggunakan pendingin untuk mencegah pemisahan lapisan dan lengkungan. Kipas pendingin bagian dapat digunakan pada beberapa kesempatan hingga 30% saat detail menjadi perhatian utama dan suhu sekitar tinggi. Tebakan pertama yang terbaik adalah mematikan bagian pendinginan sama sekali kecuali untuk menjembatani. Ketahuilah bahwa sementara kemampuan menjembatani ditingkatkan, peluang untuk delaminasi meningkat secara drastis.
Penyesuaian Halus
Menara dapat dicetak dengan cara yang sama seperti menara kalibrasi suhu tetapi hanya mengubah bagian pendinginan.
Setelan Pendingin ABS Ideal:
- Kecepatan kipas Lapisan Awal: mati
- Kecepatan kipas: mati
- Jenis Perekat Ranjang: Lembaran PEI atau kaca berlapis
- Lebar Penuh: Setidaknya 10 mm
Kecepatan Cetak
Karena ABS tidak cocok dengan pendinginan bagian, kecepatan harus dikurangi untuk memungkinkan plastik mengeras. Tergantung pada printer Anda dan ukuran komponen, tetapi titik awal yang baik adalah 20 – 30 mm/dtk untuk lapisan pertama dan 30 – 60 mm/dtk untuk lapisan lainnya.
Perimeter harus dijaga serendah mungkin dan kecepatan pengisian dapat ditingkatkan.
Penyesuaian Halus
Cetak bagian yang sama hanya dengan mengubah kecepatan pencetakan untuk melihat pengaruhnya terhadap penyiapan Anda.
Pengaturan Kecepatan ABS Ideal:
- Kecepatan Cetak: 30 – 50 mm/dtk
- Kecepatan cetak lapisan awal: 20 – 30 mm/dtk
- Kecepatan Isi: 40 – 60 mm/dtk
- Kecepatan Perjalanan: 60+ mm/s tergantung pada printer
Pencabutan
ABS bisa sangat ketat karena suhu yang terlibat tinggi dan tidak ada pendinginan yang digunakan, tetapi jika retraksi disetel dengan benar dan beberapa opsi lain diaktifkan, Anda akan bisa mendapatkan hasil yang mengesankan.
Tes merangkai dapat membantu menyetel retraksi. Untuk memulai dengan menggunakan jarak retraksi 3 mm jika Anda memiliki ekstruder penggerak langsung dan 6 mm jika Anda memiliki pengaturan Bowden. Kecepatan retraksi 25 mm/s di kedua pengaturan akan menjadi tebakan pertama yang bagus. Pengaturan stok Cura cenderung berfungsi dengan baik.
Apa itu Combing &pengaturan apa yang digunakan?
Menyisir mematikan retraksi dan memodifikasi gerakan perjalanan untuk melewati pengisi untuk menyimpan plastik apa pun yang keluar. Ini dapat membantu untuk mengaturnya ke “Dalam pengisian”
Penyesuaian Halus
Cetak berbagai tes merangkai dengan mengubah kecepatan atau jarak retraksi Anda sedikit setiap kali untuk menyempurnakan pengaturan ini.
Setelan Pencabutan ABS Ideal:
- Jarak Retraksi: 3 mm untuk direct atau 6 mm untuk bowden
- Kecepatan Retraksi: 25 mm/s
- Menyisir: AKTIF dan setel ke “Dalam Isi“
Perekat Tempat Tidur
Seperti disebutkan di bagian suhu unggun, adhesi sangat meningkat jika suhu diatur di atas suhu transisi gelas filamen.
Brims adalah batas tebal satu lapis yang meningkatkan kontak dengan tempat tidur. Menggunakannya dapat banyak membantu pada model yang tidak memiliki dasar yang baik untuk menempel di tempat tidur. Rok adalah hal yang sama tetapi tidak bersentuhan dengan model, itu hanya berfungsi sebagai pelapis nosel, sehingga tidak akan banyak membantu untuk adhesi lapisan.
Rakit bertindak dengan cara yang sama seperti pinggiran tetapi terdiri dari setidaknya dua atau tiga lapisan yang berada di bawah keseluruhan model. Ini juga dapat membantu mengimbangi ketidakrataan tempat tidur.
Lem tongkat, hairspray, dan selotip pelukis adalah sekutu saat melawan adhesi tempat tidur. Jika tidak ada yang berhasil, coba gunakan lem, perekat tempat tidur yang diformulasikan khusus, atau tempelkan selotip dengan rapi dan cobalah.
Setelan Perekat Tempat Tidur ABS Ideal:
- Suhu Tempat Tidur: 100+ºC
- Jenis Perekat Ranjang: Lembaran PEI atau kaca berlapis
- Lebar Penuh: Setidaknya 10 mm
- Produk yang membantu daya rekat: Lem Stick, Hairspray, selotip pelukis.
Apakah Anda memerlukan Enklosur untuk mencetak ABS?
Meskipun Anda dapat pergi tanpa penutup pada model kecil, memiliki penutup pasti akan membantu saat mencetak dengan ABS. Jika printer Anda memiliki ruang berpemanas, lebih baik lagi.
Ringkasan:Pengaturan/Profil Cura Ideal untuk pencetakan ABS
- Tinggi Lapisan: 25% – 40% dari ukuran nozzle atau lebar ekstrusi (0,15 mm untuk nozzle 0,4 mm)
- Suhu Pencetakan: 235 – 250 C
- Suhu Tempat Tidur: 100+ºC
- Jenis perekat tempat tidur: Lembaran PEI atau kaca berlapis
- Jarak Retraksi: 3 mm untuk direct atau 6 mm untuk bowden
- Kecepatan Retraksi: 25 mm/s
- Kecepatan Cetak: 30 – 50 mm/dtk
- Kecepatan Perjalanan: 60+ mm/s tergantung pada printer
- Lapisan Awal Kecepatan Kipas: mati
- Kecepatan Kipas sisa cetakan: mati (kecuali untuk menjembatani)


