Gabungkan
Latar Belakang
Combine adalah mesin pertanian self-propelled besar yang digunakan untuk memanen tanaman biji-bijian seperti gandum, jagung, kedelai, milo, rape-seed, dan beras. Seperti namanya, kombinasi melakukan dua, dan kadang-kadang lebih, fungsi dasar panen:pertama menuai (memotong) tanaman, dan kemudian mengirik, memisahkan biji-bijian dari penutup benih dan puing-puing lainnya ( sekam). Beberapa kombinasi juga dapat mengumpulkan jerami yang tersisa setelah perontokan; mesin juga dapat dilengkapi untuk memetik kapas.
Combine adalah peralatan yang sangat besar. Operator duduk di atas alat berat di kabin tinggi dengan jendela panjang penuh untuk mendapatkan pemandangan yang bagus. Bodi persegi panjang, di atasnya dengan tangki biji-bijian dan saluran di mana biji-bijian yang diirik dapat dikeluarkan darinya, mengendarai roda penggerak besar yang dipasang di depan dan roda kemudi belakang yang lebih kecil dan lebih kurus. Sebuah mesin diesel turbo-charged mendorong kombinasi dan menyediakan tenaga untuk header, silinder perontokan, sistem pembersihan, dan auger yang memindahkan biji-bijian dari header melalui silinder perontokan ke tangki biji-bijian dan kemudian keluar ke truk yang menunggu.
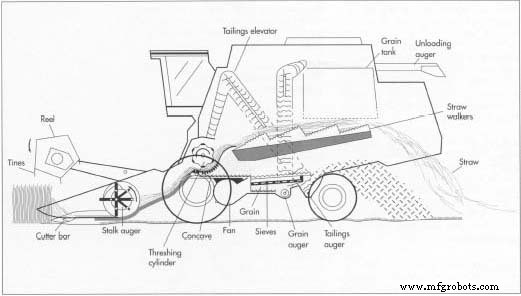
Saat kombinasi berjalan di sepanjang baris butir, komponen depannya—gulungan , sepotong logam heksagonal besar yang dipasang sejajar dengan tanah—berputar, menyapu batang biji-bijian ke dalam mesin. Desain gulungan yang berbeda diperlukan untuk memanen tanaman yang berbeda. Misalnya, saat gulungan gandum memotong batang menjadi bilah pemotong yang mengirisnya tepat di bawah kepala biji-bijian yang matang, gulungan jagung mengupas telinga jagung dari batang, membiarkannya rata dengan tanah. Saat ini, petani dapat memilih dari berbagai jenis dan ukuran model tajuk. Penjelasan di bawah ini menggambarkan kemajuan gandum melalui kombinasi.
Begitu berada di dalam badan gabungan, tangkai didorong ke bilah pemotong, komponen yang terlihat seperti sisir. Dengan "gigi" sisir menangkap tangkai, alat seperti pisau mengirisnya di dekat permukaan tanah. Batang kemudian diangkut ke lift dengan menggunakan auger batang. Silinder logam besar, augur memiliki proyeksi seperti sekrup yang menjebak biji-bijian sehingga dapat diangkut. Batang augur, diatur sejajar dengan tanah, menyapu batang yang dipotong ke lift—sepasang rol yang dilengkapi dengan ban berjalan yang membawa biji-bijian ke atas ke jantung gabungan, silinder pengirik. Silinder ini adalah rol besar dengan tonjolan. Berputar dengan kecepatan tinggi di atas celah berbentuk setengah bulan ( cekung), silinder memisahkan biji gandum dari kepala tangkai.
Setelah dipisahkan dari bijinya, batangnya disapu oleh jeruji silinder pengirik, yang meletakkannya di urutan pertama dari rangkaian alat bantu jalan jerami. Ini adalah platform persegi besar, sedikit tumpang tindih, yang secara bertahap turun ke bagian belakang gabungan. Bergetar sedikit, walker pertama menyebabkan sedotan jatuh ke yang kedua, dan yang kedua bergetar sampai sedotan jatuh ke yang ketiga dan terendah, pada titik mana ia dijatuhkan melalui parasut ke tanah atau, dalam mesin baling, dikemas menjadi bal. Berbeda dengan batang biji-bijian, biji-bijian cukup kecil untuk jatuh melalui celah di cekungan dan terperangkap dalam panci biji-bijian yang terletak di bawahnya. Wadah gandum bergetar, menggoyangkan biji, sekam, dan beberapa kepala yang berhasil melewati silinder perontokan utuh menjadi satu set saringan bergetar.
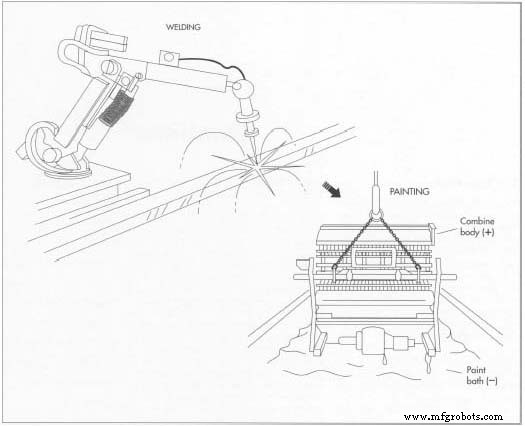 Sebagian besar komponen gabungan terbuat dari baja lembaran. Gulungan baja yang besar dikirim ke pabrikan, yang kemudian memotong baja dengan panjang yang tepat, membentuknya, dan mengelasnya. Pengelasan dilakukan dengan robot.
Sebagian besar komponen gabungan terbuat dari baja lembaran. Gulungan baja yang besar dikirim ke pabrikan, yang kemudian memotong baja dengan panjang yang tepat, membentuknya, dan mengelasnya. Pengelasan dilakukan dengan robot.
Setelah bodi selesai dibuat, bodi dipasang ke konveyor di atas kepala, yang kemudian diangkut ke penangas cat. Pengecatan dilakukan secara elektrostatis—cat diberi muatan berlawanan dari badan gabungan. Teknik ini memungkinkan cat untuk mencapai setiap bagian logam yang terbuka, memberikan permukaan yang bebas korosi.
Getaran menyebabkan kernel jatuh melalui saringan, sementara kepala yang tidak diirik terperangkap. Sebuah kipas yang berdekatan dengan saringan meniupkan udara melewatinya, menyebabkan sekam (yang sangat ringan) bertiup ke belakang dari bagian belakang gabungan. Kepala yang tidak diirik kemudian disalurkan, melalui auger lain, ke elevator tailing, yang mengangkutnya kembali ke silinder perontokan. Sementara itu, kernel jatuh ke dalam augur biji-bijian dan diangkut ke elevator biji-bijian, yang menyimpannya di tangki biji-bijian. Namun augur lain, augur bongkar, dimasukkan ke dalam tangki biji-bijian, dan biji-bijian dapat dikeluarkan dari tangki melalui itu.
Gabungan dikembangkan selama 1800-an, ketika banyak proses pertanian sedang diotomatisasi. Sejak awal tahun 1826, para penemu dan pengusaha individu membuat ratusan alat untuk membantu petani memanen biji-bijian. Namun, mesin-mesin awal ini hanya melakukan satu dari dua fungsi penting:mesin penuai, yang memotong batang biji-bijian, atau perontok, yang memisahkan biji-bijian dari sekam.
Penuai pertama dirancang oleh seorang menteri Skotlandia, Patrick Bell, pada tahun 1826. Dari banyak mesin lain yang dikembangkan selama pertengahan 1800-an, mesin paling sukses diciptakan oleh seorang Amerika, Robert McCormick, dan disempurnakan oleh putranya yang lebih terkenal, Cyrus. Robert McCormick mengerjakan berbagai desain penuai dari tahun 1809 hingga 1831, dan Cyrus McCormick, melanjutkan pekerjaan ayahnya, menjual McCormick Reaper pertama pada tahun 1839.
Mesin perontok, untuk memisahkan dan membersihkan biji gandum, pertama kali dirakit pada akhir 1700-an dan digunakan secara luas di Inggris dan Skotlandia pada tahun 1830-an. Selama dua dekade berikutnya, beberapa orang Amerika menemukan mesin perontok. Yang paling sukses adalah Hiram dan John Pitts, bersaudara yang menjual thresher "Chicago Pitts" pertama pada tahun 1852. Jerome Improve Case juga memproduksi thresher yang sangat populer:didirikan pada tahun 1844, perusahaan yang menyandang namanya terus berkembang hingga hari ini.
Mesin pertanian pertama yang dapat melakukan pekerjaan penuai dan perontok dipatenkan pada tahun 1828, meskipun model pertama tidak dijual sampai tahun 1838. Karena besar dan tidak praktis, mesin tersebut membutuhkan dua puluh kuda untuk menariknya. Karena alasan ini, kombinasi tidak digunakan dalam jumlah besar sampai awal abad kedua puluh, ketika penyempurnaan membuatnya lebih mudah digunakan.
Saat ini, kombinasi modern adalah mesin paling rumit yang diproduksi di jalur perakitan. Sementara penumpang mobil terdiri dari 6.000 bagian, gabungan terdiri lebih dari 17.000. Kompleksitas ini tercermin dalam harga:satu kombinasi dapat menghabiskan biaya hingga $100.000. Saat ini, ada dua produsen gabungan utama di Amerika Serikat. Kedua perusahaan, John Deere dan J. I. Case, memiliki pabrik manufaktur besar dan modern yang terletak bersebelahan di sepanjang Sungai Mississippi di East Moline, Illinois, dan pada tahun 1990, mereka menjual sekitar 11.500 kombinasi di Amerika Serikat dan Kanada.
Bahan Baku
Baja lembaran, bahan baku utama yang digunakan dalam pembuatan gabungan, dikirim ke pabrik dalam gulungan besar, lebar 48 inci (121,92 sentimeter) dan berat hingga 12.000 pon (5.448 kilogram). Setelah tidak digulung, gulungan dipotong menjadi pelat yang kemudian dipotong, dibor, dibentuk, dan dilas untuk membuat badan gabungan, panel luar, dan tangki biji-bijian. Batang baja bundar dan saluran baja persegi berongga juga dipotong dan dibor untuk gandar, poros penggerak, auger, dan struktur pendukung. Sub-rakitan kompleks seperti mesin dan transmisi dibuat di pabrik perusahaan lain atau dibeli dari perusahaan kecil. Seringkali, kendaraan pengiriman mengangkut komponen ke tempat yang tepat di sepanjang jalur perakitan di mana suku cadang dibutuhkan. Setelah perakitan, kombinasi dicat dengan cat berbasis air yang mencapai pabrik sebagai bubuk dan dicampur dengan air yang sangat murni.
Manufaktur
Proses
Memotong baja menjadi kosong
- 1 Manufaktur gabungan dimulai dengan pengiriman gulungan besar baja lembaran ke toko lembaran logam. Baja kumparan dimuat ke salah satu dari beberapa mesin yang membentuk garis potong-ke-panjang di toko lembaran logam. Rol yang dikendalikan komputer menarik baja dari koil, meratakannya, dan memasukkannya ke dalam mesin pemotong. Baja dipotong menjadi kosong, bentuk persegi panjang dasar yang kemudian dilas bersama untuk membentuk badan gabungan dan tangki biji-bijian yang dipasang di atas. Untuk efisiensi maksimum, garis potong-ke-panjang beroperasi pada jadwal batch yang telah ditentukan sebelumnya. Bentuk logam dasar yang dipotong dari gulungan baja digunakan pada hari atau minggu pemotongan, sehingga tidak ada penyimpanan komponen dasar.
- 2 Dari garis potong-ke-panjang, blanko dipindahkan ke garis potong-ke-bentuk. Dalam laser punch press, laser industri memotong bentuk kompleks darinya dan mengebor lubang untuk poros, pipa, dan baut. Kemudian pers memberikan tekanan hingga 1.000 ton untuk membengkokkan baja menjadi bentuk akhir.
Mengelas bagian yang terbentuk
- 3 Sejumlah kecil suku cadang dipindahkan dari toko lembaran logam ke area pengelasan, di mana teknik manufaktur seluler digunakan untuk kecepatan dan kontrol kualitas. Dalam manufaktur seluler, beberapa fungsi manufaktur dikelompokkan dalam satu area sehingga suku cadang dapat dengan cepat berpindah dari satu operasi ke operasi berikutnya, dan beberapa subkomponen dimuat pada skid transportasi sebelum dikirim ke langkah perakitan berikutnya. Dengan demikian, semua bagian yang diperlukan untuk merakit sekumpulan komponen ada saat selip tiba. Untuk lebih meningkatkan efisiensi, sebagian besar pengelasan komponen baja lembaran dilakukan oleh unit yang kuat dan dikendalikan komputer. Lift hidraulik menempatkan komponen dengan benar yang kemudian dilas oleh robot satu tangan. Saat komponen gabungan yang lebih kecil dirakit, tubuh mulai terbentuk.
 Gabungan adalah kendaraan besar, kompleks, dan mahal—gabungan modern berisi sekitar 17.000 bagian (mobil berisi 6.000) dan dapat menghabiskan biaya hingga $ 100.000. Desain gulungan yang berbeda memungkinkan penggabungan untuk melakukan fungsi yang berbeda. Dalam bentuk rangka sederhana, kini terpasang pada track conveyor loadbar overhead yang membawanya melalui sisa proses produksi.
Gabungan adalah kendaraan besar, kompleks, dan mahal—gabungan modern berisi sekitar 17.000 bagian (mobil berisi 6.000) dan dapat menghabiskan biaya hingga $ 100.000. Desain gulungan yang berbeda memungkinkan penggabungan untuk melakukan fungsi yang berbeda. Dalam bentuk rangka sederhana, kini terpasang pada track conveyor loadbar overhead yang membawanya melalui sisa proses produksi.
Melukis
- 4 Setelah bodi dilas, konveyor overhead mengangkutnya ke dan menenggelamkannya di tangki cat, tangki besar 48.000 galon (181.776 liter) yang penuh dengan cat bermuatan elektrostatis. Karena kombinasi digunakan dan disimpan di luar, catnya harus mampu menahan efek berbahaya dari sinar matahari dan kelembapan, dan proses elektrostatik memastikannya. Dalam lukisan elektrostatik, tubuh logam menggabungkan diberi muatan listrik positif sedangkan cat berbasis air diberi muatan negatif. Karena muatan listrik yang berlawanan tertarik satu sama lain, benda bermuatan positif menarik cat yang bermuatan negatif, menyebabkan cat menempel pada kombinasi dengan kuat dan sempurna (hanya gasket karet dan bagian non-logam lainnya yang tidak tersentuh oleh cat).
- 5 Setelah konveyor mengangkat badan gabungan dari penangas cat, konveyor menahannya di atas tangki selama beberapa saat sehingga kelebihan cat dapat menetes. Tubuh kemudian dipindahkan ke dalam oven 363 derajat Fahrenheit (182 derajat Celcius) di mana cat dipanggang hingga menjadi keras, tahan karat.
- 6 Setelah pengecatan, bodi gabungan dibawa melalui jalur perakitan sehingga komponen utama lainnya dapat dipasang. Jika perlu, komponen ini juga telah dicelupkan ke dalam penangas cat elektrostatik. Setelah as, hub, dan ban telah ditambahkan, kombinasi tersebut dikeluarkan dari konveyor di atas kepala dan ditarik dari stasiun ke stasiun.
Mengelas tangki biji-bijian
- 7 Setelah badan gabungan, rakitan struktural penting lainnya adalah tangki biji-bijian. Di area perakitan tangki biji-bijian, pekerja terampil menggunakan sistem penentuan posisi dan pengelasan yang kompleks untuk menyelesaikan lebih dari 500 pengelasan terpisah dalam dua urutan 10-Y2 menit. Peralatan penanganan lembaran logam otomatis menarik lembaran datar dari selip segar dari garis potong-ke-bentuk di toko lembaran logam. Lembaran-lembaran ini kemudian dimuat ke meja logam besar seukuran garasi dua mobil. Selanjutnya, silinder hidraulik memposisikan panel samping saat tukang las manusia berebut untuk mengamankan sudut tangki biji-bijian dengan las paku. Ketika tukang las manusia berada di luar bahaya, lengan robot beraksi, membuat ratusan lasan dalam beberapa menit.
Perakitan akhir
- 8 Setelah bodi dan tangki biji-bijian dicat, mereka dibawa ke jalur perakitan akhir, di mana 22 operasi perakitan yang berbeda dilakukan. Komponen utama seperti modul engine dipasang, kabel dan saluran hidraulik terhubung, dan semua sistem diuji. Oli, anti-beku, dan gas ditambahkan, dan mesin dihidupkan. Di bagian luar, lapisan akhir poliuretan bening diterapkan di bagian atas permukaan kabin yang lebar dan rata, tangki biji-bijian, dan modul engine, dan stiker diterapkan.
Kontrol Kualitas
Karena combine adalah alat pertanian yang mahal dan digunakan selama hari-hari kritis panen, setiap unit harus memenuhi standar kinerja operasional tertinggi. Kegagalan yang disebabkan oleh bahan atau pengerjaan tidak dapat ditoleransi. Oleh karena itu, kontrol kualitas dimulai dengan pemasok bahan baku dan berlanjut bahkan setelah perakitan akhir.
Saat ini, produsen gabungan secara acak menguji sampel lembaran logam dan stok batangan yang masuk untuk memastikan tidak ada kelemahan pada logam tersebut. Dalam setiap langkah manufaktur, pekerja menetapkan prosedur untuk membatasi kemungkinan cacat yang disebabkan oleh metode manufaktur yang salah. Setiap stasiun dalam proses manufaktur bertanggung jawab untuk mengirimkan komponen bebas cacat ke stasiun berikutnya. Filosofi manufaktur seperti itu mendorong karyawan individu untuk memeriksa pekerjaan mereka sendiri untuk mencari cacat.
Masa Depan
Selama beberapa tahun terakhir, desain kombinasi telah berubah, kurang mengandalkan puli, sabuk, dan poros penggerak dan lebih banyak lagi pada kontrol elektronik, aktuator solenoid, dan sistem tenaga hidrolik. Selama beberapa tahun ke depan, perbaikan pada mesin dan transmisi akan memberikan tenaga dan efisiensi bahan bakar yang lebih besar kepada para petani. Bidang pengembangan lainnya adalah di silinder perontokan. Sebuah desain baru yang sekarang sedang dipelajari menampilkan dua sangkar berputar, satu di dalam yang lain, untuk membersihkan biji-bijian. Desain seperti itu akan lebih efisien, memungkinkan bodi kombinasi menjadi lebih kecil. Peralatan pembersih sekunder dan kipas untuk meniup sekam dari biji-bijian juga bisa dihilangkan. Upaya terus-menerus untuk meningkatkan desain ini memungkinkan produsen gabungan untuk menawarkan unit dengan daya lebih besar, kapasitas lebih besar, dan keandalan lebih besar. Saat ini, kombinasi dapat menawarkan 5.000 hingga 10.000 jam antara overhaul mesin dan 25 hingga 30 persen lebih banyak tenaga di atas unit yang baru berusia 10 tahun.


