Mendukung dalam Pencetakan 3D:Tinjauan teknologi
Pengantar
Karena bagian cetakan 3D dibuat lapis demi lapis, diperlukan lapisan sebelumnya untuk dibuat. Tergantung pada teknologi Pencetakan 3D tertentu dan kompleksitas model 3D, ini dapat berarti bahwa pencetakan 3D memerlukan struktur pendukung.
Saat mempertimbangkan teknologi apa yang akan digunakan untuk mencetak model 3D, penting untuk mempertimbangkan struktur pendukung dan bagaimana pengaruhnya terhadap hasil akhir. Struktur pendukung akan berdampak pada permukaan akhir karena memerlukan pekerjaan pasca-pemrosesan untuk dihilangkan, yang mengakibatkan noda atau kekasaran permukaan.
Artikel ini membahas dukungan, bagaimana dukungan diterapkan untuk setiap teknologi pencetakan 3D, dan bagaimana penggunaan dukungan dapat memengaruhi proses pengambilan keputusan desain.
Dukungan di FDM
Fused Deposition Modeling (FDM) mengekstrusi filamen yang meleleh ke permukaan build di sepanjang jalur yang telah ditentukan. Saat material diekstrusi, ia mendingin, membentuk permukaan padat yang menyediakan fondasi untuk lapisan material berikutnya yang akan dibangun. Ini diulangi lapis demi lapis sampai objek selesai.
Kapan dukungan dibutuhkan di FDM?
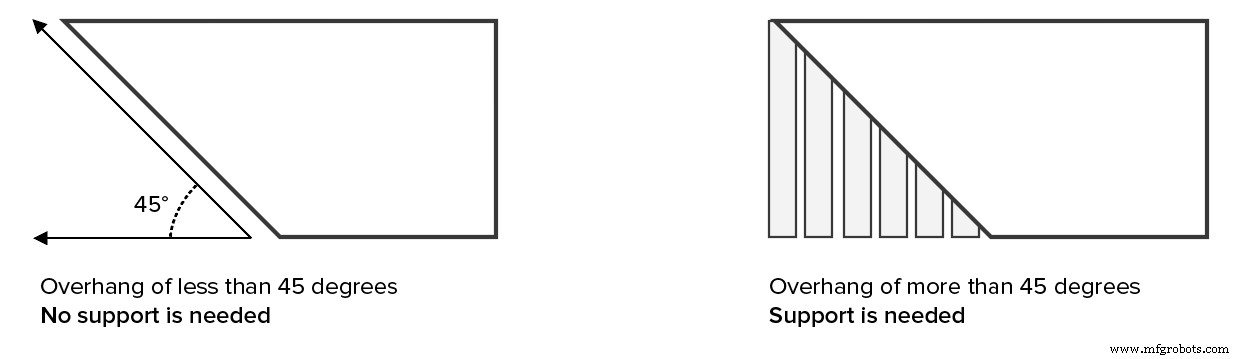
Dengan pencetakan FDM, setiap lapisan dicetak sebagai satu set benang filamen yang dipanaskan yang menempel pada benang di bawah dan di sekitarnya. Setiap utas dicetak sedikit diimbangi dari lapisan sebelumnya. Hal ini memungkinkan model dibuat hingga sudut 45°, memungkinkan cetakan meluas melebihi lebar lapisan sebelumnya.
Ketika fitur dicetak dengan overhang melebihi 45°, fitur tersebut dapat melorot dan memerlukan bahan pendukung di bawahnya untuk menahannya. Informasi lebih lanjut tentang overhang dan FDM dapat ditemukan di sini.
Menjembatani vs dukungan
Ada pengecualian untuk aturan ini:
Bahan panas dapat diregangkan jarak pendek antara dua titik dalam metode yang dikenal sebagai bridging. Menjembatani memungkinkan bahan dicetak tanpa penyangga dan dengan sedikit melorot. Jika panjang jembatan lebih dari 5 mm, umumnya, dukungan diperlukan untuk memberikan permukaan akhir yang akurat.
Informasi lebih lanjut tentang bridging dan FDM dapat ditemukan di sini.
ABC (atau YHT) dukungan FDM
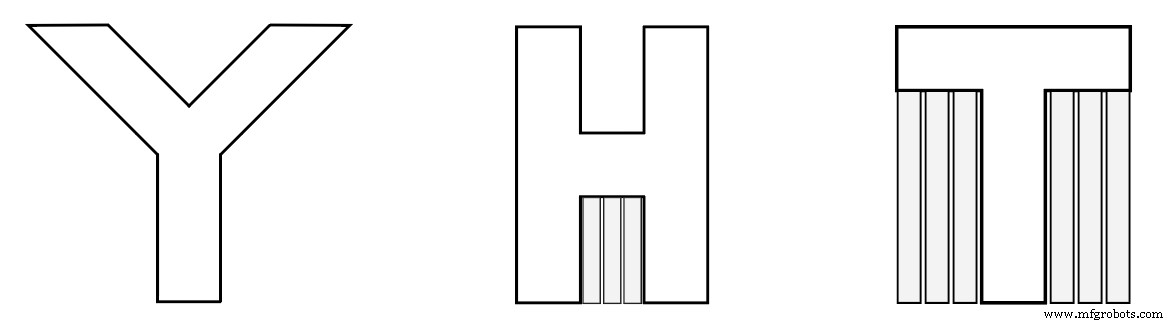
Pertimbangkan huruf Y, H, dan T, dan satu set model 3D terkait.
- Lengan model huruf Y bisa diprint dengan mudah. Meskipun lengan Y terentang, karena memanjang pada 45 derajat atau kurang, mereka tidak memerlukan dukungan.
- Huruf H sedikit lebih rumit tetapi jika jembatan tengah di bawah 5mm, dapat dicetak tanpa penyangga atau kendur. Lebih dari 5mm dan dukungan akan diperlukan. Untuk contoh ini, jembatan tengah lebih dari 5mm dan diperlukan dukungan.
- Huruf T membutuhkan dukungan untuk lengan surat. Lengan luar tidak perlu dicetak dan bahan akan jatuh begitu saja tanpa penyangga.
Gambar di bawah mengilustrasikan YHT dengan material pendukung yang ditampilkan dalam warna abu-abu muda.
Berikut adalah tampilan YHT saat dicetak. Gambar di bawah ini sekarang menunjukkan hasil dari T yang dicetak tanpa dukungan. Permukaan memiliki kendur yang signifikan dan akan membutuhkan banyak pasca-pemrosesan untuk dibersihkan.


Kelemahan bahan pendukung FDM
Salah satu batasan penggunaan dukungan dalam pencetakan FDM adalah bahwa pasca-pemrosesan selalu diperlukan, yang mengakibatkan bekas atau kerusakan pada permukaan yang bersentuhan dengan dukungan.
Masalah lainnya adalah lapisan yang dicetak pada penyangga akan kurang sempurna karena penyangga akan sedikit kurang stasioner dibandingkan lapisan padat.
Dukungan juga bisa sulit dihilangkan dari fitur kecil dan rumit tanpa merusak modelnya.
Selain itu, dukungan membutuhkan bahan cetak tambahan dan karenanya menimbulkan biaya tambahan. Dukungan juga perlu dihapus, menciptakan lebih banyak pekerjaan untuk penyedia layanan pencetakan 3D yang juga dapat meningkatkan total biaya pekerjaan cetak.

Berapa banyak dukungan yang dibutuhkan untuk pencetakan FDM saya?
Contoh lengkungan di bawah ini hanya memerlukan sejumlah dukungan terbatas yang ditempatkan di lokasi yang benar agar dapat dicetak secara akurat.

“Bola dalam Kubus” yang ditunjukkan di bawah ini adalah contoh yang membutuhkan banyak dukungan.
Penghapusan penyangga dalam contoh ini rumit dan melibatkan pelepasan setiap elemen penyangga dengan tang berujung jarum sambil mencoba membatasi kerusakan pada permukaan di sekitar penyangga. Pengamplasan atau menghaluskan permukaan setelah melepas penyangga juga sangat sulit.
Tanpa bahan pendukung, model ini tidak dapat dicetak dalam FDM tanpa mengurangi kualitas dan akurasi. Dalam hal ini - terlepas dari biaya tambahan dan waktu pencetakan - bahan pendukung tambahan yang digunakan sangat penting untuk dapat menyelesaikan pencetakan.

Dua jenis dukungan FDM
Metode pencetakan FDM menggunakan dua jenis dukungan:
- Yang pertama, semacam akordeon datar, atau kisi, adalah yang paling umum dan paling cocok untuk sebagian besar cetakan FDM.
- Tipe lainnya adalah dukungan 'seperti pohon' dan lebih disukai oleh beberapa printer. Metode dukungan ini kurang populer, namun memiliki sedikit kontak dengan permukaan cetak yang dapat menghasilkan pemrosesan akhir permukaan yang lebih baik.
Operator printer biasanya akan menentukan jenis dukungan yang paling sesuai dengan aplikasi Anda dan dengan demikian meminimalkan dampak estetika pada desain Anda.
Penasaran dengan biaya dan pilihan material untuk FDM?
Dapatkan penawaran instanLihat semua materi FDM 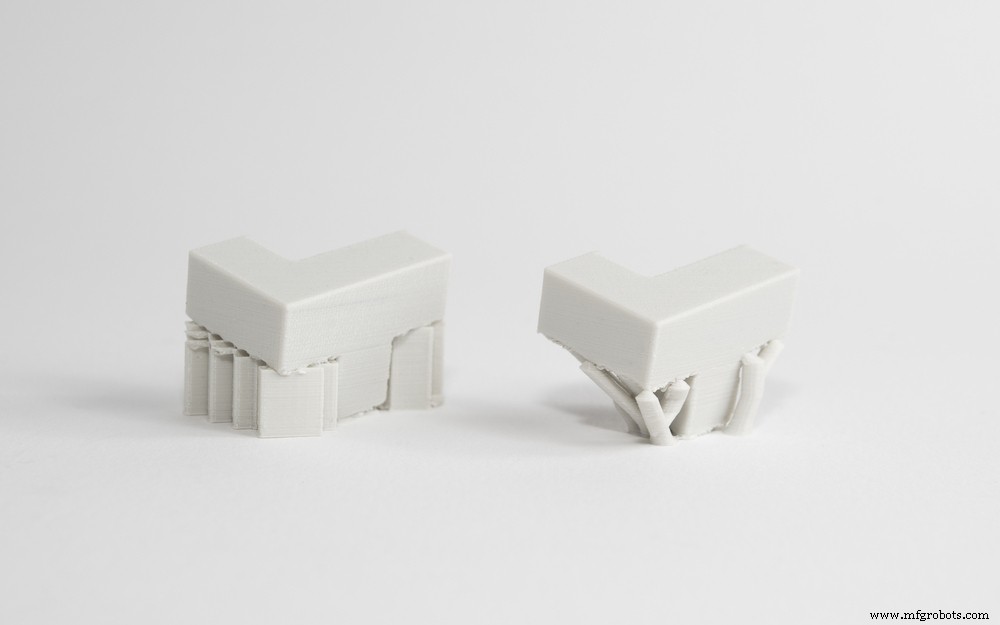
Dukungan yang tidak dapat diselesaikan
Pada printer yang disetel dengan baik dengan dua kepala cetak, bahan pendukung dapat dicetak dengan bahan yang dapat larut yang tidak terlepas dari bagiannya tetapi larut dalam larutan kimia yang tidak mempengaruhi bahan utama model yang dicetak.
Ini akan menghasilkan permukaan akhir yang lebih baik di mana penyangga bersentuhan dengan bahan utama tetapi bisa menjadi solusi yang mahal dan memakan waktu.
Contohnya adalah mesin Ultimaker 3, yang menggunakan dukungan yang dicetak dalam PVA yang mudah larut setelah pencetakan. Semua mesin FDM industri menggunakan dukungan yang dapat dilarutkan.
Struktur dukungan SLA &DLP
Stereolithography (SLA) dan Digital Light Processing (DLP) membuat objek cetak 3D dari resin cair (fotopolimer) dengan menggunakan sumber cahaya untuk memadatkan bahan cair.
Tergantung pada jenis printer yang tepat, ini berarti bahwa model ditarik keluar dari tong berisi bahan cair karena dipadatkan oleh sumber cahaya melalui jendela tembus di bagian bawah (bottom-up), atau tenggelam ke dalam cairan karena lapisan atas diperlakukan oleh sumber cahaya dari atas (top-down).
Kapan dukungan diperlukan di SLA &DLP?
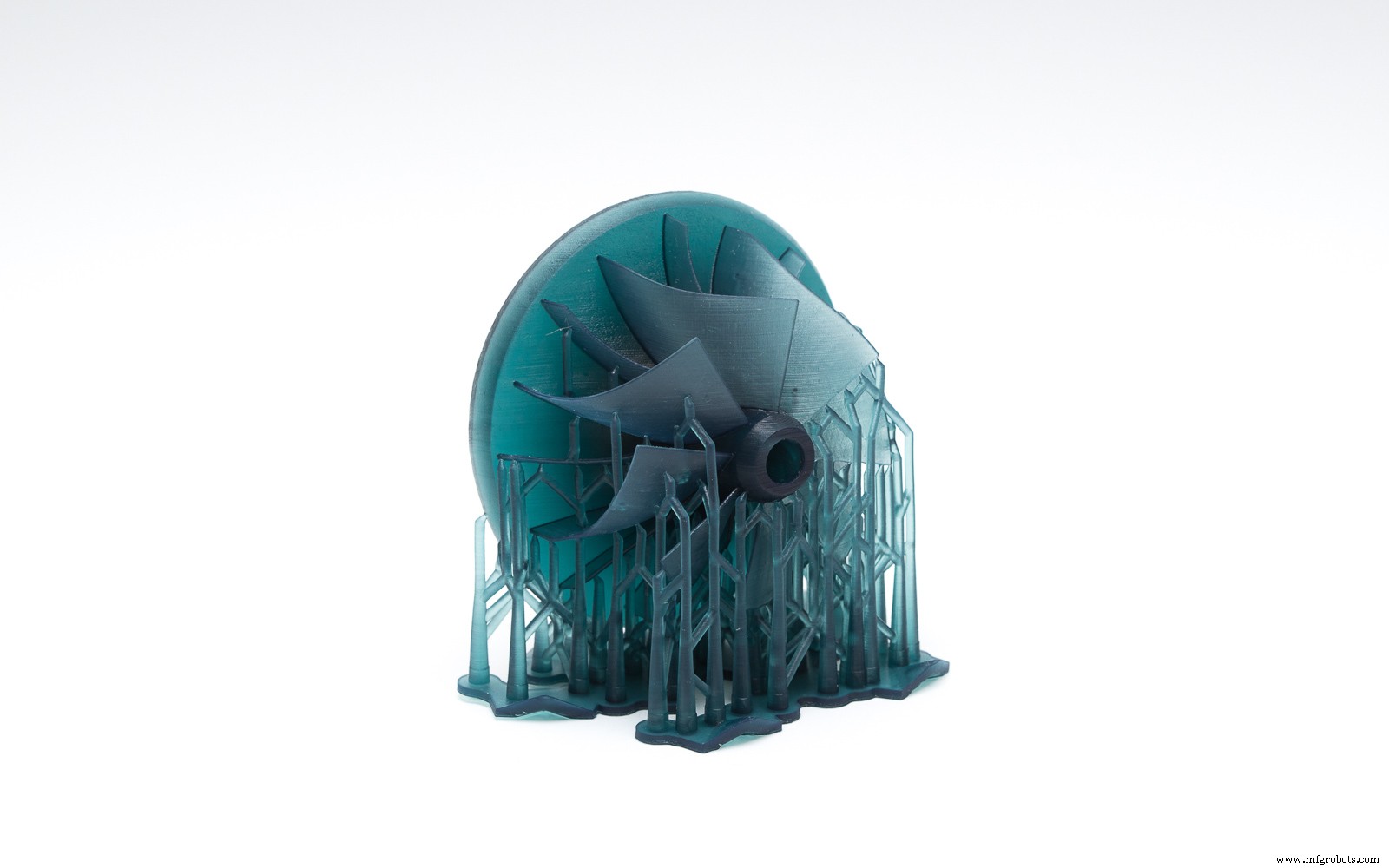
Untuk memastikan bahwa cetakan menempel pada platform cetak dan tidak mengambang di tong, printer SLA dan DLP memerlukan penggunaan dukungan di hampir semua kasus.
Struktur pendukung dari printer ini terlihat seperti rusuk tipis, dengan hanya ujung kecil yang benar-benar menyentuh model untuk menghemat bahan dan waktu pencetakan. Jumlah penyangga, lokasinya, di mana ia menyentuh model dan strukturnya dihitung oleh perangkat lunak dan bergantung pada bentuk, orientasi, dan berat bagian yang dicetak.
SLA dan DLP adalah beberapa teknologi paling akurat, yang mampu mencetak objek terkecil dan paling rumit sekalipun dengan detail akurat. Dengan pasca-pemrosesan yang tepat, penggunaan dukungan tidak memengaruhi kualitas cetakan.
Menghapus materi pendukung dari cetakan SLA &DLP
Pertama, Isopropil Alkohol (IPA) digunakan untuk mencuci resin cair dari bagian Anda yang sudah selesai. Struktur pendukung dapat dipatahkan dari permukaan model atau dilepas menggunakan tang. Tempat di mana penyangga bersentuhan dengan objek kemudian diampelas untuk menghilangkan bekas yang tersisa.

Pertimbangan Desain untuk dukungan di SLA &DLP
Orientasi bagian memainkan peran penting di lokasi dukungan untuk pencetakan SLA dan DLP. Dengan mengubah orientasi bagian, jumlah dukungan (dan karena itu biaya pencetakan) dapat dikurangi secara drastis.
Orientasi juga memainkan peran penting di mana dukungan akan ditempatkan. Jika penampilan estetis suatu permukaan pada suatu komponen adalah yang terpenting, mengorientasikan bagian tersebut sehingga hanya ada sedikit atau tidak ada dukungan yang bersentuhan dengan area itu juga bisa menjadi pilihan.
Untuk cetakan kompleks dengan jumlah detail yang tinggi dan banyak fitur tipis atau rumit yang membagi hasil cetak menjadi beberapa bagian terpisah dan kemudian menyatukannya (melalui sambungan snap-fit, bagian yang saling terkait, atau perekat) juga dapat meningkatkan kualitas dan tampilan cetakan.
Penasaran dengan biaya dan pilihan material SLA/DLP yang tersedia?
Dapatkan penawaran instanLihat semua materi SLA 
Struktur pendukung pengaliran material
Teknologi Material Jetting (Stratasys PolyJet dan 3D Systems MultiJet Modeling) mirip dengan pencetakan inkjet, tetapi alih-alih menyemprotkan tetesan tinta ke kertas, printer 3D ini menyemprotkan lapisan photopolymer cair ke baki build dan menyembuhkannya secara instan menggunakan sinar UV.
Kapan dukungan diperlukan dalam Pengaliran Material?
Printer ini memerlukan penggunaan bahan pendukung dalam semua kasus di mana ada bagian yang menjorok, terlepas dari sudutnya. Dukungan larut dalam air atau dihilangkan selama pasca-pemrosesan menggunakan tang, pengaliran air, rendaman ultrasonik, dan peledakan pasir.
Tidak seperti FDM, dukungan untuk teknologi ini sama sekali tidak merusak tampilan, kualitas permukaan, atau sifat teknis cetakan. Setelah pasca-pemrosesan yang tepat, hampir tidak mungkin untuk membedakan bagian yang ditutupi dengan dukungan dari sisa cetakan.

Pertimbangan Desain untuk dukungan dalam Pengaliran Material
Karena perkakas listrik (waterjet, sandblaster) yang digunakan selama pemrosesan pasca, bagian model yang rumit dapat rusak atau bengkok. Pastikan untuk mengikuti aturan Pengaliran Bahan untuk menghindari masalah apa pun. Jika model Anda memiliki bagian yang rumit dan kabel tipis, pencetakan SLS direkomendasikan sebagai gantinya.
Struktur dukungan SLS
Selective Laser Sintering (SLS) memadukan bahan bubuk dalam ruang menggunakan laser.
Untuk SLS tidak perlu struktur pendukung karena bedak bertindak sebagai penopang saat objek dibangun lapis demi lapis. Ini memberikan banyak kebebasan desain tetapi juga umumnya meningkatkan biaya dan waktu untuk mencetak bagian. SLS memerlukan waktu agar ruang pembuatan menjadi dingin dan pembersihan cetakan memerlukan proses penyelesaian multi-langkah, termasuk menghilangkan bedak yang tidak menyatu, biasanya dengan senapan angin.
Penasaran dengan biaya dan pilihan material yang tersedia untuk SLS?
Dapatkan penawaran instanLihat semua materi SLS 
Struktur pendukung pengaliran pengikat
Pengaliran pengikat mirip dengan SLS dalam cara printer menggunakan lapisan tipis bahan bubuk untuk membuat objek, tetapi alih-alih menggunakan laser yang menyatukan lapisan, printer ini menggunakan bahan pengikat yang diekstrusi dari nosel untuk mengikat bubuk. bersama.
Sama seperti SLS, tidak perlu struktur pendukung karena bedak bertindak sebagai penopang saat objek dibuat, tetapi pembersihan dan pemrosesan pasca cetak memerlukan proses penyelesaian multi-langkah, termasuk menghilangkan bedak yang tidak menyatu, biasanya dengan senapan angin.

Teknologi pencetakan logam menggunakan struktur pendukung untuk menjaga model tetap pada pelat dasar selama proses pembangunan di semua kasus, tetapi overhang dengan sudut lebih besar dari 35 derajat dapat dibangun tanpa dukungan. Saat dukungan diperlukan, penting untuk memastikan bahwa dukungan tersebut mudah diakses atau jika tidak, dukungan tersebut tidak dapat dihapus selama pasca-pemrosesan.
Penggunaan dukungan tidak memengaruhi kualitas cetakan dengan cara apa pun, dan dengan pemrosesan pasca yang tepat, semua tanda dapat dihilangkan dari model yang dicetak.
Penasaran dengan harga dan pilihan material yang tersedia untuk pencetakan Metal 3D?
Dapatkan penawaran instanLihat semua bahan cetak 3D Metal 
Aturan praktis
- Dukungan umumnya akan berdampak buruk pada penampilan suatu suku cadang (dengan pengecualian Pengaliran Material). Pasca-pemrosesan umumnya diperlukan untuk meningkatkan penyelesaian permukaan setelah pelepasan dukungan.
- Semakin banyak dukungan yang ditambahkan, semakin kompleks desainnya. Jumlah dukungan yang digunakan dapat dioptimalkan (orientasi bagian, tingkat akurasi yang diperlukan, dll.) untuk menurunkan biaya dan waktu cetak.
- Tabel di bawah ini merangkum apakah dukungan diperlukan untuk setiap teknologi pencetakan 3D:
| Teknologi pencetakan | Diperlukan dukungan |
| FDM | Tergantung pada geometri model |
| SLA &DLP | Selalu diperlukan |
| Pengaliran Bahan | Selalu, tapi larut |
| SLS | Tidak pernah |
| Pengaliran Pengikat | Tidak pernah |
| Pencetakan logam | Selalu |


