Desain untuk Pencetakan 3D Bagian 3:Mengurangi Waktu Cetak
Catatan Penulis:Ini adalah angsuran ketiga dari desain untuk pencetakan 3d. Kami akan membahas bagaimana Anda dapat menghemat waktu (dan bahan) pada bagian cetakan 3d plastik. Anda juga dapat kembali dan membaca Bagian 1 dan Bagian 2 .
Pengantar
Salah satu kritik paling umum dari Manufaktur Aditif adalah kelambatannya dibandingkan dengan pemesinan subtraktif (Cepat). Meskipun menggunakan manufaktur aditif sering menghemat waktu dalam jangka panjang (terutama dalam situasi di mana pembuatan prototipe khusus atau waktu pemesinan yang signifikan diperlukan), pemesinan subtraktif secara objektif lebih cepat dalam beberapa situasi dengan sumber daya yang tepat. Meskipun masalah tersebut lebih mewakili sifat manufaktur aditif, ada beberapa strategi yang dapat diterapkan pengguna untuk mengurangi waktu pencetakan komponen plastik. Dalam postingan ini, kita akan membahas desain untuk strategi pencetakan 3d yang menghemat waktu (dan yang tidak) dan bagaimana Anda dapat menerapkannya di Eiger dan dengan mesin Anda.
Apa yang Menambah Waktu untuk Mencetak (dan Bagaimana Menghindarinya)
Untuk merancang bagian yang menghemat waktu, kita perlu menghitung apa yang sebenarnya menambah waktu untuk mencetak. Di bawah ini, kami akan membahas masing-masing pembuang waktu utama dan mengapa mereka menambah waktu.
Luas Permukaan Besar
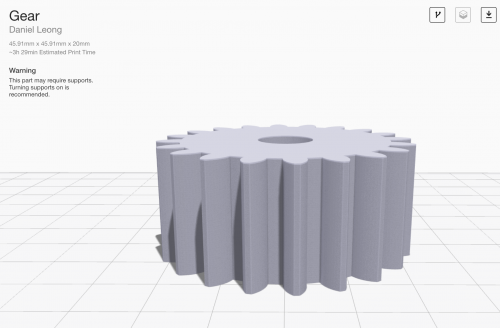
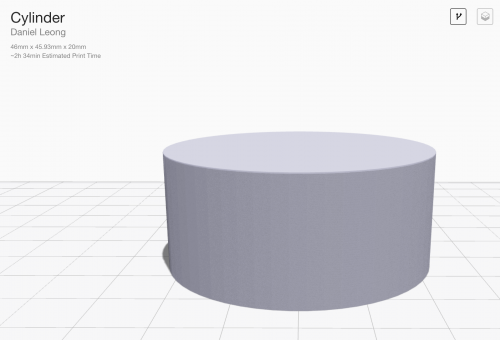
Ini adalah kontributor klasik untuk meningkatkan waktu cetak. Area permukaan yang besar berarti lebih banyak bagian dinding untuk dicetak. Karena kepala cetak bergerak secara signifikan lebih lambat di dinding daripada pengisi, menambahkan lebih banyak area permukaan (dan dengan demikian dinding lebih panjang) secara signifikan meningkatkan waktu cetak. Ini berarti bahwa bagian yang lebih kecil dengan detail permukaan yang lebih rumit membutuhkan waktu lebih lama untuk dicetak daripada bagian yang lebih besar dan sederhana. Ambil roda gigi dan silinder ini, seperti gambar di bawah. Diameter luar pada setiap bagian identik, artinya silinder sebenarnya mengandung lebih banyak material. Namun, roda gigi membutuhkan waktu hampir 30% lebih lama untuk dicetak karena luas permukaannya yang meningkat. Terkadang, fitur lanjutan diperlukan untuk bagian yang berhasil; namun, pada kesempatan lain, sederhana selalu lebih cepat.

Materi pendukung
Menambahkan bahan pendukung ke bagian Anda akan meningkatkan waktu cetaknya lebih dari faktor lainnya. Karena bahan pendukung kami terdiri dari dinding yang panjang dan dicetak perlahan, penambahan ini mirip dengan penambahan luas permukaan yang sangat besar. Meskipun dukungan diperlukan untuk mencetak beberapa bagian, ada beberapa langkah yang dapat Anda ambil untuk membatasi waktu yang ditambahkan karenanya.
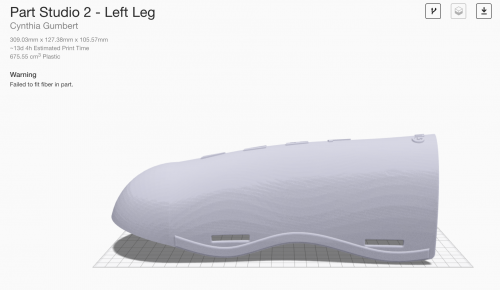
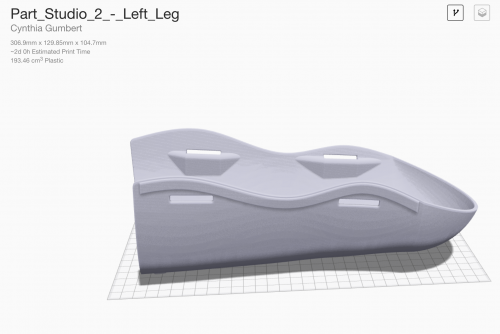
1. Cobalah beberapa orientasi bagian:Seringkali, mengubah orientasi bagian dapat secara drastis mengubah waktu cetak keseluruhan. Contoh bagusnya adalah pelindung tulang kering ski yang dicetak oleh anggota tim kami beberapa minggu yang lalu. Dalam satu orientasi, volume besar di bawah cangkang membutuhkan struktur pendukung yang besar, menghasilkan cetakan 13 hari. Dengan membalik bagian, ia memotong 11 hari dari waktu cetak dan dapat mencetak bagian dalam dua hari yang jauh lebih mudah diatur.

2. Batasi overhang:Jika bagian memungkinkan, pencetakan tanpa penyangga akan menghasilkan cetakan yang lebih cepat. Saat dihidupkan, algoritme kami akan mendukung setiap overhang lebih dari 45 derajat dari vertikal dengan Onyx (30 derajat untuk nilon). Jika Anda memiliki lebih banyak area overhung yang tidak dapat Anda ubah (dan akan memerlukan dukungan), pastikan overhang non-kritis Anda tidak melebihi nilai ini. Ini akan membatasi dukungan yang ditempatkan pada overhang yang membutuhkannya, sekaligus menghemat waktu Anda pada overhang lain yang tidak ada di pihak Anda. Jika Anda tidak memiliki overhang yang membutuhkan material pendukung, matikan penyangga dan batasi sudut hingga 55 derajat untuk Onyx (atau 45 derajat untuk Nylon). Bagian akan dicetak dengan baik dan menghemat waktu Anda secara signifikan.
3. Desain dengan mempertimbangkan wajah cetak:Untuk mengelola overhang mana yang memerlukan dukungan (dan mana yang tidak), cari tahu orientasi bagian mana yang harus dicetak sebelum mendesainnya. Ini akan memungkinkan Anda mendesain untuk pencetakan 3d alih-alih mengubah bagian agar sesuai dengan printer. Meskipun mungkin tidak menghemat waktu pencetakan, ini akan menghemat waktu desain untuk bagian tersebut.
4. Pisahkan bagian:Terkadang, bagian terlalu rumit untuk mendukung-menghilangkan perubahan. Dalam hal ini, masih ada opsi. Dengan membagi bagian menjadi dua bagian atau lebih, Anda sering dapat membatasi overhang dengan lebih mudah. Setelah bagian-bagian tersebut dicetak, tempelkan dengan Loctite 401 untuk mendapatkan bagian multi-body sekuat bagian unibody.
Tinggi Lapisan
Ini adalah trade off klasik dalam pencetakan FFF:resolusi lapisan vs. waktu cetak. Resolusi lapisan default kami sebesar 100 mikron menghasilkan permukaan akhir berkualitas tinggi. Meningkatkan tinggi lapisan hingga 200 mikron mengorbankan sedikit kualitas permukaan akhir sekaligus mengurangi separuh waktu pencetakan Anda. Ini sangat membantu untuk pekerjaan pencetakan hanya plastik yang cepat dan kotor (mencetak dengan serat membutuhkan ketinggian lapisan tetap 100 atau 125 mikron), karena komponen Anda akan keluar dari printer dua kali lebih cepat. Lihat tabel di bawah untuk perkiraan waktu untuk berbagai ketinggian lapisan pada roda gigi yang dianalisis sebelumnya.

Desain untuk Pencetakan 3D
Ada tren yang tidak sehat dalam Manufaktur Aditif:penggunaan teknologi yang berlebihan pada bagian-bagian yang tidak perlu dicetak. Menggabungkan bagian mesin dan bagian yang dicetak menjadi satu dapat dengan mudah, tetapi akan menambah waktu untuk pencetakan. Solusinya sederhana dari perspektif penghematan waktu:hanya geometri cetak yang mendapat manfaat dari pencetakan. Desain untuk pencetakan 3d:jangan mencetak poros atau bagian lain yang tidak penting bagi mesin, karena hanya akan menambah waktu pada alur kerja Anda.
Cetakan gagal
Ini adalah penyebab yang lebih tidak langsung dari waktu tambahan; Namun, itu sama pentingnya. Memastikan bahwa tempat tidur Anda diratakan dengan benar dan Anda memiliki cukup bahan untuk mencetak dapat secara drastis mengurangi waktu tunggu Anda. Pencetakan yang gagal membuang waktu dan materi cetak, dan membatasinya akan sangat membantu pencetakan yang lebih efisien. Berikut adalah beberapa cara untuk membatasi pencetakan yang gagal:
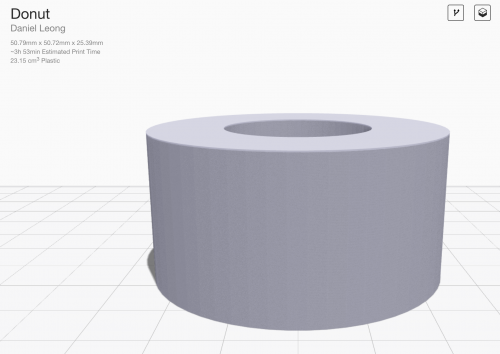
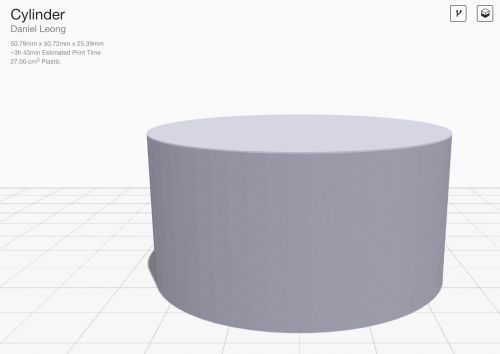
Yang Tidak Membantu:Menambahkan Lubang Kecepatan
Menambahkan lubang ke cetakan Anda dapat menghemat bahan, tetapi ada kemungkinan besar bahwa itu tidak akan menghemat waktu. Lubang sering menambahkan luas permukaan ke bagian Anda yang (seperti yang telah kami sebutkan) menambah waktu. Simak perbandingannya di bawah ini. Donat memiliki bahan yang lebih sedikit karena lubangnya yang besar, tetapi membutuhkan waktu 10% lebih lama untuk dicetak.

Kesimpulan
Menghemat waktu pada cetakan adalah seni yang berubah-ubah:sangat bervariasi pada bagian ke bagian dan tidak selalu bekerja seperti yang Anda harapkan. Namun, dengan mengikuti strategi ini, Anda dapat mengurangi waktu pencetakan dalam banyak kasus.
Ingin mencobanya sendiri? Daftar di sini untuk uji coba gratis Eiger, perangkat lunak pengiris berbasis cloud kami.
Ingin melihat lebih banyak hal seperti ini? Ikuti kami di Facebook, Twitter, Instagram, dan Linkedin untuk pembaruan lebih lanjut!


