Kontrol Deformasi CNC untuk Aluminium Berdinding Tipis di Manufaktur Dirgantara
Pasar dirgantara, ruang komersial, dan eVTOL menuntut komponen dengan rasio aspek tinggi yang semakin ramping. Insinyur secara rutin bekerja dengan komponen aluminium berdinding tipis—sering kali dengan ketebalan <1,0 mm dan kedalaman>100 mm—terbuat dari paduan 6061‑T651 atau 7075. Pemesinan 3 sumbu konvensional kesulitan menjaga akurasi dimensi dalam toleransi 0,01 mm yang diperlukan untuk komponen dirgantara, sekaligus mengelola deformasi seperti gelombang yang dapat timbul.

Analisis Mekanik Deformasi pada Paduan Aluminium
Tiga gaya utama mendorong deformasi pada aluminium berdinding tipis:
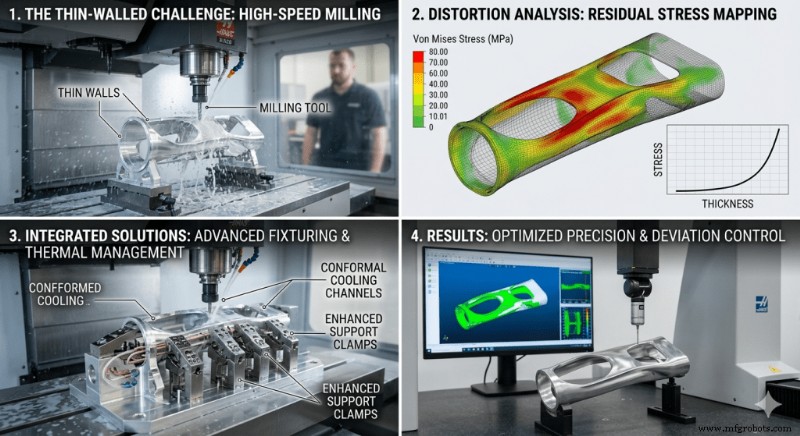
- Tekanan sisa diperkenalkan selama penggulungan, pendinginan, dan peregangan. Melepaskan material selama pemesinan CNC akan mengganggu keseimbangan, menyebabkan lengkungan atau puntiran saat komponen mencari kondisi stabil baru.
- Kekuatan pemotongan menjadi masalah saat mengerjakan dinding dengan rasio aspek tinggi. Kekakuan yang rendah pada bagian tipis dapat menyebabkan defleksi yang melebihi batas toleransi, dan obrolan regeneratif—getaran yang merangsang sendiri—menghasilkan ketidakteraturan permukaan dan ketebalan dinding yang terlalu kecil.
- Ekspansi termal penting untuk aluminium. Penggilingan berkecepatan tinggi di zona geser menghasilkan panas; jika kenaikan suhu tidak dihilangkan, bagian tersebut akan menyusut setelah mendingin, sehingga semakin mengurangi keakuratan dimensi.
Perbandingan Teknis:Metodologi Standar vs. Lanjutan
Transisi dari alur kerja 3 sumbu ke alur kerja 5 sumbu yang sistematis dan berakurasi tinggi sangatlah penting. Tabel di bawah membandingkan praktik konvensional dengan standar manufaktur dirgantara tahun 2026:
Parameter Teknis | Proses 3 Sumbu Standar | Proses 5 Sumbu Presisi Tinggi (Standar 2026)
Pengaturan Benda Kerja | Catok/Penjepit Konvensional | Penjepitan Titik Nol &Pemasangan Vakum
Strategi Pemesinan | Penggilingan Sisi Berurutan | Penggilingan Simetris Simultan
Manajemen Stres Material | Tidak Ada (Stok Mentah) | Stabilisasi Kriogenik / Penuaan Multitahap
Kecepatan Pemotongan (Vc) | 180m/mnt | 350m/mnt (Siemens 840D SL Dinamis Tinggi)
Kecepatan Umpan (Fz) | 0,05mm/gigi | 0,12 mm/gigi (Pemuatan yang Dioptimalkan AI)
Antarmuka Perkakas | Collet Standar ER | Peredam Hidraulik / Kesesuaian Penyusutan Termal
Penyimpangan Dimensi | 0,15–0,30mm | <0,008mm
Permukaan Akhir (Ra) | 1,6–3,2µm | <0,4µm (Langsung hingga Selesai)
Jalur Teknologi Inti untuk Pemesinan Rasio Aspek Tinggi
Pencapaian presisi di bawah 0,01 mm bergantung pada trio strategi yang saling terkait:teknik pemotongan canggih, inovasi alat pemotong, dan kontrol proses berbasis AI.
1. Penggilingan Simetris Serentak
Pemesinan tradisional menghilangkan material dari satu sisi dinding ke sisi dinding lainnya, memusatkan tekanan pada satu permukaan dan memicu pegas kembali. Penggilingan simetris memotong kedua sisi secara bersamaan (atau bergantian), menyeimbangkan kekuatan dan menjaga dinding tetap stabil sepanjang siklus.
2. Teknologi Redaman dan Geometri Perkakas
Penekanan obrolan dimulai dengan alat yang tepat. Heliks variabel, end mill dengan pitch variabel mengganggu frekuensi getaran periodik yang mendorong obrolan regeneratif pada aluminium 6061. Ditambah dengan peredam hidraulik yang kaku—peredam kejut yang terpasang pada dudukan pahat—sistem ini memungkinkan pemotongan lebih dalam tanpa mengorbankan penyelesaian permukaan.
3. Kompensasi Prediktif Berbasis AI
Sistem kontrol FANUC atau Siemens modern menanamkan algoritme AI yang terus memantau suhu spindel dan dasar. Pengontrol menghitung ekspansi termal dengan cepat dan menyesuaikan offset pahat, memastikan ujung tombak tetap pada target terlepas dari penumpukan panas.

Daftar Periksa Implementasi untuk Optimasi Proses
- Perawatan Awal Bahan: Dinginkan paduan secara kriogenik hingga –196°C untuk menstabilkan struktur mikro dan mendistribusikan kembali tegangan sisa.
- Permasalahan Strategis: Jalankan gerakan kasar berkecepatan tinggi dan kedalaman dangkal untuk menghilangkan material curah sekaligus menjaga integritas dinding. Berikan jarak 0,3–0,5 mm untuk lintasan terakhir.
- Siklus Penghilang Stres: Untuk komponen penting, masukkan siklus anil antara proses roughing dan finishing untuk mengunci kondisi tegangan yang stabil.
- Lingkungan Pemesinan Selesai: Lakukan lintasan terakhir dalam ruang iklim ±1°C. Pilihlah Pelumasan Kuantitas Minimum (MQL) dibandingkan cairan pendingin banjir untuk menghindari kejutan termal pada dinding yang rapuh.
- Pemeriksaan Sebaris: Pasang probe sentuh presisi tinggi pada mesin. Ukur dimensi kritis segera setelah pemotongan terakhir dan koreksi otomatis pahat sebelum melepaskan penjepit.
Dengan beralih dari manajemen proses reaktif ke proaktif—menyeimbangkan gaya pemotongan, meredam getaran, dan mengkompensasi efek termal—insinyur dapat dengan andal menghasilkan komponen aluminium berdinding tipis yang memenuhi atau melampaui toleransi 0,01 mm yang diminta oleh aplikasi luar angkasa.
Panduan Terkait


