20 Unit 3:Gerakan Mesin Pusat Penggilingan Vertikal
TUJUAN
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Pahami Gerakan Mesin Pusat Penggilingan Vertikal.
- Pahami Posisi Rumah Mesin.
- Pahami Koordinat Mesin CNC.
- Memahami Sistem Koordinat Kerja.
- Pahami Offset Mesin dan Alat.
- Tetapkan Offset Panjang Alat untuk setiap alat.
Gerakan Mesin VMC
Mesin CNC menggunakan sistem koordinat Kartesius 3D. Gambar 10. menunjukkan Pusat Penggilingan Vertikal (VMC) yang khas. Bagian yang akan dikerjakan diikat ke meja mesin. Tabel ini bergerak di XY-Plane. Saat operator menghadap mesin, Sumbu X menggerakkan meja ke kiri-kanan. Sumbu Y menggerakkan meja maju-mundur. Kolom mesin mencengkeram dan memutar pahat. Kolom mengontrol sumbu Z dan bergerak naik-turun.
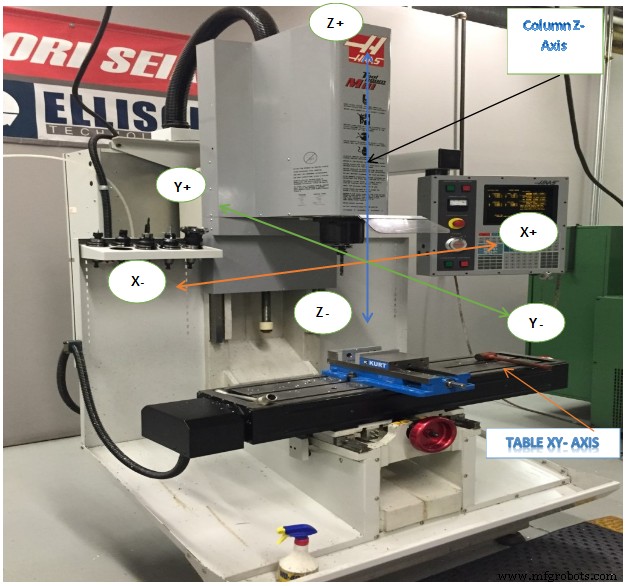
Gambar 1. Gerakan Mesin VMC
Koordinat Mesin CNC
Sistem Koordinat Mesin CNC diilustrasikan pada Gambar 11. Titik kontrol untuk Sistem Koordinat Mesin didefinisikan sebagai permukaan tengah spindel mesin. Titik Asal untuk sistem koordinat mesin disebut Machine Home. Ini adalah posisi muka tengah spindel mesin saat sumbu Z ditarik sepenuhnya dan meja dipindahkan ke batasnya di dekat sudut kiri belakang.
Gambar 2. Sistem Koordinat Mesin VMC (Di Posisi Awal )
Seperti yang ditunjukkan pada Gambar 12, ketika bekerja dengan CNC, selalu pikirkan, kerjakan, dan tulis program CNC dalam hal gerakan pahat, bukan gerakan meja. Misalnya, meningkatkan nilai koordinat +X memindahkan alat ke kanan dalam kaitannya dengan tabel (meskipun tabel sebenarnya bergerak ke kiri). Demikian juga, peningkatan nilai koordinat +Y akan memindahkan pahat ke bagian belakang mesin (meja bergerak ke arah operator). Meningkatkan perintah +Z akan memindahkan alat ke atas (menjauh dari tabel).
Tentang Posisi Rumah Mesin
Ketika mesin CNC pertama kali dihidupkan, tidak tahu di mana posisi sumbu di ruang kerja. Posisi awal ditemukan dengan urutan Power On Restart yang dimulai oleh operator dengan menekan tombol pada kontrol mesin setelah menyalakan kontrol power.
Urutan Power On Restart hanya mendorong ketiga sumbu secara perlahan menuju batas ekstrimnya (-X, +Y, +Z). Saat setiap sumbu mencapai batas mekanisnya, sakelar mikro diaktifkan. Ini memberi sinyal ke kontrol bahwa posisi awal untuk sumbu itu tercapai. Setelah ketiga sumbu berhenti bergerak, mesin dikatakan "berrumah". Koordinat mesin selanjutnya terkait dengan posisi awal ini.
Sistem Koordinat Kerja
Jelas akan sulit untuk menulis program CNC dalam kaitannya dengan Koordinat Mesin. Posisi rumah jauh dari meja, sehingga nilai dalam program CNC akan besar dan tidak mudah dikenali terkait dengan model bagian. Untuk mempermudah pemrograman dan penyetelan CNC, Sistem Koordinasi Kerja (Work Coordinate System/WCS) dibuat untuk setiap program CNC.
WCS adalah titik yang dipilih oleh programmer CNC pada bagian, stok atau perlengkapan. Sementara WCS bisa sama dengan asal bagian di CAD, itu tidak harus. Meskipun dapat ditempatkan di mana saja dalam amplop mesin, pemilihannya memerlukan pertimbangan yang cermat.
- Lokasi WCS harus dapat ditemukan dengan cara mekanis seperti pencari tepi, indikator koaksial, atau probe bagian.
- Ini harus ditempatkan dengan presisi tinggi:biasanya plus atau minus 0,001 inci atau kurang.
- Harus dapat diulang:suku cadang harus ditempatkan pada posisi yang sama setiap saat.
- Ini harus mempertimbangkan bagaimana bagian akan diputar dan dipindahkan saat sisi yang berbeda dari bagian tersebut dikerjakan.
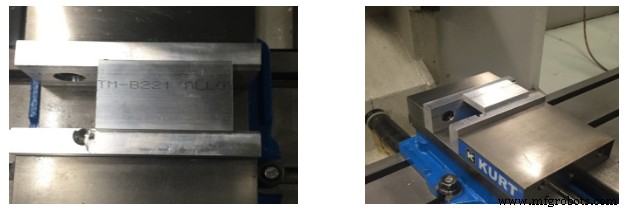
Misalnya, Gambar 13 menunjukkan bagian yang terjepit di catok. Dimensi luar bagian telah digiling sesuai ukuran pada mesin manual sebelum disetel pada mesin CNC.
CNC digunakan untuk membuat lubang, kantong, dan slot pada bagian ini. WCS terletak di sudut kiri atas blok. Pojok ini mudah ditemukan menggunakan Edge Finder atau Probe.
Tampilan Atas 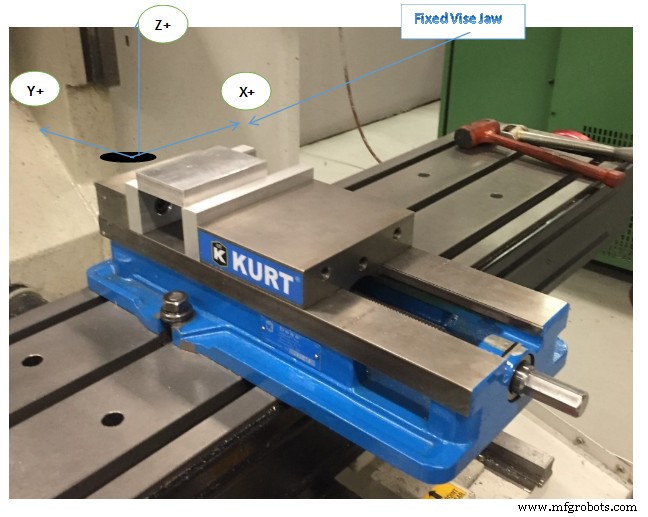
Gambar 3. Sistem Koordinat Kerja (WCS)
Offset Mesin dan Alat
Offset Mesin:
Karena sulit untuk menempatkan ragum pada posisi yang sama persis pada mesin setiap kali, jarak dari Rumah ke WCS biasanya tidak diketahui sampai ragum disetel dan disejajarkan dengan mesin. Pengaturan mesin paling baik dilakukan setelah program selesai ditulis, karena mahal untuk membuat mesin CNC tetap diam menunggu pemrograman CNC selesai. Selain itu, pemrogram dapat berubah pikiran selama proses CAM, membuat pengaturan yang telah direncanakan menjadi usang.
Untuk memperumit masalah lebih lanjut, alat yang berbeda memanjang dari poros mesin dengan panjang yang berbeda, juga nilai yang sulit ditentukan sebelumnya. Misalnya, long end mill memanjang lebih jauh dari permukaan spindel daripada bor panjang rintisan. Jika pahat aus atau rusak dan harus diganti, hampir tidak mungkin untuk mengatur panjang yang tepat dari dudukan pahat setiap kali.
Oleh karena itu, harus ada beberapa cara untuk menghubungkan sistem Koordinat Mesin ke bagian WCS dan memperhitungkan panjang pahat yang bervariasi. Ini dilakukan dengan menggunakan machineTool dan Fixture Offsets. Ada banyak offset yang tersedia pada mesin CNC. Memahami cara kerjanya dan menggunakannya bersama-sama dengan benar sangat penting untuk keberhasilan pemesinan CNC.
Bagian Offset XY:
Fixture offset menyediakan cara bagi kontrol CNC untuk mengetahui jarak dari posisi rumah mesin dan bagian WCS. Dalam hubungannya dengan Tool Offsets, Fixture Offsets memungkinkan program untuk ditulis dalam kaitannya dengan WCS, bukan Koordinat Mesin. Mereka membuat penyetelan lebih mudah karena lokasi yang tepat dari bagian dalam mesin envelop tidak perlu diketahui sebelum program CNC ditulis.
Selama bagian tersebut diposisikan di mana pahat dapat mencapai semua operasi pemesinan, bagian itu dapat ditempatkan di mana saja di dalam amplop mesin. Setelah nilai Fixture Offset ditemukan, dimasukkan ke dalam kontrol, dan diaktifkan oleh program CNC, kontrol CNC bekerja di belakang layar untuk menerjemahkan koordinat program ke koordinat WCS.
Perhatikan pada Gambar 14 bagaimana Offset Bagian (+X, -Y) digunakan untuk menggeser garis tengah spindel mesin langsung di atas WCS.
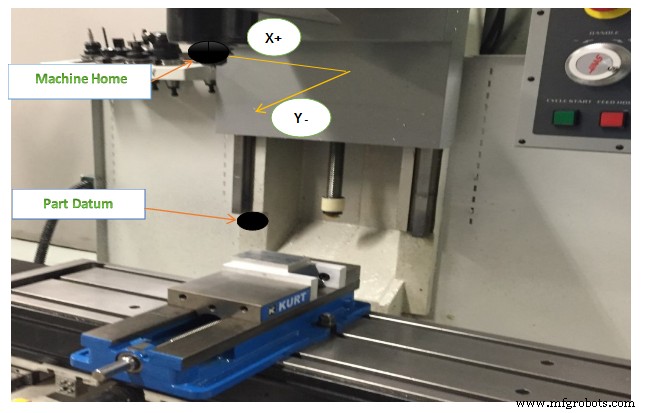
Gambar 4:Bagian Offset Menggeser Mesin ke WCS
Bagian Offset Z
Nilai Part Offset Z digabungkan dengan offset Panjang Pahat untuk menunjukkan kepada mesin cara menggeser datum-Z dari bagian rumah ke bagian Z-nol, dengan mempertimbangkan panjang pahat. Fixture Offset Z dapat digunakan atau tidak, tergantung pada bagaimana mesin diatur dan dioperasikan.
Oset Panjang Alat (TLO)
Setiap alat yang dimuat ke dalam mesin memiliki panjang yang berbeda. Bahkan, jika suatu alat diganti karena aus atau patah, lama penggantiannya kemungkinan akan berubah karena hampir tidak mungkin memasang alat baru pada dudukannya di tempat yang sama persis dengan yang lama. Mesin CNC memerlukan beberapa cara untuk mengetahui seberapa jauh setiap pahat memanjang dari poros ke ujung. Ini dilakukan dengan menggunakan aTool Length Offset (TLO).
Dalam penggunaannya yang paling sederhana, TLO ditemukan dengan menggerakkan spindel dengan pahat dari posisi Z rumah mesin ke posisi bagian Z-nol, seperti yang ditunjukkan di paling kiri pada Gambar 17 di bawah. Alat di-jogging ke bagian datum Z dan jarak yang ditempuh diukur. Nilai ini dimasukkan dalam register TLO untuk alat tersebut. Masalah dengan metode ini termasuk kebutuhan untuk menghadapi bagian penggilingan ke kedalaman yang benar sebelum mengatur alat. Juga, jika Z-datum terpotong (khas bagian permukaan 3D) tidak mungkin untuk mengatur datum jika alat rusak atau aus dan perlu diganti. Semua alat harus diatur ulang setiap kali pekerjaan baru disiapkan. Saat metode ini digunakan, Fixture Offset Z tidak digunakan, tetapi disetel ke nol.
Metode yang ditunjukkan di tengah jauh lebih baik dan digunakan dalam buku ini. Semua alat diatur ke posisi Z yang diketahui, seperti bagian atas blok 1-2-3 presisi yang diletakkan di atas meja mesin. Ini membuatnya sangat mudah untuk menyetel ulang alat jika aus atau rusak.
Probe pahat sangat mirip dengan metode blok 1-2-3, kecuali mesin menggunakan siklus khusus untuk menemukan TLO secara otomatis. Ini dilakukan dengan perlahan menurunkan alat sampai ujungnya menyentuh probe dan kemudian memperbarui register TLO. Metode ini cepat, aman dan akurat tetapi membutuhkan mesin yang dilengkapi dengan alat probe. Selain itu, alat probe mahal sehingga harus berhati-hati agar alat tidak menabrak probe.
Kedua metode ke-2 dan ke-3 juga memerlukan jarak dari posisi pengaturan pahat (bagian atas blok 1-2-3 atau probe pahat) ke bagian datum yang dapat ditemukan dan dimasukkan dalam Fixture Offset Z. Mesin menambahkan keduanya nilai bersama-sama untuk menentukan total offset panjang pahat. Metode untuk melakukan ini disertakan.
3-Cara Menyetel Offset Panjang Alat
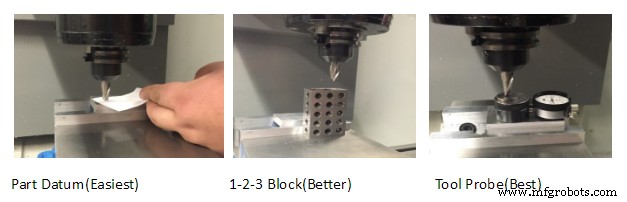
Gambar 5. Cara menyetel TLO
UJI UNIT
1. Jelaskan posisi awal Mesin.
2. Pada Vertical Milling Center(VMC) sumbu X menggerakkan meja ke arah mana.
3. Pada Vertical Milling Center(VMC) sumbu Y menggerakkan meja ke arah mana.
4. Pada Vertical Milling Center(VMC) sumbu Z menggerakkan meja ke arah mana.
5. Sebutkan 3 cara untuk menyetel offset panjang Alat.


