Pengertian &Menghilangkan Flash pada Injection Moulding
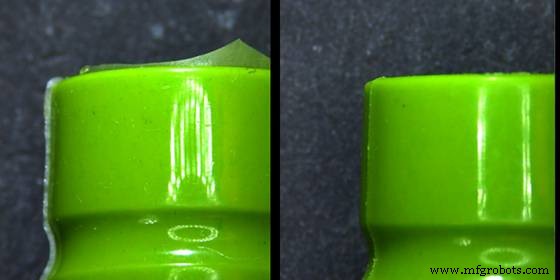
Flash—lapisan tipis plastik cair yang tidak diinginkan dan lolos dari rongga cetakan—mengurangi kualitas komponen dan dapat merusak cetakan itu sendiri. Mengetahui mengapa hal ini terjadi dan cara menghentikannya adalah hal yang penting dalam pengoperasian pencetakan injeksi.
Apa yang Memicu Flash?

Kilatan paling sering berasal dari garis perpisahan, tapi bisa juga muncul di tempat lain di rongga. Penyebab umum meliputi:
1. Ketidakcocokan Garis Perpisahan
Jika kedua bagian cetakan tidak bertemu dengan sempurna—karena serpihan, keausan, atau cacat desain—segelnya tidak lengkap sehingga plastik cair bisa keluar.
2. Ventilasi Tidak Memadai
Ventilasi yang terlalu kecil, tersumbat, atau aus akan mencegah udara keluar, sehingga meningkatkan tekanan rongga dan memaksa material keluar dari cetakan.
3. Tekanan Penjepitan Tidak Memadai
Bahkan dengan garis perpisahan yang sempurna, gaya penjepitan yang lemah memungkinkan cetakan terbuka di bawah tekanan injeksi tinggi, sehingga menghasilkan kilatan cahaya.
4. Viskositas Rendah
Plastik yang terlalu mudah mengalir—karena suhu tinggi atau tekanan rendah—cenderung meresap melewati segel sebelum mengeras.
5. Mengisi Cetakan Melebihi
Bahan berlebih meningkatkan tekanan rongga melebihi kapasitas penjepit, sehingga menyebabkan kebocoran.
Cara Memperbaiki Flash Setelah Terjadi
Ketika flash sudah terbentuk, tersedia beberapa teknik remediasi:
1. Pencairan Udara Panas
Meniupkan udara panas ke bagian tersebut akan melelehkan lapisan tipis flash kembali ke permukaan. Ini berfungsi paling baik untuk kilatan halus; untuk yang lebih tebal, kombinasikan dengan penghilangan mekanis.
2. Pencairan Kriogenik
Mendinginkan bagian secara cepat dengan nitrogen cair membuat lampu kilat menjadi rapuh dan mudah terkelupas tanpa mempengaruhi hasil akhir. Meskipun efektif, peralatan tersebut bisa jadi mahal.
3. Pencairan Manual
Operator yang terlatih menggunakan gunting, pisau, atau penggiling untuk memotong lampu kilat di sepanjang garis perpisahan. Metode ini menawarkan inspeksi visual langsung dan presisi tinggi.
4. Api yang Menyala
Menerapkan nyala api yang terkontrol dapat menghilangkan kilatan cahaya, namun berisiko mengubah tekstur permukaan dan mempersulit proses hilir seperti pengecatan.
Langkah Proaktif untuk Mencegah Flash
Pencegahan selalu lebih baik daripada koreksi. Strategi utama meliputi:
1. Jaga Kebersihan Jamur
Gunakan lap bersih, pembersih jamur, dan udara bertekanan untuk menghilangkan kotoran, sisa plastik, dan serpihan tersembunyi sebelum dijalankan.
2. Terapkan Tonase Penjepit Optimal
Seimbangkan kekuatan penjepitan untuk menahan cetakan tetap tertutup tanpa memberi tekanan berlebihan pada bagian atau cetakan itu sendiri.
3. Desain untuk Kemampuan Manufaktur (DFM)
Memasukkan aturan desain yang diterima industri:penempatan gerbang yang tepat, ketebalan dinding yang seragam, dan lokasi garis perpisahan yang jelas untuk menghilangkan risiko kilatan cahaya.
4. Gunakan Cetakan Bebas Flash
Cetakan presisi tinggi dengan toleransi ketat ideal untuk komponen penting yang mengutamakan estetika dan fungsionalitas.
5. Kontrol Parameter Injeksi
Memperlambat laju injeksi mengurangi tekanan puncak. Pasangkan ini dengan pengaturan suhu dan tekanan yang memadai untuk menjaga viskositas material tetap terkendali.
Kerusakan Cetakan Injeksi Umum Lainnya
Flash hanyalah salah satu dari banyak ketidaksempurnaan yang dapat membahayakan suatu bagian. Masalah umum meliputi:

1. Garis Las
Ketika dua aliran depan bertemu sebelum waktunya, garis terlihat muncul. Tingkatkan suhu dan tekanan, atau sesuaikan ketebalan dinding untuk melakukan mitigasi.
2. Delaminasi Permukaan
Kelembapan atau kontaminan menyebabkan permukaan terkelupas, terutama di dekat pintu gerbang. Gunakan bahan kering dan kompatibel.
3. Terbang
Pemadatan awal dari pancaran awal menciptakan kulit pada bagian tersebut. Menaikkan suhu material atau mengurangi tekanan akan membantu.
4. Retak
Tekanan dari cetakan dingin atau kecepatan injeksi yang rendah dapat menyebabkan retaknya bagian tersebut. Kecepatan dan suhu injeksi yang lebih tinggi, ditambah pengondisian cetakan yang tepat, mengurangi risiko.
5. Garis Aliran
Garis berpola dari tingkat pendinginan yang bervariasi. Pertahankan tekanan injeksi yang stabil dan pendinginan yang memadai sebelum pengisian.
Kesimpulan
Flash tidak hanya menurunkan kualitas produk tetapi juga dapat memperpendek umur cetakan. Dengan memahami penyebabnya dan menerapkan tindakan perbaikan dan pencegahan, produsen dapat memproduksi suku cadang tanpa cacat sekaligus melindungi peralatan mereka. Untuk wawasan lebih lanjut tentang pencetakan injeksi cepat dan solusi bebas flash, hubungi WayKen.
Pertanyaan Umum
Apa cara paling efektif untuk menghentikan flash?
Memperlambat laju injeksi akan mengurangi tekanan, dan meningkatkan tonase penjepit memastikan cetakan tetap tertutup.
Udara panas vs. deflasi kriogenik?
Kriogenik ideal untuk blitz yang besar dan tebal karena menghindari kerusakan akibat panas, sedangkan udara panas paling baik untuk menghilangkan blitz yang tipis dan halus.
Penyebab utama flash?
Kebocoran di sepanjang garis perpisahan karena tekanan injeksi yang tinggi dan desain garis perpisahan yang buruk atau sudah aus.


