Apakah pencetakan 3D cepat?
Salah satu pertanyaan pertama yang kami ajukan kepada diri sendiri ketika memasuki dunia pencetakan 3D adalah “Seberapa cepat saya dapat mencetak XYZ?” Jawabannya bisa berkisar dari hanya beberapa menit hingga lebih dari 24 jam, yang jelas bukan pernyataan paling berguna yang Anda dengar dalam hidup Anda. Meskipun demikian, saya dapat menambahkan beberapa informasi berguna untuk jawaban yang biasa-biasa saja, tidak memuaskan, dan mungkin bertele-tele ini.
Waktu yang dibutuhkan printer desktop (penghobi) biasa untuk menyelesaikan model terutama bergantung pada kecepatan gerakan ekstruder, tinggi lapisan, lebar garis, persentase pengisian dan kebutuhan (atau tidak) untuk dukungan. Tak perlu dikatakan bahwa penentu yang paling penting adalah volume tipis dari objek yang ingin kita cetak.
Jika yang Anda inginkan hanyalah jawaban yang jelas dan spesifik, waktu yang diperlukan untuk mencetak Benchy 13 gram dan 15,5 cm3 kira-kira 60 menit menggunakan setelan printer rata-rata .

Bangku adalah kapal favorit yang dicetak oleh para penghobi dalam rangka tolak ukur kualitas printer. Saya bukan pengecualian, itulah sebabnya saya akan menggunakannya sebagai contoh untuk sisa artikel ini.
Sekarang Anda sudah tahu apa yang harus diberitahukan kepada teman Anda ketika mereka menanyakan berapa lama waktu yang dibutuhkan untuk mencetak perahu kecil yang acak dan tidak berguna, secara teknis kami dapat berhenti menulis/membaca artikel ini dan melanjutkan hidup kami! Dalam kasus yang tidak begitu mungkin bahwa Anda memilih untuk tinggal dan terus membaca, saya akan mencoba untuk membuat waktu Anda berharga dan memberi Anda beberapa hal lagi untuk memberitahu mereka. Biarkan kami memastikan Anda membuat mereka terdiam (atau bosan sampai mati)!
Penentu utama kecepatan pencetakan 3D
Kami akan berbicara lebih detail tentang masing-masing driver utama durasi cetak, dan jika Anda ingin menguji dampak dari masing-masing driver, Anda dapat mengunduh pemotong (seperti Ultimaker Cura). Dengan mengubah setiap parameter dan pemotongan, perangkat lunak akan menampilkan perkiraan durasi cetak. Anda bahkan tidak perlu memiliki printer 3D untuk melakukan ini.
Faktanya, mari kita buat tabel dengan durasi cetak berbeda dari Benchy ramah kita di bawah kecepatan pencetakan dan ketinggian lapisan yang berbeda! Sebagai titik awal, saya akan menggunakan pengaturan draf Cura:
Durasi pencetakan Benchy (dalam menit)
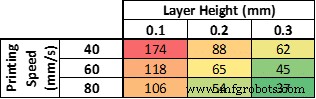
Seperti yang Anda lihat, pengaturan memainkan peran besar dalam menentukan waktu pencetakan. Dalam contoh sederhana kami, kami dapat mengharapkan untuk mendapatkan Benchy hanya dalam 37 menit atau hampir tiga jam. Perlu juga dicatat bahwa skenario pencetakan tercepat yang kami pertimbangkan harus menghasilkan Benchy yang terlihat dapat diterima.
Anda dapat melakukan hal yang sama dengan mengunduh Benchy dari Thingiverse.
Kecepatan gerakan ekstruder
Untuk alasan yang jelas, kecepatan gerakan ekstruder adalah salah satu faktor utama yang menentukan waktu keseluruhan yang dibutuhkan printer untuk mengeluarkan potongan plastik yang kita inginkan. Ini memiliki hubungan linier dengan kecepatan printer, artinya jika kita menggandakan kecepatan gerakan, kita akan mengurangi separuh waktu pencetakan kita.
Namun, tidak ada makan siang gratis di sini. Kami tidak dapat meningkatkan kecepatan pencetakan ad infinitum dan berharap perahu kecil kami tetap seindah biasanya. Tergantung pada printernya, kita dapat mengharapkan hasil yang baik dengan menyetel gerakan pada 50mm/dtk. Beberapa printer FDM kelas atas dapat mencetak pada 150mm per detik tanpa terlalu banyak penurunan kualitas cetak.
Jika Anda ingin mengetahui kecepatan maksimum yang sempurna dari printer Anda, Anda sudah memiliki alasan untuk mulai mencetak Benchy Anda sendiri. perahu. Mulai dari 35mm/s dan, jika berhasil, tingkatkan cetakan berikutnya sebesar 5 atau 10 milimeter per detik hingga Anda menemukan titik yang tepat.
Jika Anda memilih untuk memaksa printer Anda untuk bergerak seperti Usain Bolt, itu tidak akan meledak tetapi Anda harus bersedia untuk melihat beberapa ghosting/dering, di bawah ekstrusi, adhesi lapisan yang lemah dan kualitas yang buruk secara keseluruhan, karena peningkatan kecepatan memang disertai dengan kerugian yang tak terhindarkan.
Tinggi Lapisan
Fitur lain yang secara kasar memiliki hubungan linier dengan waktu pencetakan adalah tinggi lapisan. Menggandakan tinggi lapisan Anda dari 0,1 mm menjadi 0,2 mm akan mengurangi waktu Anda menatap printer hingga 50%.
* Tip Tidak Benar-Benar Pro:alih-alih hanya melihat hasil cetakan Anda, Anda juga dapat pergi ke luar dan menatap rumput (ukurannya juga berubah, meskipun jauh lebih lambat).

Untuk ukuran nosel standar 0,4 mm, printer 3D yang terkalibrasi dengan baik harus dapat mencetak pada ketinggian lapisan 0,05 mm. Hasil dari melakukan ini bisa sangat bermanfaat. Ketinggian lapisan kecil sangat cocok untuk penggemar yang tertarik mencetak miniatur kecil dan detail.
Jika Anda ingin meningkatkan kualitas detail pencetakan, pertimbangkan untuk mengganti nozel 0,4mm Anda menjadi 0,25mm. Perubahan cepat dan biaya rendah ini dapat memberikan hasil yang luar biasa.
Di sisi lain, Jika Anda memiliki kesabaran balita berusia lima tahun (atau saya), Anda dapat mengatur ketinggian lapisan hingga 0,32 mm dengan nosel yang sama dan menyelesaikan cetakan Anda dalam waktu singkat.
Persentase pengisian
Saya sarankan untuk biasanya menambahkan pengisi ke sebagian besar cetakan kami untuk membuatnya lebih tahan. Tentu saja, seperti halnya dengan sebagian besar pengaturan cetakan, persentase pengisian juga memiliki potensi kelemahan:memerlukan lebih banyak filamen dan membutuhkan waktu lebih lama untuk mencetak. Ini terutama berlaku untuk model yang memiliki banyak volume interior.
Pada gambar di bawah ini, saya menunjukkan bagaimana persentase infill yang berbeda terlihat. Seiring berjalannya waktu dan Anda menjadi lebih berpengalaman dalam pengaturan pencetakan dan penyesuaian, Anda akan menyimpulkan bahwa pengisian 12% hingga 20% sudah cukup untuk mendapatkan cetakan yang kokoh dan tahan tanpa menambah banyak waktu pencetakan.
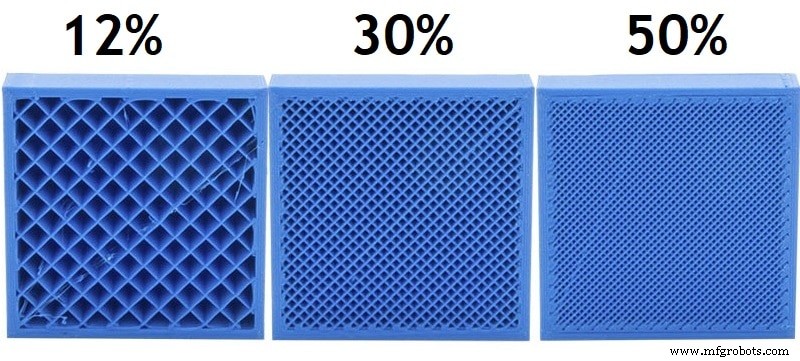
Anda harus tetap berada dalam kisaran pengisian 0% hingga 60%. Persentase di atas ambang batas itu cenderung memiliki sedikit atau tidak ada peningkatan kekuatan, dan dengan mengorbankan waktu cetak yang tidak senonoh. Sebagai perkiraan, kisaran 0% hingga 20% cocok untuk suku cadang yang tidak berfungsi, sedangkan kisaran 20% hingga 40% adalah tempat sebagian besar cetakan penggunaan ringan hingga berat akan berada. Ada pengecualian langka yang memerlukan pengisian 60%, jadi hindari besaran ini kecuali Anda benar-benar merasa perlu.
Jika Anda ingin melihat cetakan yang jelas-jelas gagal karena (antara lain) pengisian yang lemah, lihat Benchy yang besar dari gambar pertama yang saya ambil.
Mendukung Cetak
Karena cara Pemodelan Deposisi Fused (FDM ) berfungsi, ada sudut maksimum yang dapat dicetak model sebelum pencetakan mulai gagal. Ini karena setiap lapisan filamen baru disimpan di atas lapisan sebelumnya, sehingga diperlukan sesuatu di bawahnya untuk dibangun. Sebagai aturan praktis, saya menyarankan untuk tidak mencetak objek dengan sudut lebih besar dari 45° tanpa menambahkan penyangga.
Untuk memberikan referensi, di bawah ini adalah render dari penguji benchmark sudut yang populer:
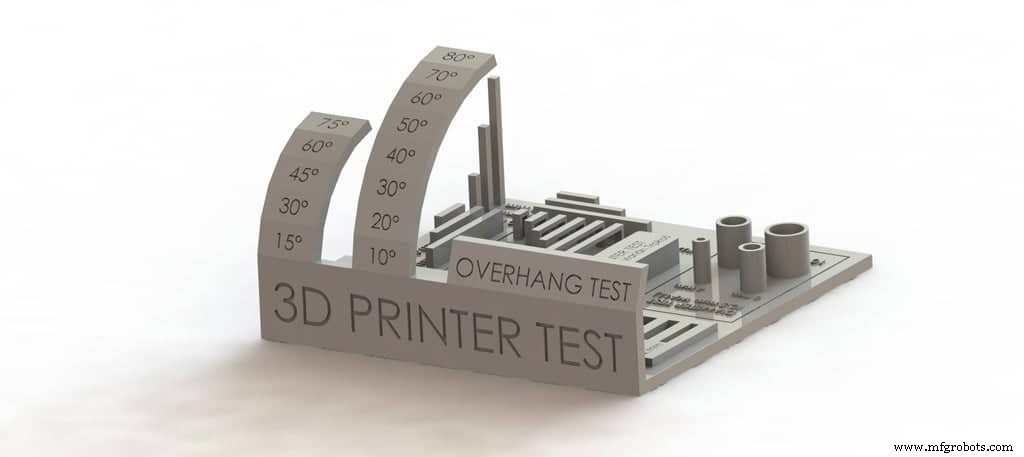
Selain menampilkan “overhang test”, saya juga menyarankan untuk mencetaknya untuk menentukan di sudut mana printer Anda mulai gagal (unduh di sini). Perlu juga dipertimbangkan bahwa selalu ada ruang untuk meningkatkan beberapa derajat tanpa menambahkan dukungan.
Printer yang berpengalaman juga akan dapat mengatur pemosisian model yang paling efisien di dalam perangkat lunak pengiris. Sering kali, Anda dapat bertahan tanpa dukungan dengan memutar model secara sederhana.
Ketebalan dinding cetakan 3d
Kecuali jika Anda ingin mencetak dalam Vase-Mode (di mana hanya bagian luar model yang dicetak dalam satu garis kontinu), penting juga untuk mengetahui pengorbanan ketebalan dinding. Menurut Tebal Dinding, Maksud saya jumlah deposisi filamen yang berdekatan yang dibuat oleh ekstruder pada setiap bagian luar cetakan untuk "membangun dinding". Parameter ini akan memiliki dua konsekuensi utama:
- Ketebalan dinding yang lebih besar menghasilkan cetakan yang lebih tahan dan terlihat lebih bagus.
- Cetakan dengan dinding tebal akan membutuhkan lebih banyak waktu untuk dicetak dan menggunakan lebih banyak filamen.
Banyak setelan printer 3D memiliki lebih dari satu cara untuk memanggilnya dan ketebalan dinding tidak terkecuali:tergantung pada perangkat lunaknya, Anda dapat menemukannya di bawah kerang , keliling , sisi atau loop .
kulit ketebalan cetakan Anda juga ditentukan oleh ukuran nozzle dan Anda harus selalu mencoba mengaturnya sebagai kelipatan dari diameter nozzle (0,4mm adalah yang paling populer).
Pengaturan minimum dan yang disarankan yang saya jelaskan di bawah ini tidak hanya berlaku untuk filamen PLA, tetapi juga untuk ABS, Nylon, PETG, dan setiap filamen lainnya.
Jika dinding Anda terlalu tipis, kemungkinan hasil cetak tidak akan selesai. Karena teknologi FDM terdiri dari mencetak setiap lapisan di atas yang sebelumnya, lapisan tipis yang belum mengeras cenderung runtuh ketika meletakkan lapisan berikutnya di atas. Sebagai minimum absolut, tebalnya harus 0,8 mm (dua perimeter). Ini adalah pengaturan yang baik untuk cetakan yang bukan merupakan ujian definitif tetapi hanya ujian menengah dari proses desain berulang Anda.
Ketebalan yang berlebihan juga bisa menjadi kontraproduktif, karena akan menciptakan lebih banyak tekanan internal dan dapat menyebabkan lengkungan. Jika Anda mempertimbangkan ketahanan dan kualitas pencetakan secara keseluruhan, Anda harus mempertimbangkan dinding setebal 1,6 mm yang terdiri dari empat perimeter.
Kesimpulan
Pencetakan 3D tidak cepat, bahkan sangat lambat, tetapi kami dapat meningkatkan kecepatan kerja printer kami dengan sedikit mengubah setelan.
Ada beberapa printer modern di luar sana yang mampu mencetak jauh lebih cepat daripada kecepatan standar 50mm/s yang kebanyakan printer cetak, seperti Voron 2.4 yang dapat mencetak hingga 350mm/s (ya, 7 kali lebih cepat) dan dengan kualitas yang fantastis.
Sebagian besar pembuat memilih untuk mencetak dalam semalam, terutama dengan cetakan yang membutuhkan waktu sekitar 20 jam atau lebih, pastikan untuk mengambil tindakan pencegahan yang diperlukan saat melakukannya.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


