21 Unit 4:Bahasa dan Struktur CNC
TUJUAN
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Identifikasi petunjuk daftar program.
- Pahami Format Program
- Jelaskan Kode Perintah Alamat Surat
- Jelaskan Definisi Kode Karakter Khusus.
- Pahami Kode G &M.
Program CNC mencantumkan instruksi yang harus dilakukan sesuai urutan penulisannya. Mereka membaca seperti buku, kiri ke kanan dan atas-bawah. Setiap kalimat dalam program CNC ditulis pada baris terpisah, yang disebut aBlock. Blok disusun dalam urutan tertentu yang meningkatkan keamanan, prediktabilitas, dan keterbacaan, sehingga penting untuk mematuhi struktur program standar.
Blok disusun dalam urutan berikut:
- Program Mulai
- Memuat Alat
- Spindle On
- Pendingin Aktif
- Cepat ke posisi di atas bagian
- Operasi pemesinan
- Pendingin Mati
- Spindle Off
- Pindah ke posisi aman
- Akhiri program
Langkah-langkah yang tercantum di atas merupakan jenis program CNC yang paling sederhana, di mana hanya satu alat yang digunakan dan satu operasi yang dilakukan. Program yang menggunakan beberapa alat mengulangi langkah dua hingga sembilan untuk masing-masing.
Tabel 3 dan Tabel 4 di bagianKode G &M tunjukkan kode G dan M paling umum yang harus diingat jika memungkinkan.
Seperti bahasa apa pun, bahasa kode-G memiliki aturan. Misalnya, beberapa kode adalah modal, artinya tidak harus diulang jika tidak berubah antar blok. Beberapa kode memiliki arti yang berbeda tergantung pada bagaimana dan di mana kode tersebut digunakan.
Sementara aturan-aturan ini tercakup dalam bab ini, jangan menyibukkan diri dengan mempelajari setiap nuansa bahasa. Ini adalah tugas perangkat lunak CAD/CAMPost Processor untuk memformat dan menulis program CNC dengan benar.
Format Program
Program pada Tabel 1:di bawah ini membuat kontur persegi dan mengebor sebuah lubang.
|
Blokir |
Deskripsi |
Tujuan |
|
%
O1234
(T1 0,25 AKHIR JUMLAH)
G17 G20 G40 G49 G80 G90 |
Memulai program.
Nomor program (Nama Program).
Deskripsi alat untuk operator.
Blok pengaman untuk memastikan alat berat dalam mode aman. |
Mulai Program |
|
T1 M6
S9200 M3 |
Muat Alat #1.
Kecepatan Spindle 9200 RPM, Pada CW. |
Ubah Alat |
|
G54
M8
G00 X-0,025 Y-0,275
G43 Z1.H1
Z0.1
G01 Z-0.1 F18. |
Gunakan Fixture Offset #1.
Pendingin Aktif.
Bagian atas cepat.
Pesawat cepat ke pesawat yang aman, gunakan Tool Length Offset #1.
Cepat untuk memberi makan pesawat.
Perpindahan garis ke kedalaman pemotongan pada 18 IPM. |
Pindah ke Posisi |
|
G41 Y0.1 D1 F36.
Y2.025
X2.025
Y-0,025
X-0,025
G40 X-0.4
G00 Z1. |
CDC Kiri, Pimpin dalam antrean, Dia. Offset #1, 36 IPM.
Perpindahan garis.
Perpindahan garis.
Perpindahan garis.
Perpindahan garis.
Nonaktifkan CDC dengan langkah awal.
Pesawat cepat ke pesawat yang aman. |
Kontur Mesin |
|
M5
M9
(BOR T2 0,25)
T2 M6
S3820 M3 |
Putar Mati.
Pendingin Mati.
Deskripsi alat untuk operator.
Muat Alat #2.
Kecepatan Spindle 3820 RPM, Pada CW. |
Ubah Alat |
|
M8
X1. Y1.
G43 Z1.H2
Z0.25 |
Pendingin Aktif.
Cepat di atas lubang.
Pesawat cepat ke pesawat yang aman, gunakan Tool Length Offset 2.
Cepat untuk memberi makan pesawat. |
Pindah ke Posisi |
|
G98 G81 Z-0.325 R0.1 F12.
G80
Z1. |
Siklus lubang bor (kalengan), Kedalaman Z-.325, F12.
Batalkan siklus pengeboran.
Pesawat cepat ke pesawat yang aman. |
Lubang Bor |
|
M5
M9
G91 G28 Z0
G91 G28 X0 Y0
G90
M30
% |
Putar Mati.
Pendingin Mati.
Kembali ke posisi awal mesin di Z.
Kembali ke posisi Home mesin di XY.
Setel ulang ke mode pemosisian absolut (untuk keamanan).
Setel ulang program ke awal.
Akhiri Program. |
Akhiri Program |
Kode Perintah Alamat Surat
Blok perintah mengontrol alat mesin melalui penggunaan perintah alamat surat. Beberapa digunakan lebih dari sekali, dan artinya berubah berdasarkan kode G yang muncul di blok yang sama.
Kode adalah modal, yang berarti tetap berlaku sampai dibatalkan atau diubah, atau non-modal, yang berarti hanya efektif di blok saat ini. Seperti yang Anda lihat, banyak alamat surat dipilih secara logis (T untuk pahat, S untuk spindel, F untuk laju umpan, dll.).
Tabel di bawah mencantumkan kode Perintah Alamat Surat yang paling umum.
Tabel 2:Kode Perintah Alamat Surat
|
Variabel |
Deskripsi |
Definisi |
|
A |
Posisi absolut atau inkremental dari Sumbu (sumbu rotasi di sekitar sumbu X) |
A,B,C – Gerak Putar Sumbu ke-4/5
Rotasi terhadap sumbu X, Y, atau Z masing-masing. Sudut dalam derajat dan presisi hingga tiga tempat desimal.
G01 A45.325B90. |
|
B |
Posisi absolut atau inkremental dari sumbu B (sumbu rotasi di sekitar sumbu Y) |
Sama seperti A |
|
C |
Posisi absolut atau inkremental dari sumbu C (sumbu rotasi di sekitar sumbu Z) |
Sama seperti B |
|
D |
Menentukan diameter atau offset radial yang digunakan untuk kompensasi pemotong |
Digunakan untuk mengkompensasi keausan dan defleksi diameter pahat. D disertai dengan bilangan bulat yang sama dengan nomor pahat (T5 menggunakan D5, dll). Tidak ada titik desimal yang digunakan. Itu selalu digunakan dalam hubungannya dengan G41 atau G42 dan gerakan XY (tidak pernah busur). Saat dipanggil, kontrol membaca register dan mengimbangi jalur pahat kiri (G41) atau kanan (G42) dengan nilai dalam register.
G01 G41 X2.D1 |
|
E |
Tingkat umpan presisi untuk threading pada mesin bubut |
|
|
F |
Menentukan tingkat umpan |
Menyetel laju umpan saat jalur pemesinan, busur, atau siklus pengeboran. Laju umpan dapat dalam Inci per Menit (mode G94) atau Waktu Terbalik (mode G93). Tingkat umpan dapat mencapai akurasi hingga tiga tempat desimal (untuk siklus ketuk) dan memerlukan titik desimal.
G01 X2.Y0. F30. |
|
G |
Alamat untuk perintah persiapan |
Perintah G sering memberi tahu kontrol jenis gerakan apa yang diinginkan (misalnya, penentuan posisi cepat, umpan linier, umpan melingkar, siklus tetap) atau nilai offset apa yang digunakan.
G02 X2.Y2.I.50J0. |
|
H |
Mendefinisikan offset panjang pahat;
Sumbu tambahan yang sesuai dengan sumbu C (mis., pada turn-mill) |
Kode ini memanggil register tool length offset (TLO) pada kontrol. Kontrol menggabungkan nilai TLO dan Fixture Offset Z untuk mengetahui letak pahat dalam kaitannya dengan bagian datum. Itu selalu disertai dengan bilangan bulat (H1, H2, dll), koordinat G43, dan Z.
G43 H1 Z2. |
|
saya |
Mendefinisikan ukuran busur dalam sumbu X untuk perintah busur G02 atau G03.
Juga digunakan sebagai parameter dalam beberapa siklus tetap. |
Untuk gerakan busur (G2/G3), ini adalah jarak X tambahan dari titik awal busur ke pusat busur. Siklus bor tertentu juga menggunakan I sebagai parameter opsional.
G02 X.5 Y2.500I0.J0.250
|
|
J |
Mendefinisikan ukuran busur pada sumbu Y untuk perintah busur G02 atau G03.
Juga digunakan sebagai parameter dalam beberapa siklus tetap. |
Untuk gerakan busur (G2/G3), ini adalah jarak Y tambahan dari titik awal busur ke pusat busur. Siklus bor tertentu juga menggunakan J sebagai parameter opsional.
G02 X.5 Y2.500 I0.J0.250
|
|
K |
Mendefinisikan ukuran busur dalam sumbu Z untuk perintah busur G02 atau G03.
Juga digunakan sebagai parameter dalam beberapa siklus tetap, sama dengan alamat L. |
Untuk anarcmove (G2/G3) ini adalah jarak Z tambahan dari titik awal busur ke pusat busur. Dalam bidang G17, ini adalah jarak Z tambahan untuk gerakan heliks. Siklus bor tertentu juga menggunakan J sebagai parameter opsional.
G18 G03 X.3 Z2.500 I0.K0.250
|
|
L |
Jumlah putaran siklus tetap;
Spesifikasi register apa yang akan diedit menggunakan G10 |
Jumlah loop siklus tetap:Mendefinisikan jumlah pengulangan ("loop") dari siklus tetap pada setiap posisi. Diasumsikan menjadi 1 kecuali diprogram dengan bilangan bulat lain. Kadang-kadang alamat K digunakan sebagai ganti L. Dengan penentuan posisi tambahan (G91), serangkaian lubang dengan jarak yang sama dapat diprogram sebagai loop daripada sebagai posisi individual.G10gunakan:Spesifikasi register apa yang akan diedit (offset kerja, offset radius pahat, offset panjang pahat, dll.). |
|
M |
Fungsi lain-lain |
Selalu disertai dengan bilangan bulat yang menentukan artinya. Hanya satu kode-M yang diperbolehkan dalam setiap blok kode. Definisi kode-M yang diperluas muncul kemudian di bab ini.
M08 |
|
T |
Nomor baris (blok) dalam program;
Nomor parameter sistem akan diubah menggunakan G10 |
Nomor blok dapat membuat program CNC lebih mudah dibaca. Mereka jarang diperlukan untuk program yang dihasilkan CAD/CAM tanpa subprogram. Karena menggunakan memori kontrol, sebagian besar program 3D tidak menggunakan nomor blok. Nomor blok adalah bilangan bulat hingga lima karakter tanpa titik desimal. Mereka tidak dapat muncul sebelum karakter awal/akhir kaset (%) dan biasanya tidak muncul sebelum blok komentar saja.
N100 T02 M06 |
|
O |
Nama program |
Program disimpan pada kontrol dengan nomor programnya. Ini adalah bilangan bulat yang diawali dengan huruf O dan tidak memiliki tempat desimal.
O1234 (Latihan 1)
|
|
P |
Berfungsi sebagai alamat parameter untuk berbagai kode G dan M |
Diam (delay) dalam hitungan detik.Disertai dengan G4 kecuali digunakan dalam siklus pengeboran tertentu.
G4 P.1
|
|
T |
Peck kenaikan dalam siklus kalengan |
Jarak umpan inkremental per lintasan dalam siklus bor peck.
G83 X2.000 Y2.000 Z-.625 F20.R.2 Q.2 P9.
|
|
R |
Menentukan ukuran radius busur atau menentukan ketinggian retraksi dalam siklus kalengan |
Busur dapat didefinisikan menggunakan jari-jari busur R atau I,J,Kvektor. IJK lebih dapat diandalkan daripada R sehingga disarankan untuk menggunakannya. Ris juga digunakan oleh siklus bor sebagai nilai kembali bidang Z.
G83 Z-.625 F20.R.2 Q.2 P9.
|
|
S |
Menentukan kecepatan, baik kecepatan spindel atau kecepatan permukaan tergantung pada mode |
Kecepatan spindel dalam putaran per menit (RPM). Ini adalah nilai integer tanpa desimal, dan selalu digunakan bersama dengan M03 (Spindle pada CW) atau M04 (Spindle pada CCW).
S2500M03
|
|
T |
Pemilihan alat |
Memilih alat. Ini adalah nilai integer yang selalu disertai dengan M6 (kode perubahan alat).
T01 M06 |
|
U |
Sumbu tambahan yang sesuai dengan sumbu X (biasanya hanya kontrol kelompok A mesin bubut)
Juga menentukan waktu diam pada beberapa mesin. |
Dalam kontrol ini, X dan U meniadakan G90 dan G91, masing-masing. Pada mesin bubut ini, G90 merupakan alamat siklus tetap untuk pengasaran. |
|
V |
Sumbu tambahan yang sesuai dengan sumbu Y |
Sampai tahun 2000-an, alamat V sangat jarang digunakan, karena kebanyakan mesin bubut yang menggunakan U dan W tidak memiliki sumbu Y, sehingga tidak menggunakan V. (Green et al 1996 bahkan tidak mencantumkan V dalam tabel alamatnya. ) Itu masih sering terjadi, meskipun menjamurnya perkakas bubut hidup dan pemesinan turn-mill telah membuat penggunaan alamat V lebih jarang daripada sebelumnya (Smid2008 menunjukkan sebuah contoh). |
|
K |
Sumbu tambahan yang sesuai dengan sumbu Z (biasanya hanya kontrol kelompok A mesin bubut) |
Dalam kontrol ini, Z dan W meniadakan G90 dan G91, masing-masing. Pada mesin bubut ini, G90 merupakan alamat siklus tetap untuk pengasaran. |
|
X |
Posisi absolut atau inkremental dari sumbu X. |
Data koordinat untuk sumbu X. Maksimal empat tempat setelah desimal diperbolehkan dan angka nol di belakang tidak digunakan. Koordinat adalah modal, jadi tidak perlu mengulanginya di blok berikutnya jika tidak berubah.
G01 X2.250F20. |
|
Y |
Posisi absolut atau inkremental dari sumbu Y |
Data koordinat untuk sumbu Y.
G01 Y2.250 F20. |
|
Z |
Posisi absolut atau inkremental dari sumbu Z |
Data koordinat untuk sumbu Z. |
Definisi Kode Karakter Khusus
Berikut ini adalah daftar karakter khusus yang umum digunakan, artinya, penggunaan, dan batasannya.
% – Awal atau Akhir Program
Semua program dimulai dan diakhiri dengan % pada blok dengan sendirinya. Kode ini disebut karakter tape rewind (peninggalan dari hari-hari ketika program dimuat menggunakan pita kertas).
( ) – Komentar
Komentar untuk operator harus huruf besar semua dan diapit dalam tanda kurung. Panjang maksimum komentar adalah 40 karakter dan semua karakter menggunakan huruf kapital.
(T02:5/8 END MILL)
/ – Blokir Hapus
Kode setelah karakter ini diabaikan jika sakelar Hapus Blokir pada kontrol aktif.
/ M00
; – Akhir Blok
Karakter ini tidak terlihat saat program CNC dibaca dalam editor teks (carriage return), tetapi muncul di akhir setiap blok kode saat program ditampilkan pada kontrol mesin.
N8 Z0.750;
Kode G &M
Kode G&M membuat sebagian besar konten program CNC. Definisi setiap kelas kode dan arti khusus dari kode yang paling penting dibahas selanjutnya.
Kode-G
Kode yang dimulai dengan G disebut kata persiapan karena mereka mempersiapkan mesin untuk jenis gerakan tertentu.
Tabel 3:G-Code
|
Kode |
Deskripsi |
|
G00 |
Gerakan cepat. Digunakan untuk memposisikan mesin untuk gerakan non-milling. |
|
G01 |
Gerakan garis pada kecepatan umpan tertentu. |
|
G02 |
Busur searah jarum jam. |
|
G03 |
Busur berlawanan arah jarum jam. |
|
G04 |
Tinggal. |
|
G28 |
Kembali ke posisi awal mesin. |
|
G40 |
Kompensasi Diameter Pemotong (CDC) mati. |
|
G41 |
Kompensasi Diameter Pemotong (CDC) tersisa. |
|
G42 |
Kompensasi Diameter Pemotong (CDC) benar. |
|
G43 |
Offset panjang pahat (TLO). |
|
G54 |
Fixture Offset #1. |
|
G55 |
Fixture Offset #2. |
|
G56 |
Fixture Offset #3. |
|
G57 |
Fixture Offset #4. |
|
G58 |
Fixture Offset #5. |
|
G59 |
Fixture Offset #6. |
|
G80 |
Batalkan siklus pengeboran. |
|
G81 |
Siklus pengeboran sederhana. |
|
G82 |
Siklus bor sederhana dengan diam. |
|
G83 |
Siklus bor peck. |
|
G84 |
Ketuk siklus. |
|
G90 |
Mode pemrograman koordinat mutlak. |
|
G91 |
Mode pemrograman koordinat inkremental. |
|
G98 |
Siklus bor kembali ke titik awal (R). |
|
G99 |
Siklus pengeboran kembali ke bidang Referensi (Tinggi Z terakhir) |
Kode-M
Kode yang dimulai dengan M disebut kata lain-lain. Mereka mengontrol opsi bantu alat berat seperti cairan pendingin dan arah spindel. Hanya satu kode-M yang dapat muncul di setiap blok kode.
Tabel 4:M-Codes
|
Kode |
Deskripsi |
|
M00 |
Program berhenti. Tekan tombol Mulai Siklus untuk melanjutkan. |
|
M01 |
Pemberhentian opsional. |
|
M02 |
Akhir program. |
|
M03 |
Putar searah jarum jam. |
|
M04 |
Putar berlawanan arah jarum jam. |
|
M05 |
Spindel berhenti. |
|
M06 |
Ubah alat. |
|
M08 |
Pendingin menyala. |
|
M09 |
Pendingin mati. |
|
M30 |
Akhiri program dan tekan Cycle Start untuk menjalankannya kembali. |
Pilih Definisi G-Code (Diperluas)
G00 – Gerakan Cepat
Kode ini memerintahkan mesin untuk bergerak secepat mungkin ke titik tertentu. Itu selalu digunakan dengan posisi koordinat dan merupakan modal. Tidak seperti G01, G00 tidak mengkoordinasikan sumbu untuk bergerak dalam garis lurus. Sebaliknya, setiap sumbu bergerak dengan kecepatan maksimumnya sampai puas. Ini menghasilkan gerakan seperti yang ditunjukkan pada Gambar 18 di bawah.
G00 X0. Y0.
Gambar 1. G00 MotionCaution:Kecepatan cepat beberapa mesin dapat melebihi 1. Gerakan offset atau koordinat yang salah dapat menabrakkan mesin lebih cepat daripada yang dapat dilakukan operator pada pemberhentian darurat. Gunakan penggantian umpan cepat pada mesin saat menjalankan program untuk pertama kalinya.
Gerakan Linier adalah Gerak Garis Lurus:
G-Code adalah tentang gerak, dan jenis gerak yang paling umum ditemukan di bagian program adalah garis lurus atau gerak linier. Gerak adalah salah satu dari hal-hal di G-Code yang merupakan modal. Anda memberi tahu pengontrol jenis gerakan apa yang Anda inginkan dengan G-Code dan pengontrol akan selalu ingat untuk membuat gerakan seperti itu sampai Anda memintanya untuk mengubahnya menggunakan G-Code lain.
G00 untuk Pemosisian Cepat; Rapids Motion secepat mesin Anda akan pergi. Digunakan untuk memindahkan pemotong melalui udara ke posisi berikutnya yang akan dipotong.
G01 untuk Gerakan Pemotongan yang Lebih Lambat; Umpan Gerak lebih lambat, untuk memotong. Kecepatan makan ditetapkan oleh G-Code “F”.
F-word =“F” seperti pada “Feedrate”.
S-word =“S” seperti pada “Spindle Speed”, alamatnya adalah rpm.
Menentukan Gerak Linier Dengan X, Y, dan Z:
Menentukan G00 atau G01 tidak menyebabkan gerakan apa pun terjadi-mereka hanya memberi tahu pengontrol jenis gerakan apa yang diharapkan ketika Anda akhirnya memberi tahu ke mana harus pindah. Untuk gerakan sebenarnya, Anda perlu menentukan tujuan menggunakan kata-kata X, Y, dan Z. Untuk pindah ke bagian nol, kita mungkin mengeluarkan perintah seperti ini:
G00 X0 Y0 Z0 Atau gunakan G01 jika Anda ingin lebih lambat G01 X0 Y0 Z0 F40.
Interpolated motion atau gerakan interpolasi, Ketika kita menentukan beberapa koordinat pada sebuah garis, berarti lebih dari satu sumbu mesin bergerak pada saat yang bersamaan. Faktanya, pengontrol akan menggerakkan semuanya dengan kecepatan yang tepat relatif satu sama lain sehingga pemotong mengikuti garis lurus ke tujuan dan bergerak pada kecepatan gerak makan.
Jika kita menentukan tujuan yang sama, tetapi menyebarkan koordinat ke beberapa baris, setiap baris adalah langkah yang terpisah:
G00 X0 Y0 (Pindah ke X0 Y0 dalam satu gerakan, pertahankan Z konstan)
Z0 (Pindah ke Z0 dalam satu gerakan, jaga agar X dan Y tetap konstan)
G00 dan G01 adalah modal, jadi kita hanya perlu menentukannya saat ingin mengubah mode.
Sumbu Z:
Konsep gerak interpolasi memunculkan isu menarik untuk sumbu Z. Seringkali merupakan ide yang baik untuk memindahkan sumbu kedalaman potong sendiri, daripada sebagai gerakan terkoordinasi dengan sumbu lain (X dan Y). Apakah Anda akan mengalami masalah (tabrakan) saat pemotong mendekati benda kerja dan pemasangan. Pertama bergerak di X dan Y dan kemudian bergerak di Z , jauh lebih mudah untuk menilai apakah tabrakan yang tidak disengaja akan terjadi. Anda juga lebih kecil kemungkinannya untuk mengenai benda acak yang mencuat, seperti penjepit, jika Anda menjaga agar pemotong tetap tinggi sampai Anda berada tepat di tempat Anda ingin mulai memotong.
Gerakan Melingkar G02 dan G03 adalah Mode yang Dimulai:
G02 menetapkan mode untuk busur melingkar searah jarum jam.
G03 menetapkan mode untuk busur melingkar berlawanan arah jarum jam.
Mode G02 atau G03 ditetapkan, busur didefinisikan dalam G-Code dengan mengidentifikasi 2 titik akhir dan pusatnya yang harus berjarak sama dari setiap titik akhir. Titik akhirnya mudah. Titik kontrol saat ini, atau lokasi ketika blok dimulai menetapkan satu titik akhir. Yang lain dapat ditentukan oleh koordinat XYZ. Pusat paling sering diidentifikasi dengan menggunakan I, J, atau K untuk menetapkan offset relatif dari titik awal busur ke pusat.
CONTOH ARUS SEBUAH JAM:
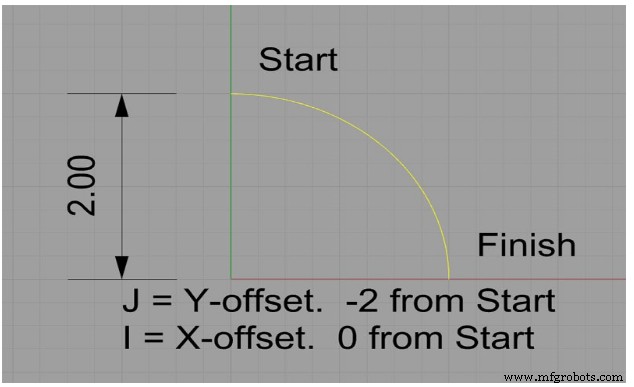
Gambar 2. Pusat busur dengan IJK
Busur ini dimulai pada X0Y2. dan berakhir di X2.Y0. Pusatnya ada di X0Y0. Kita bisa menentukannya dalam G-code seperti ini:
G02 (Mengatur mode busur searah jarum jam)
X2Y0 I0J-2.0
Pusat Menggunakan Radius “R”.
Pusat hanya dengan menentukan jari-jari lingkaran. Lingkaran memiliki radius 2, jadi G-Codenya mungkin sederhana:
G02 X2Y0 R2
G17/G18/G19 – Penunjukan Pesawat
Busur harus ada pada bidang yang ditunjuk oleh perintah G17 (XY), G18 (XZ) atau G19 (YZ). G17 adalah default mesin.
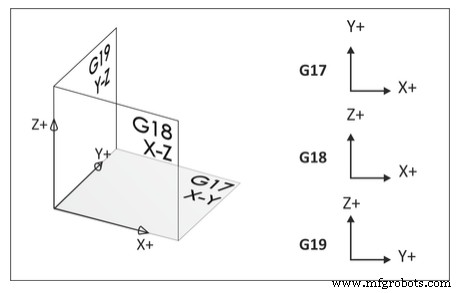
Gambar 3. Penunjukan Pesawat
G40/G41/G42 – Kompensasi Diameter Pemotong (CDC)
CDC adalah kunci untuk permesinan CNC presisi, yang memungkinkan operator mengkompensasi keausan pahat dan defleksi dengan memerintahkan alat berat untuk membelok ke kiri (G41) atau kanan (G42) dari jalur yang diprogram. G40 membatalkan kompensasi pemotong. Jumlah offset dimasukkan dalam kontrol D-register CNC. Daftar keausan dapat diibaratkan seperti tabel yang mengacu pada kontrol dengan setiap gerakan.
Tabel 5:Diameter Register Offset
|
Offset Diameter Alat |
Nilai |
|
H1 |
0,0125 |
|
D2 |
0,0000 |
|
D3 |
0,0000 |
|
D4 |
0,0000 |
|
D5 |
0,0000 |
|
D6 |
0,0000 |
Nilai dalam D-register dihitung oleh operator peralatan mesin, yang memantau ukuran akhir fitur suku cadang, membandingkannya dengan hasil cetak, dan memasukkan perbedaan dalam register sesuai kebutuhan untuk menjaga suku cadang tetap dalam spesifikasi. Jika tidak ada penyimpangan, register disetel ke nol.
G01 G41 D1 X1.0 Y.25 F40.
G43 – Kompensasi Panjang Alat
G43 mengaktifkan kompensasi panjang pahat. Itu selalu disertai dengan kode-H dan gerakan-Z, di mana H adalah register offset panjang pahat (TLO) untuk dibaca, dan Z adalah tinggi yang harus dituju mengacu pada bagian datum.
(TLO) dapat dianggap seperti tabel pada kontrol:
Tabel 6:Offset Kerja
|
Tahanan Panjang Alat |
Z |
|
H1 |
10.236 |
|
H2 |
4.7510 |
|
H3 |
6.9652 |
|
H4 |
7.6841 |
|
H5 |
12.4483 |
|
H6 |
8.2250 |
TLO digabungkan dengan offset fixture aktif pada kontrol sehingga alat berat mengetahui posisi ujung pahat terkait dengan bagian datum.
G43 H1 Z1.
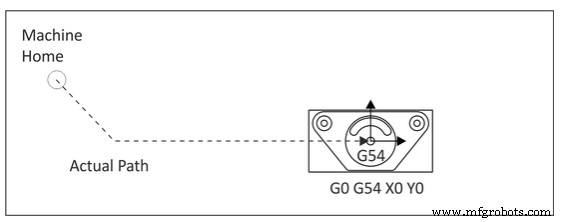
G54 – Pengimbang Kerja
Offset kerja adalah register data dalam kontrol CNC yang menahan jarak dari posisi rumah mesin X, Y, Z ke bagian datum. Offset ini dapat dianggap seperti tabel pada kontrol:
Tabel 7:Offset Kerja
|
Pengimbangan Kerja |
X |
Y |
Z |
|
G54 |
14.2567 |
6.6597 |
0,0000 |
|
G55 |
0,0000 |
0,0000 |
0,0000 |
|
G56 |
0,0000 |
0,0000 |
0,0000 |
|
G57 |
0,0000 |
0,0000 |
0,0000 |
|
G58 |
0,0000 |
0,0000 |
0,0000 |
|
G59 |
0,0000 |
0,0000 |
0,0000 |
Tip:G54 biasanya digunakan untuk pengaturan pemesinan pertama. Offset tambahan digunakan untuk mesin sisi lain dari bagian tersebut.
Nilai X dan Y mewakili jarak dari rumah mesin ke bagian datum XY. Nilai Z adalah jarak dari titik referensi pahat (misalnya, bagian atas blok 1-2-3) dan bagian Z-datum.
G54 X0. Y0.
UJI UNIT
1. Jelaskan instruksi daftar program CNC.
2. Semua program CNC dimulai dan diakhiri dengan apa?
3. Jelaskan alamat surat Kode perintah.
4. Sebutkan tiga kode karakter khusus.
5. Jelaskan kode G dan M.
6. Tolong jelaskan G00 G90 G54 X0 Y0.
7. Tolong jelaskan G00 G90 G43 H1 Z1.
8. Apa perbedaan antara G00 dan G01?
9. Jelaskan perbedaan antara G02 dan G03.
10. Jelaskan kata F dan S.


