Mempertahankan Stabilitas Dimensi dalam Pemesinan Aluminium
Diposting pada 23 Oktober 2020, | By WayKen Rapid Manufacturing
Mempertahankan kontrol dimensi yang akurat untuk suku cadang di mana presisi merupakan persyaratan inti selalu menjadi hal yang menarik bagi penyedia layanan pemesinan logam. Hal ini telah menyebabkan beberapa kegiatan penelitian tentang masalah stabilitas dimensi. Studi tersebut mencakup berbagai fenomena seperti batas elastis, regangan mikro, rambat mikro, mekanisme yang menyebabkannya, dan berbagai metode yang diusulkan untuk membantu meningkatkan kontrol dimensi. Dengan stabilitas dimensi suatu material, kita mengacu pada kemampuannya untuk mempertahankan bentuk, ukuran aslinya, dan untuk tetap berada dalam toleransi dimensi yang diperkirakan selama periode tertentu di bawah serangkaian kondisi lingkungan.
Dalam artikel ini, kita akan membahas ketidakstabilan dimensi di salah satu logam yang paling sering digunakan yaitu aluminium dan kami akan menyajikan cara untuk mengatasi dilema yang dihadapi dalam pemesinan aluminium.
Kami mendukung permesinan aluminium CNC dan milling latest proses, jika Anda memiliki masalah dengan permesinan Aluminium, kami ingin membantu Anda.
Mengapa Membahas Pemesinan Aluminium?
Sebagai logam yang paling melimpah di kerak bumi yaitu sebesar 8,1%, aluminium banyak digunakan di hampir setiap industri termasuk penerbangan, otomotif, dan konstruksi. Sifat unik dari paduan aluminium dan beragam sifat yang mereka tawarkan untuk berbagai aplikasi menjadikannya logam yang benar-benar fenomenal. Namun, aplikasinya yang beragam membutuhkan biaya, yaitu pemesinan paduan aluminium memerlukan beberapa pertimbangan pemesinan yang harus diperhatikan, tidak seperti baja.
Dilema utama adalah nilai koefisien ekspansi termal yang jauh lebih tinggi dari paduan aluminium bila dibandingkan dengan logam lain yang umum digunakan. Mari kita lihat nilai perbandingan koefisien muai panas pada tabel di bawah ini.
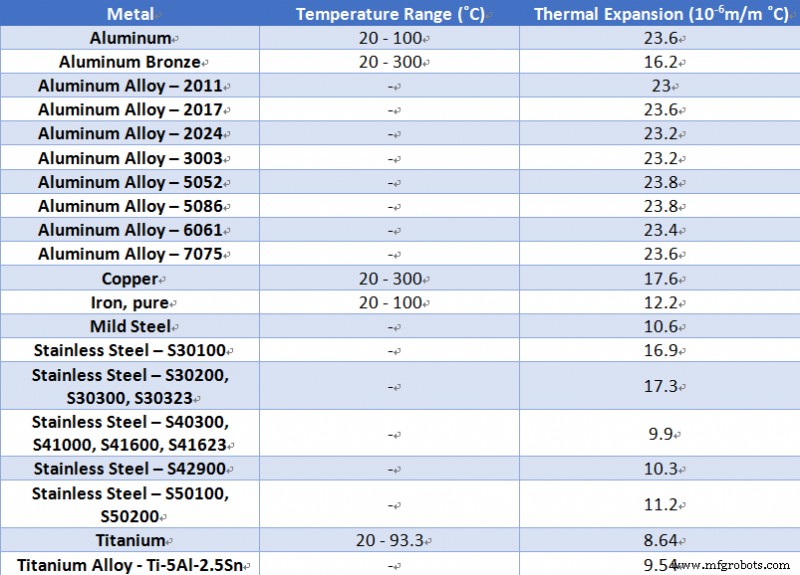
Berdasarkan tabel ini, kita dapat dengan jelas melihat nilai koefisien ekspansi termal yang relatif lebih tinggi untuk aluminium dan paduannya. Oleh karena itu, kita akan membahas pertimbangan penting yang terlibat dalam pemesinan aluminium seiring berjalannya artikel.
Dilema yang Dihadapi dalam Pemesinan Aluminium
Pemesinan paduan aluminium menghadapi deformasi besar dalam beberapa operasi pemesinan termasuk pemesinan dinding tipis dan penempaan. Sebelum kita melangkah lebih jauh, perlu dipahami perbedaan antara perubahan dimensi yang dapat dipulihkan, deformasi plastis (regangan mikro), dan ketidakstabilan dimensi.
- Perubahan dimensi yang dapat dipulihkan tidak tergantung waktu dan sifatnya dapat diprediksi. Ini termasuk regangan elastis, ekspansi termal, dan regangan magneto-ketat.
- Deformasi plastis mengacu pada regangan plastis yang tidak dapat dipulihkan yang bergantung pada waktu dan merupakan hasil dari tegangan yang diterapkan.
- Ketidakstabilan dimensi mengacu pada perubahan dimensi yang dihasilkan dari tekanan internal. Ini mengacu pada ketidakstabilan metalurgi mis. perubahan fase, presipitasi. Bentuk ketidakstabilan ini tanpa adanya kekuatan eksternal.
Dua inti atau mekanisme utama menyebabkan ketidakstabilan dimensi pada logam. Yang pertama adalah ketidakstabilan metalurgi dan yang kedua adalah relaksasi tegangan sisa. Mari kita bahas berbagai alasan deformasi bagian aluminium. Alasan ini mencakup aspek material, bentuk suku cadang, kondisi selama produksi, dan kinerja cairan pendingin.
- Deformasi yang disebabkan oleh tekanan internal pada blank
- Deformasi yang disebabkan oleh gaya potong
- Deformasi akibat pembuangan panas dalam operasi pemotongan
- Deformasi akibat gaya penjepit selama operasi pemesinan
Oleh karena itu, sangat penting untuk mengontrol deformasi ini untuk memastikan pemesinan paduan aluminium berkualitas tinggi. Oleh karena itu, kami akan mengklasifikasikan dan mendiskusikan berbagai tindakan di bagian berikut.
Langkah-Langkah untuk Mengurangi Deformasi Pemesinan Aluminium

Dengan pengalaman luas dalam industri pemesinan, izinkan kami memandu Anda melalui langkah-langkah penting untuk mengurangi deformasi pemesinan khusus untuk paduan aluminium. Langkah-langkah tersebut terdiri dari aspek teknologi, pemilihan peralatan mesin CNC, pengaturan parameter mesin yang sesuai, pemilihan perkakas, metode penjepitan, dan keterampilan operator yang dibutuhkan.
Pengurangan tegangan internal pada potongan logam
Seperti dibahas sebelumnya, ketidakstabilan dimensi sangat bergantung pada tegangan internal dan tidak ada kekuatan eksternal yang terlibat. Untuk menghilangkan tegangan internal, metode yang paling umum digunakan untuk paduan aluminium adalah perlakuan getaran dan penuaan alami atau buatan dari benda kerja. Menurut Buku Pegangan ASM, tiga metode dapat digunakan untuk menghilangkan stres.
Yang pertama melibatkan deformasi plastis material secara terkendali menggunakan beban tekan atau tarik. Metode ini hanya berlaku untuk tempa die terbuka. Metode kedua melibatkan perawatan termal seperti perawatan di bawah nol atau stabilisasi dingin di mana material terkena suhu siklik antara -73 hingga 100 derajat Celcius. Ini membantu mengurangi tekanan internal hingga 25%. Metode terakhir yang direkomendasikan adalah menggunakan pendinginan menanjak di mana blanko didinginkan hingga -273 derajat Celcius dan kemudian dipanaskan dengan cepat oleh aliran uap panas.
Peningkatan kemampuan pemotongan alat
Pilihan parameter perkakas yang tepat berdampak langsung pada kualitas gaya potong dan jumlah pembuangan panas. Oleh karena itu, mari kita lihat parameter geometris yang penting terlebih dahulu diikuti dengan pilihan struktur pahat yang sesuai.
Parameter Geometris
- Alat untuk pemesinan paduan aluminium harus digiling dengan benar. Ini memungkinkan lebih banyak sudut menyapu belakang dan samping. Sudut rake yang lebih besar harus digunakan untuk alat yang dimaksudkan untuk sentuhan akhir. Selain itu, sudut rake yang lebih besar juga bermanfaat untuk pemesinan paduan aluminium yang lebih lunak karena sudut rake yang lebih besar berarti tepi pemotongan perkakas yang lebih tajam. Sudut rake yang lebih kecil bermanfaat untuk pemotongan kasar atau pemotongan dalam dan laju umpan yang tinggi. Sudut penggaruk bervariasi dari 0 hingga 40 derajat dan tidak boleh negatif.
- Jumlah sudut belakang harus selalu besar karena secara langsung berdampak pada keausan permukaan pisau belakang serta kualitas permukaan akhir. Sudut belakang tergantung pada jumlah laju umpan dan kedalaman pemotongan. Jika ada kebutuhan untuk pemotongan kasar dan kecepatan makan yang tinggi, sudut belakang harus lebih kecil. Namun, dalam operasi pemesinan aluminium CNC presisi, ada kebutuhan untuk mengurangi deformasi elastis dan memastikan lebih sedikit gesekan antara permukaan pemotong dan benda kerja untuk menghasilkan penyelesaian permukaan yang tinggi. Untuk ini, besar sudut belakang harus selalu sebesar mungkin.
- Perlu untuk memahami pentingnya sudut jarak bebas untuk memfungsikan alat dengan benar. Jika sudut jarak bebas sangat kecil, tumit (sisi) pahat akan dapat bergesekan dengan benda kerja dan karenanya menyebabkan panas hilang. Sebaliknya, sudut jarak bebas yang besar akan menyebabkan pahat menembus terlalu dalam ke benda kerja dan menyebabkan gertakan. Oleh karena itu, pemilihan sudut clearance perlu optimal. Di sebagian besar aplikasi, sudut antara 6 hingga 10 derajat adalah optimal.
- Terakhir namun tidak kalah pentingnya dalam parameter geometris adalah sudut spiral. Untuk memastikan penggilingan yang mulus dan untuk mengurangi gaya penggilingan yang diperlukan untuk suatu aplikasi, sudut spiral harus sebesar mungkin.
Peningkatan metode penjepitan benda kerja
Ada dua cara untuk menjepit benda kerja aluminium dengan lebih baik. Dalam hal bagian silinder berdinding tipis, penjepitan dengan chuck pemusatan otomatis tiga cakar menyebabkan deformasi. Oleh karena itu, metode kompresi wajah akhir sangat berguna dalam kasus ini. Wajah ujung dikompresi dengan pelat penutup dan dikencangkan dengan mur. Ini memungkinkan akurasi pemesinan yang memuaskan.
Metode kedua berlaku untuk benda kerja pelat berdinding tipis. Ini melibatkan penggunaan cangkir hisap untuk mendapatkan pemerataan kekuatan penjepit bersama dengan pelat tipis. Metode tambahan adalah dengan menggunakan media cair untuk menghindari deformasi dengan menjepit. Misalnya, urea cair dengan 3 hingga 6% kalium nitrat dapat dituangkan ke benda kerja. Alkohol atau air dapat membilas bagian terakhir untuk memastikan media cair tercuci bersih sepenuhnya.
Struktur Alat
- Pengurangan jumlah gigi pemotong frais penting untuk pemesinan aluminium. Hal ini disebabkan tingkat plastisitas aluminium yang tinggi yang akibatnya berarti deformasi yang lebih besar selama operasi pemesinan. Keripik aluminium memiliki elemen lengket yang menyebabkannya mengganggu produksi bagian halus dengan toleransi yang diinginkan. Peningkatan jarak antara ujung tombak memungkinkan chip yang lebih besar untuk keluar.
- Sangat penting untuk menjaga kekasaran mata potong kurang dari 0,4 m dan untuk memproses mata potong dengan operasi penggilingan yang tepat. Ini akan menghilangkan semua gerinda yang tidak perlu yang pada akhirnya akan mengurangi pembuangan panas dan pemotongan deformasi.
- Penggantian atau perbaikan alat harus dilakukan sesuai standar. Oleh karena itu, ketika nilai kekasaran permukaan melebihi 0,2 mm dan ketika nilai suhu pemotongan melebihi 100 derajat Celcius, pahat harus diganti atau diisi ulang.
Kiat untuk operator pemesinan
Pentingnya keterampilan operator pemesinan tidak dapat diabaikan. Inilah sebabnya mengapa penyedia layanan pemesinan aluminium CNC yang kredibel dapat membuat perbedaan besar meskipun menggunakan parameter perkakas dan benda kerja yang sama. Mari kita lihat apa yang perlu dipertimbangkan operator selama pemesinan CNC paduan aluminium:
- Operator yang ahli harus memiliki pengetahuan yang cukup tentang perhitungan kecepatan dan kecepatan umpan. Kisaran laju dan kecepatan umpan jauh lebih sempit untuk paduan aluminium daripada bahan lainnya. Pemotongan aluminium membutuhkan kecepatan spindel yang tinggi tetapi laju umpan tergantung pada persyaratan. Kecepatan spindel yang lebih cepat memungkinkan bit berdiameter lebih kecil. Oleh karena itu, operator yang terampil harus memiliki pengalaman dalam penggunaan formula yang sesuai untuk laju umpan dan kecepatan spindel yang disesuaikan untuk pemesinan aluminium.
- Pemesinan aluminium membutuhkan pendekatan yang lambat dan mantap. Godaan untuk memprogram mesin CNC dengan pemotongan yang lebih dalam untuk meningkatkan produktivitas mungkin bertentangan dengan aluminium. Membersihkan kepingan aluminium yang lengket menjadi tugas yang berat dan juga berarti permukaan akhir yang buruk karena gerinda. Operator mesin CNC yang baik akan selalu bergerak dengan sabar untuk hasil yang lebih baik. Dia akan melakukan perhitungan yang tepat untuk kedalaman pemotongan yang ideal per lintasan.
- Perhatian khusus pada penggunaan cairan pendingin diperlukan atas nama operator. Selain itu, pra-pemrosesan dan pasca-pemrosesan benda kerja diperlukan dan operator harus sabar dan berhati-hati untuk menunjukkan kekurangan kecil pada bagian jadi untuk menjaga kredibilitas penyedia layanan pemesinan yang baik.
Kesimpulan
Kami berharap panduan lengkap namun ringkas tentang pemesinan aluminium ini akan membantu pengetahuan teknis Anda sehingga saat berikutnya Anda mendapatkan suku cadang aluminium apa pun yang dikerjakan, Anda dapat mendiskusikan setiap aspek secara teknis dari penyedia layanan pemesinan Anda dengan sangat efektif.


