Cara Menghemat Waktu Saat Memasang Rahang pada Chuck Tiga Rahang
Chuck tiga rahang adalah salah satu perangkat workholding yang paling sering digunakan pada pusat pembubutan CNC. Dua metode umum untuk memasang perkakas atas (biasanya rahang keras atau lunak) ke rahang master chuck adalah sistem ganti cepat dan mur tee.
Apa saja metode pemasangan rahang?
Sistem perubahan cepat menyederhanakan pelepasan dan pemasangan setiap rahang dengan setengah putaran kunci attachment tetapi menyisakan jarak pitch yang besar di antara gerigi. Hal ini menimbulkan masalah untuk penempatan rahang yang tepat dan seringkali membutuhkan lebih banyak pemindahan material saat mengebor rahang lunak.
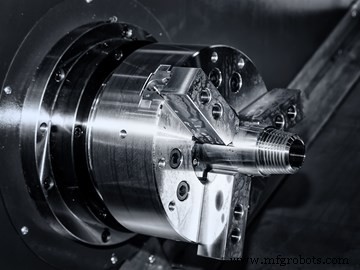
Kredit foto:Getty Images
Menggunakan mur tee membutuhkan satu mur per rahang dan mengamankan masing-masing dengan dua sekrup tutup kepala soket. Pitch gerigi dengan metode ini lebih kecil, memungkinkan resolusi penempatan yang lebih baik. Tetapi karena nadanya sangat kecil dan ada banyak gerigi di rahang master, mungkin sulit bagi operator untuk menempatkan ketiga rahang pada gerigi yang benar pada percobaan pertama. Karena proses ini juga memerlukan pengencangan enam sekrup, penempatan rahang bisa menjadi membosankan dan memakan waktu.
Jika rahang master chuck tiga rahang memiliki gerigi halus, dan jika setiap rahang diamankan dengan dua sekrup tutup kepala soket, maka pemasangan rahang kemungkinan akan memakan waktu lebih lama dari yang seharusnya—terutama untuk operator tingkat pemula. Waktu diperparah jika tidak ada yang mendokumentasikan posisi pemasangan rahang setelah rahang akhirnya berada dalam gerigi yang benar, operator harus mengulangi tugas yang membosankan ini setiap kali mereka menjalankan pekerjaan.
Teknik pemosisian yang dijelaskan di bawah ini paling cocok untuk rahang khusus. Ini adalah rahang yang digunakan untuk pekerjaan berulang. Setelah menyelesaikan proses produksi, rahang khusus disisihkan sampai pekerjaan dijalankan kembali.
Cara meningkatkan akurasi pemasangan
Penunjuk laser berbiaya rendah dan berkualitas tinggi dapat merampingkan proses pemasangan rahang. Sinar halus penunjuk laser menghasilkan titik kecil yang menargetkan lokasi di mana operator harus memasang setiap rahang. Ini membuat operator tidak perlu menghitung gerigi, dan tidak perlu menebak-nebak.
Oleh karena itu, operator juga harus menemukan cara untuk memasang penunjuk laser dengan benar di turret alat berat sehingga mengarah sepanjang sumbu Z ke arah chuck. Salah satu metode untuk memasang penunjuk laser bundar adalah dengan menempatkannya di lubang dudukan batang bor, meskipun ini mengharuskan operator untuk mendedikasikan stasiun turret hanya untuk penunjuk laser. Dalam situasi ini, menyimpan laser di turret secara permanen akan menghemat waktu sambil mengurangi penggantian dan pelepasan kapan pun toko Anda membutuhkan laser. Namun, operator perlu melindungi laser dari cairan pendingin dan serpihan yang dihasilkan oleh eksekusi program.
Cara mengkalibrasi laser
Setelah memasang penunjuk laser, operator harus mengkalibrasi lokasinya ke posisi rahang yang diinginkan. Salah satu cara untuk melakukannya adalah dengan memasang set rahang secara normal dan dengan rahang terpasang, operator dapat memantau register sumbu X dari halaman posisi “Mesin” FANUC CNC—atau yang setara pada mesin pabrikan lain—untuk mempelajari Lokasi sumbu X dari posisi referensi mesin.
Untuk akurasi terbaik, operator harus menutup rahang (ke dalam untuk penjepitan eksternal) dan menyalakan penunjuk laser. Menggunakan roda tangan mesin harus membawa sumbu X ke lokasi di mana sinar laser tepat di permukaan penjepit rahang. Pada titik ini, register sumbu X dari halaman posisi "Mesin" harus menampilkan jarak (diameter) dari titik referensi sumbu X. Untuk contoh kita, kita akan mengatakan register sumbu X menunjukkan nilai -8,3735 in. Tambahkan perintah ini ke program CNC untuk menyimpan posisi untuk digunakan nanti (dan pastikan untuk menyimpan program ini untuk mengingat perintah yang ditambahkan):
- .
- .
- N450 M30 (Akhir dari program pemesinan)
- N999 (Urutan khusus untuk memposisikan penunjuk laser)
- G28 U0 (Pindahkan mesin ke posisi referensi sumbu X)
- U-8.3735 (Pindahkan penunjuk laser ke posisi pemasangan rahang)
- M30 (Akhir dari urutan khusus)
Saat berikutnya operator menjalankan pekerjaan, mereka akan memindai ke urutan N999 dan menjalankan program dari sana. Mesin akan secara otomatis membawa penunjuk laser ke posisi pemasangan rahang dan berhenti.
Sebagai alternatif, operator dapat mengkalibrasi penunjuk laser dengan memprogram sinar untuk bergerak ke diameter pemasangan rahang yang diinginkan sebelum memasang rahang. Dalam metode ini, operator harus menentukan diameter di mana sinar laser mengarah ketika berada pada posisi referensi sumbu X, kemudian menghitung diameter pemasangan rahang (dengan rahang dalam posisi dijepit). Operator perlu mengetahui pukulan rahang untuk memastikan rahang menjepit bagian pada titik tengah. Dengan diketahuinya kedua diameter, mengurangkan diameter pemasangan rahang dari diameter posisi referensi akan memberikan nilai kata-U dalam urutan khusus yang ditunjukkan di atas (meskipun kata-U akan negatif).


