Metode Pembuatan Batang Titanium

Metode Pembuatan Batang Titanium
Batang titanium dan palang bundar terbuat dari bahan tahan korosi yang memiliki salah satu rasio kekuatan-terhadap-berat tertinggi di antara semua logam. Karena ketahanan aus, ketahanan korosi, ketahanan suhu tinggi, dan sifat non-magnetik batang titanium, digunakan di bagian utama peralatan, badan poros, bagian padat, poros pencampur, dll.
Metode Pembuatan Batang Titanium
Karakteristik Batang Titanium
Selain itu, batang titanium memiliki karakteristik kekuatan tinggi, ketangguhan yang baik, modulus elastisitas rendah, kompatibilitas dengan tubuh manusia, dan banyak digunakan dalam industri medis.
Bahan tempa dari batang titanium terutama adalah titanium murni dan paduan titanium dari berbagai komposisi, dan keadaan asli bahan tersebut adalah batang titanium , batang titanium , bubuk logam, dan logam cair.
Perbandingan luas penampang logam sebelum deformasi dengan luas penampang setelah deformasi disebut rasio penempaan. Pemilihan rasio penempaan yang tepat, suhu pemanasan dan waktu penahanan yang wajar, suhu penempaan awal yang wajar, dan suhu penempaan akhir, deformasi yang wajar, dan kecepatan deformasi terkait erat dengan peningkatan kualitas produk dan pengurangan biaya.
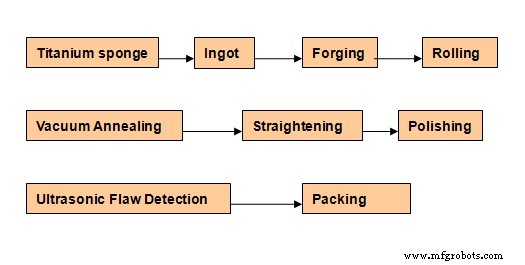
proses batang titanium
Umumnya, tempa berukuran kecil dan sedang menggunakan bilah bulat atau persegi sebagai kosong. Jika struktur butir dan sifat mekanik batang seragam dan bagus, bentuk dan ukurannya akurat, dan kualitas permukaannya bagus, akan lebih mudah untuk produksi massal. Selama suhu pemanasan dan kondisi deformasi dikontrol dengan benar, tempa berkualitas tinggi dapat ditempa tanpa memerlukan deformasi tempa yang besar.
Di pesawat, paduan titanium terutama digunakan untuk memproduksi anggota kekuatan utama seperti gelagar, roda pendarat, hub, dan sambungan. Paduan titanium terutama digunakan untuk membuat cincin adaptor, kipas pengikis, cakram kompresor, dan bilah pada mesin.
Bagaimana Cara Mengurangi Tekanan Tempa?
Jika metode penempaan konvensional digunakan dalam pemrosesan batang paduan titanium karena kisaran suhu penempaan hanya sekitar 100 derajat Celcius, gaya gangguan deformasi meningkat tajam dengan penurunan suhu billet selama proses penempaan, dan diperlukan mesin tempa tonase yang besar.
Untuk menghasilkan segmen batang titanium, hanya perlu menggunakan sham sekunder tunggal untuk mengurangi tekanan tempa. Hasilnya mudah dipindahkan ke tepi gelombang kekuatan tinggi di tengah, yang meningkatkan kesulitan mengisi gluten tinggi.

batang paduan titanium
Untuk tujuan ini, langkah-langkah proses yang efektif diperlukan, seperti meningkatkan suhu pemanasan silang palang untuk mengurangi penurunan suhu; menggunakan pelumas kaca untuk mencegah kontaminasi permukaan dan meningkatkan aliran logam. Hal ini efektif untuk menambahkan bos proses positioning. Api pertama digunakan untuk menempa kulit dengan dua api, dan alur kekuatan tinggi diatur pada cetakan bawah dengan bos pemosisian.
Dengan menggunakan posisi bos, waktu untuk logam yang mengisi bagian bergluten tinggi untuk menyentuh dinding cetakan sangat berkurang, efek pendinginan cetakan diperlambat, dan properti pengisian batang titanium ditingkatkan. Pada palu 25t-m, batang titanium dari pesawat "persegi" dengan panjang 1395mm dan area proyeksi 0,2 meter persegi dapat berhasil ditempa.
Pemolesan Elektrokimia
Bilah titanium pengolahan dan penggulungan adalah tujuan untuk mendapatkan penampilan yang cerah dengan menggiling bagian dan bahan abrasif dalam asam encer atau alkali encer dengan pengemulsi (atau penghambat korosi) dan mengikuti putaran drum. Sangat cocok untuk penanganan bagian-bagian kecil dan sulit untuk memoles dan memoles bagian. Pemilihan standar rolling yang tepat meningkatkan produktivitas dan kualitas.

batang titanium
1. Bentuk Drum
Bentuk drum mencakup lingkaran, segi enam, segi delapan, dll., dan kegunaan poligonnya bagus. Ini karena jari-jari dinding laras tidak sama dengan sumbu, dan ada sudut pandang tertentu, sehingga bagian yang digulung mudah diubah orientasinya, waktu tumbukan timbal balik meningkat, penggilingan seragam, dan efisiensi tinggi sehingga momen rolling dapat dipersingkat.
2. Tangga nada Drum
Panjang drum pola adalah 600-800 mm. Pola kedua adalah 800-1500 mm, yang biasanya lebih baik. Ini karena tekanan dan gesekan bagian-bagian dalam drum besar, sehingga jumlah pemotongan juga meningkat. Namun, untuk bagian yang mengalami tekanan dan deformasi, roller kecil dapat digunakan dan panjang roller dapat ditingkatkan.
1) Data Rol
Ada hubungan langsung antara kecepatan putaran drum dan jumlah gesekan bagian, yaitu, semakin cepat kecepatan putaran, semakin besar pemotongan logam penampilan. Namun, ketika kecepatan melebihi batas atas tertentu, itu akan jatuh. Ketika kecepatan rotasi terlalu cepat, gaya sentrifugal bagian dalam drum meningkat, dan gaya gesekan berkurang. Kecepatan biasanya dikontrol pada 45r/menit.
2) Rolling Abrasives Dan Solusinya
Abrasive penggulung termasuk batu apung, kuarsa, sudut granit, cangkang, serbuk besi, dan serpihan keramik. Ukuran partikel abrasif harus lebih besar atau lebih kecil dari setiap lubang elemen. Jumlah isi drum juga merupakan faktor penting yang mempengaruhi kualitas permukaan pertanian bagian tersebut. Jumlah drum di dalamnya biasanya 70% dari volume drum. Untuk batang titanium yang lebih berat untuk mesin bagian titanium atau bagian berulir, pemuatan harus dikontrol pada 80% -90%.
Solusi dalam drum harus ditambahkan ke sekitar 95% volume drum. (Catatan:Saat menambahkan larutan asam ke drum, air harus ditambahkan terlebih dahulu, lalu tambahkan asam untuk menghindari korosi pada bagian selama proses penggulungan karena bertambahnya waktu dan penurunan konsentrasi larutan internal secara bertahap)
Oleh karena itu, pada interval tertentu, konsentrasi larutan harus diubah dan diganti, dan waktu penggulungan tidak boleh terlalu lama, jika tidak, bagian-bagiannya akan rusak. Yaitu, menggunakan sikat untuk menghilangkan gerinda, dahak, sisa minyak, dan lumpur korosi pada bagian luar bagian, dan membuat bagian tersebut memiliki kilau tertentu. Harus ditunjukkan bahwa bagian yang elastis, kaku, atau berdinding tipis harus dilepas tepat waktu setelah penggulungan berakhir. Jika tidak, akan menyebabkan perembesan hidrogen atau korosi berlebih sebagian.
Kesimpulan
Terima kasih telah membaca artikel kami dan kami harap artikel ini dapat membantu Anda untuk lebih memahami metode pembuatan batang titanium . Jika Anda ingin tahu lebih banyak tentang batang titanium , Anda dapat mengunjungi Logam Tahan Api Lanjutan (LENGAN )untuk informasi lebih lanjut.
Berkantor pusat di Lake Forest, California, AS, Logam Tahan Api Tingkat Lanjut (LENGAN ) adalah produsen &pemasok logam tahan api terkemuka di seluruh dunia dan menyediakan logam tahan api berkualitas tinggi kepada pelanggan seperti tungsten, molibdenum, tantalum, renium, titanium, dan zirkonium dengan harga yang sangat kompetitif.


