Apa itu ekstrusi – penjelasan rinci | Pos Mekanik
Salam dari pos Mekanik ! Hari ini kita akan melihat Apa itu ekstrusi? proses, kelebihan dan keterbatasannya Jadi mari kita mulai dengan definisi ekstrusi .
Definisi ekstrusi
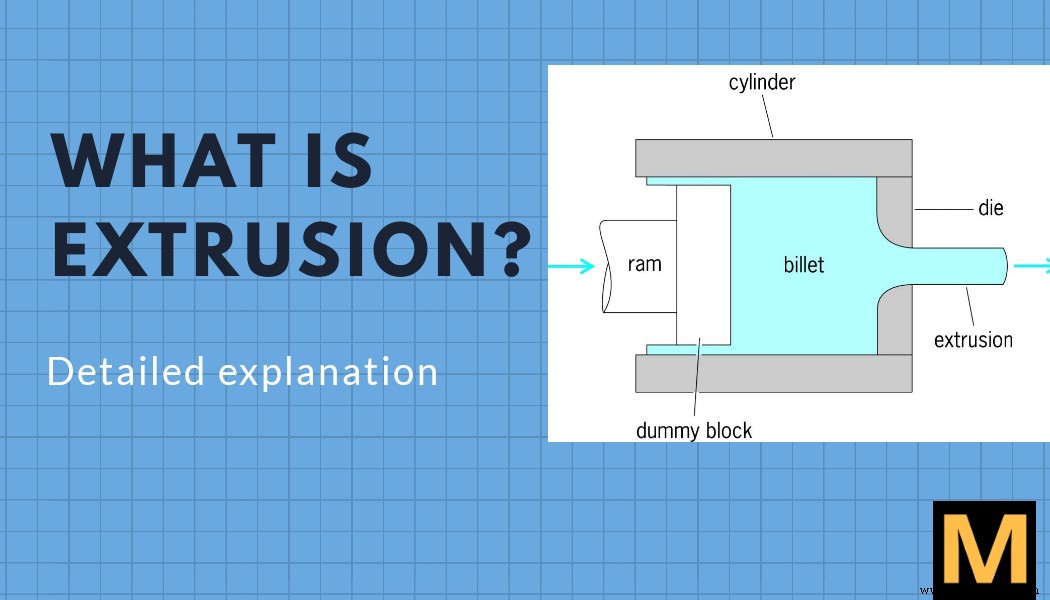
Ekstrusi dapat didefinisikan sebagai proses manufaktur di mana balok logam tertutup dalam wadah dan dipaksa untuk mengalir melalui lubang kecil dengan bentuk dan ukuran tertentu yang disebut die .
Istilah terkait ekstrusi yang harus Anda ketahui
Billet Sebuah billet adalah blok seragam dari bahan yang akan diekstrusi (misalnya ekstrusi aluminium ). Ukuran blok ini bervariasi tergantung pada mesin yang digunakan untuk ekstrusi. Blok-blok ini kemudian digunakan untuk mengeluarkan produk yang diinginkan.
 |
| gambar yang menunjukkan cetakan ekstrusi |
Mati
Dies ekstrusi adalah pelat baja melingkar atau disk dengan ketebalan yang cukup besar dan memiliki satu atau lebih bukaan untuk membuat profil yang diinginkan. Mereka terbuat dari baja mati H-13 dan diberi perlakuan panas karena harus tahan terhadap tekanan dan suhu tinggi yang disebabkan oleh memaksa billet panas melalui cetakan.
Ekstrusi ram
Ram adalah jenis piston atau plunger dan bermassa berat yang digunakan untuk mendorong billet melalui die dengan menerapkan sejumlah besar kekuatan. Contoh ram adalah jarum suntik dokter, karena dokter menerapkan kekuatan ke ram cairan di dalamnya dipaksa mengalir keluar.
Proses ekstrusi
Proses ekstrusi dimulai dengan pemanasan billet. Billet biasanya dipanaskan sampai suhu sedemikian rupa sehingga bahan menjadi mudah ditempa dan ulet.
Billet kemudian dimuat ke dalam wadah. Ketika ram memaksa logam untuk keluar melalui lubang die, logam mengalami deformasi plastis dan mengalami reduksi dan perpanjangan selama ekstrusi. Bagian produk akan tergantung pada bentuk bukaan cetakan. Proses ini dapat dianggap sebagai adaptasi dari penempaan mati tertutup, perbedaannya adalah bahwa dalam penempaan, badan utama logam adalah produk dan lampu kilat dipotong dan dibuang; dalam ekstrusi, flash ( logam mengalir keluar dari die) adalah produk dan slug yang tersisa di die tidak digunakan.
Ekstrusi lebih banyak digunakan dalam pembuatan bagian padat dan berongga dari logam non-ferrous dan paduannya (paduan aluminium, tembaga, kuningan dan perunggu dll.), tetapi baja dan paduan besi lainnya juga dapat berhasil diproses dengan pengembangan molten- pelumas kaca.
Bahan awal dalam ekstrusi adalah billet yang dicor atau digulung. Kisaran item yang diekstrusi sangat luas:batang berdiameter 3 hingga 25mm, pipa berdiameter 20 hingga 400mm dan ketebalan dinding 1mm ke atas, dan bentuk yang lebih rumit yang tidak dapat diperoleh dengan metode kerja mekanis lainnya. Selain logam
ekstrusi plastik juga bisa.
Anda mungkin juga ingin membaca
- Apa itu pengelasan GTAW atau TIG
- Apa itu baja dan jenisnya – klasifikasi terperinci
- Apa itu besi cor kelabu
- Otomasi industri dan jenisnya
Jenis ekstrusi:
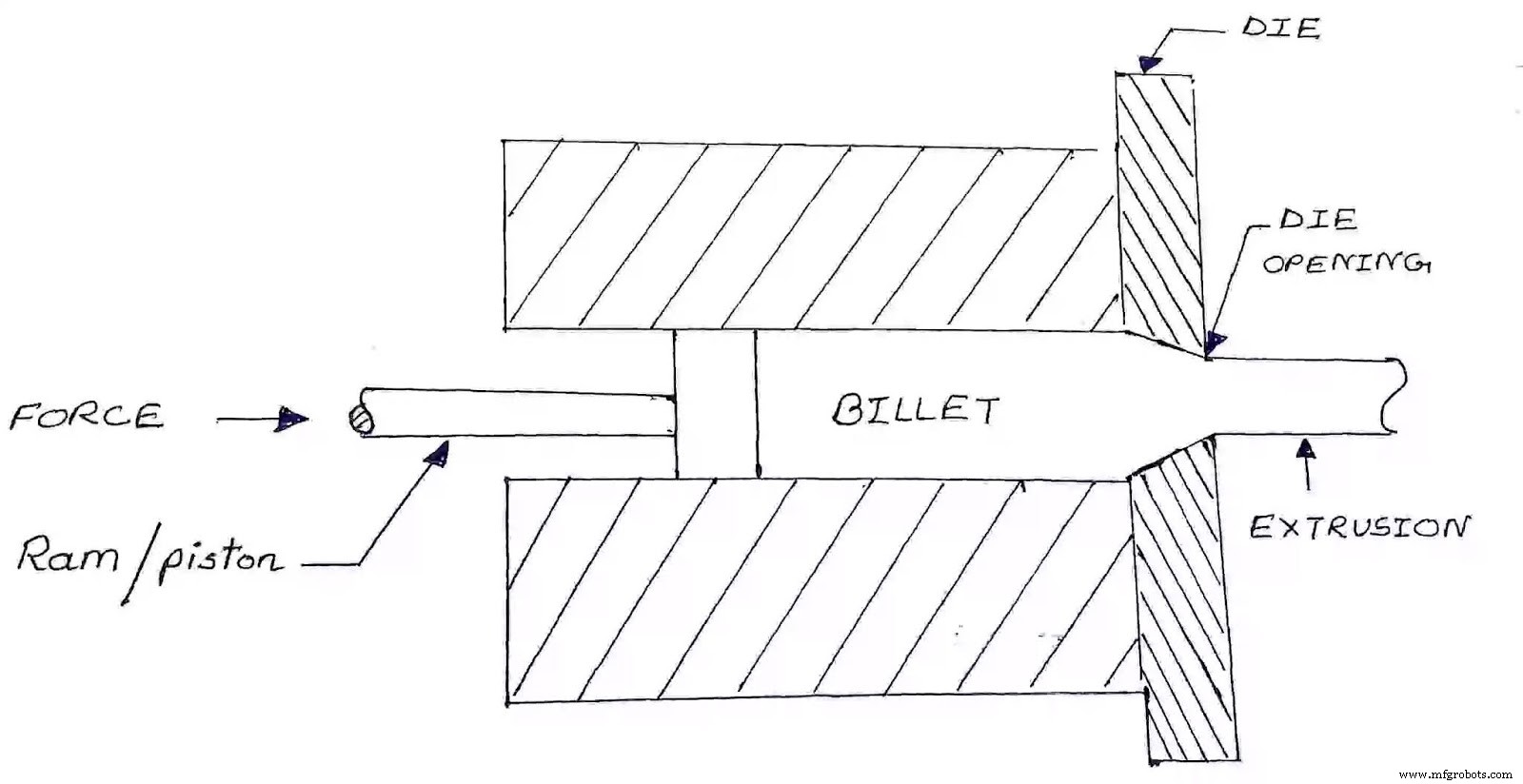
Ekstrusi langsung:
Billet yang dipanaskan ditempatkan dalam wadah. Itu didorong oleh ram ke arah dadu. Logam mengalami deformasi plastis, meluncur di sepanjang dinding wadah dan dipaksa mengalir melalui lubang cetakan. Pada akhir operasi ekstrusi, sepotong kecil logam yang disebut butt-end scrap, tetap berada di dalam wadah dan tidak dapat diekstrusi. Untuk mendapatkan bagian berongga, billet berongga sering digunakan di sekitar mandrel. Dalam beberapa kasus, billet padat dan ditusuk oleh mandrel atau lubang aksial yang dibor di dalamnya dengan menggunakan mesin bor sebelum siklus ekstrusi dimulai. Mandrel dapat diikat ke ram. Saat ram bergerak ke arah dadu, logam dipaksa keluar melalui celah annular dan dari tabung.
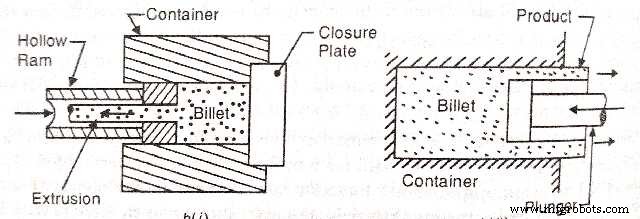
Ekstrusi tidak langsung:
Dalam proses ekstrusi tidak langsung, logam diekstrusi dalam arah yang berlawanan dengan gerakan ram. Untuk tujuan ini ram berongga digunakan (Seperti yang ditunjukkan di atas). Ram berlubang berisi cetakan dalam bentuk produk yang diinginkan. Untuk produksi suku cadang, cetakan dipasang di ujung ram berlubang sedangkan di ujung wadah ditutup. Saat ram bergerak, die memberikan tekanan pada billet dan logam yang berubah bentuk mengalir melalui lubang die yang berlawanan dengan gerakan ram dan produk diekstrusi melalui ram berongga.
Ekstrusi panas :
ekstrusi panas adalah proses di mana billet dipanaskan sebelum ekstrusi . Ekstrusi panas dilakukan di atas suhu rekristalisasi material, ini tidak hanya membantu material dari pengerasan kerja tetapi juga menjadi lebih mudah untuk mendorong material melalui die.
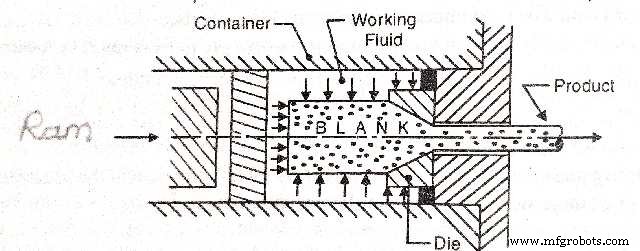
Sebagian besar proses ekstrusi panas dilakukan pada pengepres hidrolik horizontal yang berkisar antara 230 hingga 11.000 metrik ton (250 hingga 12.130 ton pendek). Tekanan berkisar antara 30 hingga 700 MPa (4.400 hingga 101.500 psi), sehingga proses ini memerlukan pelumasan seperti minyak atau grafit (untuk ekstrusi suhu rendah), atau bubuk kaca (untuk ekstrusi suhu tinggi). Proses ekstrusi panas
Ekstrusi dingin:
Berlawanan dengan proses ekstrusi panas, proses ekstrusi dingin bekerja pada suhu kamar. Ekstrusi dingin lebih menguntungkan daripada ekstrusi panas karena tidak menyebabkan oksidasi, memberikan kekuatan yang lebih tinggi karena pengerjaan dingin, dapat dikerjakan dengan toleransi yang lebih dekat, penyelesaian permukaan yang lebih baik, dan kecepatan ekstrusi yang cepat.
Bahan yang biasanya diekstrusi dingin termasuk:
- memimpin,
- timah,
- aluminium,
- tembaga,
- zirkonium,
- titanium,
- molibdenum,
- berilium,
- vanadium,
- niobium, dan baja.
Contoh produk yang dihasilkan dari proses ini adalah:tabung yang dapat dilipat, kotak pemadam kebakaran, silinder peredam kejut, dan gear blank.
Proses ini mirip dengan ekstrusi panas kecuali bahwa logam yang dikerjakan memiliki plastisitas yang diperlukan untuk pembentukan yang berhasil tanpa memanaskannya. Biasanya, logam ini memiliki tingkat keuletan yang tinggi. Ekstrusi dingin juga dilakukan untuk meningkatkan sifat fisik logam dan menghasilkan bagian jadi.
Keuntungan ekstrusi:
- Rentang item yang diekstrusi sangat luas. Bentuk penampang yang tidak mungkin dengan penggulungan dapat diekstrusi, seperti yang memiliki bagian re-entrant.
- Tidak ada waktu yang terbuang saat mengubah bentuk karena cetakan dapat dengan mudah dilepas dan diganti.
- Akurasi dimensi bagian yang diekstrusi umumnya lebih unggul daripada bagian yang digulung.
- Otomasi dalam ekstrusi lebih sederhana karena item diproduksi dalam sekali jalan.
- Ekstrusi lebih ringan, lebih bersuara, dan lebih kuat daripada yang dicor.
- Ekstrusi lebih akurat daripada pengecoran dan membutuhkan lebih sedikit proses penyelesaian pasca-ekstrusi.
Batasan proses ekstrusi:
- Limbah proses di ekstrusi lebih tinggi dari pada rolling, dimana hanya 1 sampai 3%.
- Biaya perkakas yang relatif tinggi, dibuat dari baja paduan yang mahal.
- Dalam produktivitas, ekstrusi jauh lebih rendah daripada penggulungan, terutama untuk varietas kontinunya.
- Biaya ekstrusi umumnya lebih besar dibandingkan dengan teknik lain.
- Masa pakai perkakas ekstrusi lebih pendek karena tegangan kontak dan tingkat slip yang tinggi.
- Hanya bentuk dengan penampang konstan yang dapat diproduksi.
Jika Anda menyukai posting ini, beri tahu kami di komentar dan bagikan dengan teman dan keluarga dengan tautan sosial yang diberikan di bawah ini. Juga beri tahu saya tentang topik apa yang ingin Anda baca selanjutnya
Pertimbangkan juga untuk berlangganan dengan mengklik tombol berlangganan dan jangan pernah melewatkan kiriman dari kami!


