Pemesinan Elektrokimia:Definisi, Bagian atau Konstruksi, Prinsip Kerja, Keuntungan, Kerugian, Aplikasi
Pada artikel ini, kita akan mempelajari Pengertian, Bagian atau Konstruksi, Prinsip Kerja, Kelebihan, Kekurangan, Aplikasi Pemesinan Elektrokimia secara detail.
Mari kita mulai dengan definisinya terlebih dahulu,
Definisi Pemesinan Elektrokimia:
Pemesinan Elektrokimia (ECM), yang dicirikan sebagai pemesinan non-tradisional, adalah proses pemesinan lanjutan, non-kontak, pelapisan terbalik (ECM menghilangkan material alih-alih menyimpannya). Dalam ECM, arus listrik tinggi dilewatkan antara pahat dan benda kerja melalui cairan konduktif. Arus tinggi dan cairan konduktif digunakan untuk mengionisasi dan menghilangkan atom logam dari benda kerja yang menghasilkan permukaan bebas duri.
Dalam proses pemesinan konvensional atau tradisional, material pahat harus lebih keras daripada material benda kerja. Tetapi fitur mencolok dari Pemesinan Elektrokimia yang tidak bergantung pada kekuatan, kekerasan, dan ketangguhan material benda kerja membuatnya cocok untuk pemesinan material konduktif apa pun dan juga pemesinan rongga kompleks pada material berkekuatan tinggi.
Proses elektrolisis adalah aktivitas paling mendasar dari ECM berdasarkan “hukum elektrolisis (pelapisan listrik) ” dirumuskan oleh Faraday pada tahun 1833.
Elektrolisis adalah fenomena kimia yang terjadi antara dua konduktor yang dicelupkan ke dalam larutan yang sesuai ketika arus listrik dilewatkan di antara keduanya.
Dalam konduktor padat, arus dibawa oleh elektron.
Dalam elektrolit, arus dibawa oleh atom atau sekelompok atom. Atom disebut ion ketika mereka memperoleh muatan positif atau negatif setelah kehilangan atau memperoleh elektron masing-masing. Ion positif (kation) ditarik oleh katoda, searah arus positif melalui elektrolit, dan ion negatif (anion) ditarik ke anoda.
Pengaturan elektroda dan elektrolit ini disebut sel elektrolitik.
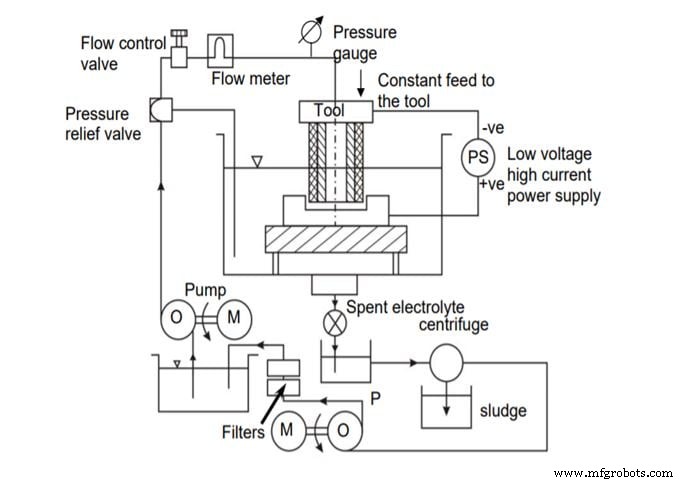
Bagian atau Konstruksi Mesin Elektrokimia:
Pemesinan Elektrokimia terdiri dari bagian-bagian utama berikut:
- Sumber daya
- Elektrolit
- Benda kerja
- Alat
- Unit Umpan
- Tank
- Meja penahan benda kerja
- Pengukur tekanan
- Pengukur aliran
- Katup kontrol aliran
- Katup pelepas tekanan
- Pompa
- Tangki penampungan
- Filter
- Penampung lumpur
- Sentrifugasi
- Ekstraktor asap
- Enklosur
Sumber daya:
Tegangan harus dijaga tetap rendah untuk menghindari korsleting karena celah antara pahat dan benda kerja rendah untuk ketepatan nada tinggi
Tingkat pemindahan material Kepadatan arus. Oleh karena itu, nilai arus tinggi digunakan untuk proses ECM.
Berikut ini adalah parameter catu daya untuk proses ECM:
- Sumber listrik adalah listrik di ECM
- Jenis:Arus searah
- Kapasitas saat ini:50 hingga 40.000 A
- Tegangan dijaga tetap kecil (untuk mencegah korsleting ) :2- 35 V
Elektrolit:
Elektrolit adalah cairan konduktif dan dipilih dalam paritas dengan elektroda. Beberapa kombinasi elektrolit-elektroda diberikan di bawah ini:
- Natrium klorida (NaCl) pada konsentrasi 20% digunakan untuk paduan besi.
- Natrium nitrat (NaNO3) digunakan untuk paduan besi.
- Asam klorida (HCl) digunakan untuk paduan Nikel.
Campuran natrium klorida (NaCl) dan asam sulfat (H2SO4) digunakan untuk paduan nikel.
Campuran 10% asam fluorida (HF), 10% asam klorida (HCl), 10% asam nitrat (HNO3) diterapkan untuk Titanium.
Natrium hidroksida (NaOH) adalah untuk tungsten carbide (WC).
Elektrolit harus memiliki sifat-sifat berikut:
- Konduktivitas tinggi
- Viskositas rendah
- Toksisitas dan korosif rendah
- Stabilitas kimia dan elektrokimia untuk tingkat penghilangan material yang lebih baik.
3 fungsi elektrolit adalah:
- Membawa arus antara pahat dan benda kerja
- Menghapus produk dari celah elektroda internal
- Menghilangkan panas yang dihasilkan karena aliran arus.
Parameter elektrolit dalam ECM adalah sebagai berikut:
- Suhu :20 °C – 50 °C
- Kecepatan aliran:20 liter/menit per arus 100 A
- Tekanan:0,5 hingga 20 bar
- Pengenceran:100 g/l hingga 500 g/l
Benda kerja:
Benda kerja adalah objek yang perlu dikerjakan dari mana material masuk ke dalam larutan. Benda kerja dijadikan anoda pada ECM. Tingkat pemindahan material atau pemesinan hanya bergantung pada berat atom dan valensi material kerja.
Benda kerja dapat berupa bahan penghantar listrik apa saja dan diisolasi dari sistem sehingga tidak ada kebocoran atau hubungan arus pendek.
Alat:
Alat ini digunakan untuk menghilangkan material dari benda kerja. Itu dibuat katoda dan terhubung ke terminal negatif catu daya. Alat ini dipilih dan diproduksi dengan mengingat properti berikut:
- Penghantar listrik yang baik.
- Cukup kaku untuk menahan beban dan tekanan fluida.
- Inert secara kimia terhadap elektrolit.
- Mudah dibentuk dan dapat dikerjakan sesuai bentuk yang diinginkan.
- Harus dibuat dengan sangat akurat
Rongga yang diperoleh pada benda kerja merupakan replika dari bentuk pahat. Oleh karena itu, keakuratan benda kerja setelah pemesinan secara langsung dipengaruhi oleh keakuratan bentuk pahat.
Tersedia bahan untuk pembuatan alat :Tembaga, Kuningan, Titanium, Tembaga-tungsten, Baja tahan karat, Aluminium, Grafit, Perunggu, Platinum, Tungsten Carbide.
Material dideposit pada tool dalam proses ECM. Namun, untuk keperluan industri pemesinan, pengendapan material tidak disarankan dan material dalam larutan diambil oleh larutan elektrolit.
Alat ini diisolasi dari sistem sehingga tidak ada kebocoran atau hubungan arus pendek.
Unit Umpan:
Motor servo digunakan untuk menyediakan umpan terkontrol ke pahat untuk pemindahan material dari benda kerja. Laju umpan 0,5 mm/mnt hingga 15 mm/mnt.
- Tank :Ini menahan elektrolit tempat alat dan benda kerja direndam.
- Meja penahan benda kerja :Meja penahan benda kerja menahan benda kerja dengan kuat.
- Pengukur tekanan :Ini menunjukkan tekanan saat elektrolit disuplai ke alat.
- Pengukur aliran :Ini menunjukkan laju aliran elektrolit ke area pemesinan.
- Katup kontrol aliran :Membantu mengontrol laju aliran elektrolit.
- Katup pelepas tekanan: Katup pelepas tekanan terbuka dan melewati elektrolit ke tangki jika tekanan naik di jalur suplai.
Pompa:
Pompa membantu dalam sirkulasi elektrolit. Laju pemompaan dan tekanan di mana elektrolit akan dipompa harus diputuskan sebelumnya tergantung pada aplikasi atau kebutuhan proses.
Oleh karena itu, pompa untuk memompa elektrolit harus ditentukan dengan tepat.
Tangki penampungan :Menyimpan elektrolit.
Filter:
Filter membantu menyaring kotoran yang ada dalam elektrolit yang dapat menyumbat jalur suplai.
Filter digunakan untuk mewujudkan ECM yang presisi dengan efektivitas biaya tinggi dengan menjaga kualitas elektrolit tetap konstan dan menghilangkan sisa ion beracun dari elektrolit untuk tujuan kesehatan dan pelestarian lingkungan.
Penampung lumpur :Menyimpan lumpur yang dihasilkan selama pemesinan.
Sentrifugasi :Sentrifugal adalah perangkat yang menggunakan gaya sentrifugal untuk memisahkan lumpur dari elektrolit.
Ekstraktor asap :Ekstraktor asap adalah perangkat yang menggunakan kipas dengan draf negatif untuk mengeluarkan asap dan debu dari enklosur.
Lampiran :Seluruh sistem ECM dimasukkan ke dalam selungkup sehingga asap beracun yang dihasilkan dalam proses pemesinan tidak mempengaruhi lingkungan dan operator.
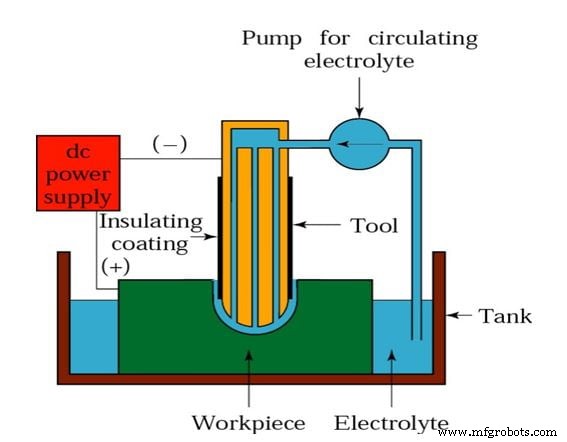
Prinsip Kerja Pemesinan Elektrokimia:
Mari kita ambil contoh pemesinan benda kerja besi. Benda kerja besi dirakit di meja penahan benda kerja.
Pahat didekatkan ke benda kerja. Kedua elektroda direndam dalam larutan elektrolit NaCl (larutan garam biasa).
Katoda (alat) dan anoda (benda kerja besi) masing-masing dihubungkan ke terminal negatif dan positif catu daya (biasanya sekitar 10 V).
Elektrolit dari tangki penampung terus dipompa, mengalir melalui lubang di pahat, ke celah antara pahat dan benda kerja dengan bantuan pompa sirkulasi.
Sistem umpan pahat memajukan pahat ke arah benda kerja.
Reaksi di anoda disebut reaksi anodik. Reaksi di katoda disebut reaksi katolik.
Reaksi dasar untuk elektrolit natrium klorida:
- Disosiasi natrium klorida:NaCl ————→ Na
+
+ Kl
–
- Pemisahan air:H2 O ————→ H
+
+ OH
–
Reaksi Katodik:Ion hidrogen mengambil elektron dari katoda (alat) untuk membentuk H2 bensin.
Hanya H2 gas berevolusi di katoda. Bentuk elektroda tetap tidak berubah selama proses elektrolisis, yang merupakan fitur paling signifikan dari proses ECM.
Reaksi Anodik:
- Besi keluar dari benda kerja (anoda) sebagai ion besi
- Fe ————→ Fe
++
+ 2e
–
- Reaksi dalam elektrolit natrium klorida
- Na
+
+ OH
–
————→ NaOH
- Fe
++
+ 2OH
–
————→ Fe(OH)2
- Fe
++
+ 2Cl
–
————→ Fe(Cl)2
Fe(OH)2 , Fe(Cl)2 diendapkan sebagai lumpur. Benda kerja akan dikerjakan secara bertahap untuk memberikan permukaan akhir yang sangat baik dan permukaan yang bebas tegangan karena proses pelarutan anodik yang terkontrol ini pada tingkat atom.
Tidak ada batasan atas geometri bentuk pahat. Awalnya, celah antara pahat dan benda kerja tidak rata. Setelah pemesinan, celahnya seragam (0,1 mm hingga 2 mm) di seluruh panjang benda kerja dan dipertahankan sedemikian rupa melalui tingkat kemajuan pahat atau benda kerja yang sesuai.
Lebar celah secara bertahap cenderung menuju nilai kondisi mapan dan dalam kondisi seperti itu, rongga yang diperoleh adalah replika dari bentuk pahat.
Lumpur dari tangki dikeluarkan dan dipisahkan dari elektrolit menggunakan centrifuge.
Elektrolit tersebut, setelah melalui proses filtrasi di filter, diangkut lagi ke tangki reservoir untuk dipompa untuk proses pemesinan.
Ini adalah cara kerja mesin elektrokimia. Sekarang kita akan mempelajari Keuntungan.
Keuntungan Pemesinan Elektrokimia:
Berikut keuntungan Pemesinan Elektrokimia adalah:
- Bagian kelengkungan yang kompleks dan cekung dapat diproduksi dengan mudah menggunakan alat cekung dan cembung.
- Geometri yang lebih kompleks dapat diproduksi menggunakan satu mesin CNC yang terhubung.
- Karena keausan pahat dapat diabaikan, pahat yang sama dapat digunakan untuk memproduksi komponen dalam jumlah tak terbatas.
- Karena tidak ada kontak langsung antara pahat dan material kerja, maka tidak ada gaya dan tegangan sisa.
- Permukaan akhir yang sangat baik dihasilkan tanpa kerusakan termal karena pelarutan tingkat atom
- Lebih sedikit panas yang dihasilkan.
Kerugian Pemesinan Elektrokimia:
Berikut kerugian Pemesinan Elektrokimia adalah:
- Elektrolit salin (asam) dapat menyebabkan korosi pada pahat, benda kerja, dan peralatan.
- Konsumsi energi spesifik yang tinggi.
- ECM hanya dapat mengerjakan material kerja yang konduktif secara elektrik.
- Tidak bisa digunakan untuk bahan yang lembut.
- Diperlukan lantai produksi yang besar.
- ECM menimbulkan masalah kesehatan dan lingkungan.
Aplikasi Pemesinan Elektrokimia:
Berikut Aplikasi Pemesinan Elektrokimia adalah:
- Pemesinan Elektrokimia digunakan untuk operasi penenggelaman Die dan pembuatan kontur lubang.
- Penggilingan, dengan menggabungkan dengan proses penggilingan (menggunakan roda gerinda abrasif bermuatan negatif) untuk menghilangkan material. Proses ini juga disebut sebagai penggilingan elektrokimia.
- Memotong rongga, mengebor lebih dalam, dan bahkan lubang berbentuk tidak beraturan pada struktur kompleks seperti bilah turbin mesin jet.
- Trepanning (dengan menggunakan elektroda pahat dengan rongga) dan mikro-pemesinan untuk membuat komponen mikro karena ECM memberikan permukaan akhir yang baik dan bebas tegangan yang memiliki aplikasi luas di Nanofabrication dan nanoteknologi.
- Membuat profil dan memproses profil kompleks seperti bilah turbin uap dalam batas tertutup.
Video Pemesinan Elektrokimia:


