Jika Anda baru memulai pencetakan 3D, Anda mungkin tidak sepenuhnya yakin pada ketinggian lapisan mana Anda harus mencetak model Anda.
Dalam artikel ini, saya akan membahas apa itu tinggi lapisan, hubungan antara tinggi lapisan dan diameter nosel dan bagaimana perbedaannya, karena tampaknya ada banyak kebingungan seputar topik spesifik itu, dan saya akan membahas lapisan mana yang terbaik. ketinggian secara umum, tergantung pada aplikasi (Kualitas cetak, kekuatan, kecepatan, dll.).
Jadi, tanpa basa-basi lagi, mari kita langsung ke dalamnya!
Berapa tinggi lapisan dalam pencetakan 3D?
Tinggi lapisan, juga dikenal sebagai resolusi atau detail, adalah ketinggian setiap lapisan plastik ekstrusi pada cetakan 3D. Semakin rendah tinggi lapisan, semakin detail cetakan yang akan keluar karena lebih banyak lapisan yang perlu dicetak untuk melengkapi model. Sebagai contoh; mencetak kubus 20x20x20mm dengan tinggi lapisan o.12mm akan memiliki 166 lapisan, tetapi hanya 71 lapisan dengan tinggi lapisan 0,28mm.
Apa tradeoffnya? Nah, mencetak pada resolusi yang lebih tinggi, atau tinggi lapisan yang lebih rendah, meningkatkan waktu yang dibutuhkan untuk mencetak objek secara drastis karena printer perlu meletakkan dua kali lebih banyak lapisan atau bahkan lebih, sedangkan meningkatkan tinggi lapisan akan menghasilkan cetakan yang lebih cepat. memiliki detail keseluruhan yang lebih sedikit.
Pada dasarnya, Anda memperdagangkan waktu cetak untuk detail.
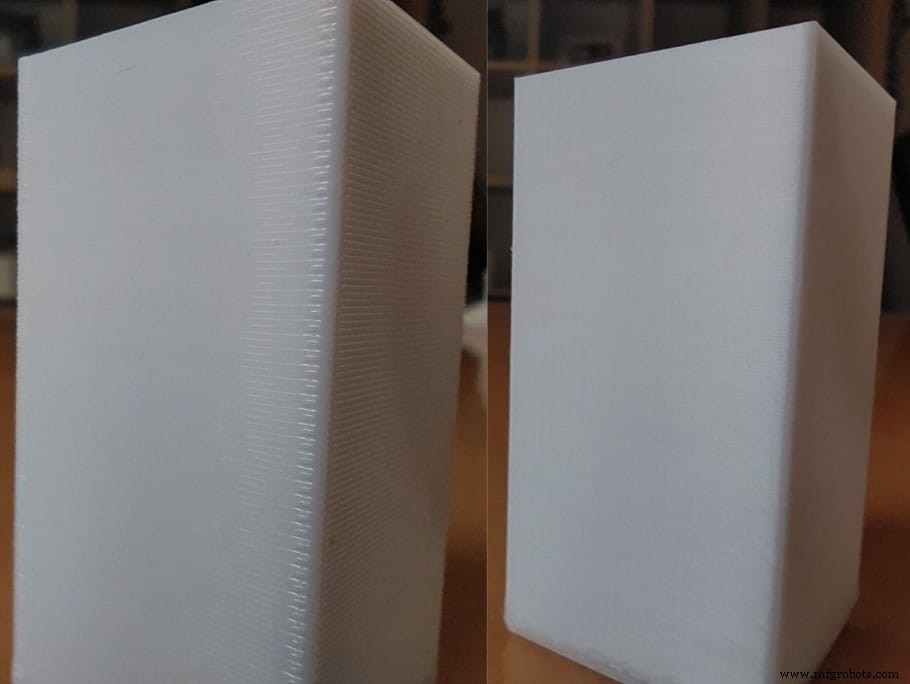
Ambil dua cetakan Benchy ini, misalnya:Yang kiri dicetak pada ketinggian lapisan 0,12 mm dan yang kanan dicetak pada 0,32 mm.
Bangku 0,12mm dicetak dalam 3:24 jam dan memiliki total 400 lapisan, bangku 0,32mm membutuhkan waktu 1:26 jam untuk dicetak dan memiliki 150 lapisan. Itu penurunan waktu cetak yang cukup besar dan satu-satunya perbedaan adalah tinggi lapisan.
Seperti yang Anda lihat, bangku kanan memiliki lebih banyak garis yang terlihat. Ini terutama terlihat pada atap dan bagian atas dinding samping/rel sebagai efek tangga yang sangat terlihat.
Diameter Nozzle dan bagaimana pengaruhnya terhadap ketinggian lapisan
Diameter nozzle standar untuk sebagian besar printer adalah 0,4 mm, tetapi biasanya berkisar dari 0,2 mm hingga 1 mm. Meningkatkan diameter nozzle akan memungkinkan Anda untuk mencetak pada ketinggian lapisan yang lebih tinggi serta menurunkan jumlah perimeter yang dibutuhkan untuk mencetak dinding, misalnya, karena perimeter itu sendiri akan lebih lebar. Perlu diperhatikan bahwa tinggi lapisan tidak boleh melebihi 80% dari diameter nozzle (tidak ada nilai minimum).
Berikut tabel dengan ketinggian lapisan maksimum dan minimum yang disarankan untuk setiap diameter nosel. Perlu diperhatikan bahwa nilai minimum tidak bergantung pada nosel melainkan pada motor stepper printer Anda, itulah sebabnya umumnya Anda tidak boleh turun di bawah 0,04 mm (lebih lanjut tentang ini sebentar lagi), tetapi alasan adanya nilai minimum adalah karena pencetakan dengan resolusi vertikal tinggi (tinggi lapisan rendah) tetapi dengan lebar garis minimum yang besar (diameter nozzle) umumnya tidak masuk akal.
Ukuran Nosel
Tinggi Lapisan Minimum
Tinggi Lapisan Maksimum
0,15mm
0,04
0,12
0,20mm
0,05
0,16
0,25mm
0,06
0,20
0,30mm
0,08
0,24
0,35mm
0,09
0,28
0,40mm
0,10
0,32
0,50mm
0,13
0,40
0,60mm
0,15
0,48
0,80mm
0,20
0,64
1,00 mm
0,25
0,80
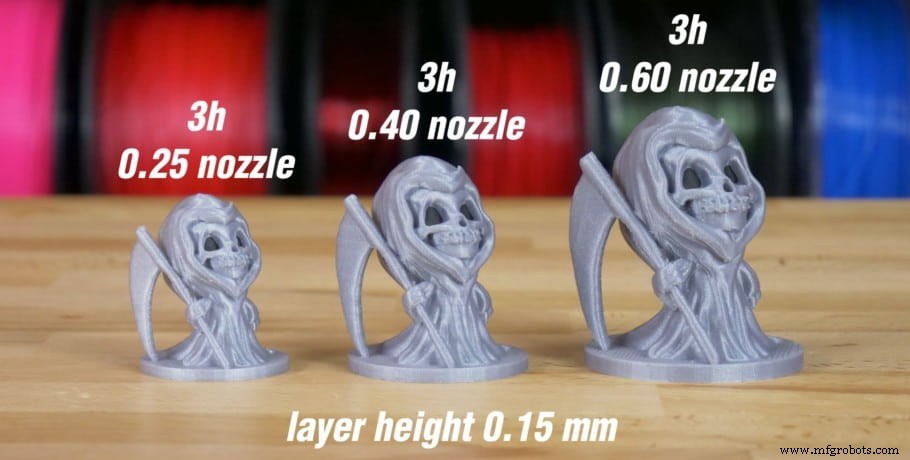
Dengan mencetak dengan nozzle yang memiliki diameter lebih besar dan menambah tinggi lapisan, Anda dapat menghemat banyak waktu pencetakan untuk model tersebut, terkadang bahkan dapat mencetak tiga atau empat kali lebih cepat.
Sekarang, diameter nozzle dan ketebalan lapisan tidak sama dan tidak mempengaruhi hasil akhir dengan cara yang sama:Tinggi lapisan mempengaruhi kualitas cetak sebagian besar pada bagian vertikal atau miring dari hasil cetak, sedangkan diameter nozzle mempengaruhi tingkat detail kebanyakan pada bidang horizontal , dan ini karena nozel berdiameter lebih besar akan mencetak lapisan yang lebih lebar, yang seharusnya tidak terlihat secara vertikal.
Pada dasarnya, diameter nozzle yang lebih besar memberikan batas yang lebih luas dan juga memungkinkan Anda untuk meningkatkan tinggi lapisan (hingga 80% dari diameter nozzle), yang menghasilkan cetakan yang jauh lebih cepat. Yang menarik di sini adalah bahwa kualitas pencetakan akan jauh lebih rendah daripada jika Anda mencetak dengan nozel 0,4mm pada ketinggian lapisan 0,12mm, atau bahkan dengan nozel berdiameter lebih kecil dan menggunakan ketinggian lapisan yang lebih rendah, tetapi akan mencetak lebih cepat.
Perlu diperhatikan bahwa menggunakan nozzle yang lebih besar tidak akan memengaruhi waktu cetak saat mencetak dalam mode “vas”, karena masih harus melalui urutan gerakan yang sama persis.
Berapa tinggi Lapisan terbaik untuk pencetakan 3D?
Untuk sebagian besar cetakan 3D, tinggi lapisan yang ideal adalah 0,2 mm karena merupakan titik tengah yang baik antara kualitas dan kecepatan pencetakan, baik untuk cetakan besar maupun kecil dan detail, dan garis lapisan tidak akan terlalu terlihat. Menurunkan tinggi lapisan akan menghasilkan lebih banyak detail (baik untuk cetakan kecil) tetapi akan menambah waktu yang dibutuhkan untuk mencetak objek, dan sebaliknya.
Tentu saja, ini akan tergantung pada kebutuhan cetak Anda, karena sangat berbeda untuk mencetak miniatur, yang membutuhkan detail rumit untuk dicetak dengan resolusi setinggi mungkin, dan mencetak objek yang lebih besar dan fungsional yang tidak perlu terlihat sangat bagus tetapi tetap berfungsi.
Tinggi lapisan terbaik untuk detail
Semakin rendah tinggi lapisan, semakin detail cetakan 3D yang akan keluar. Namun, ini hanya terjadi sampai Anda mencapai ketinggian lapisan 0,1 mm, karena di bawah ini, 0,05 mm misalnya, tidak akan menghasilkan peningkatan kualitas yang terlihat. Untuk sebagian besar cetakan sehari-hari yang membutuhkan resolusi yang sangat tinggi, menggunakan 0,12mm tampaknya adalah pilihan yang tepat.
Perlu diingat bahwa mencetak pada 0.12mm dan bukannya 0.2mm standar akan meningkatkan waktu cetak cukup banyak juga, itulah sebabnya Anda harus bertanya pada diri sendiri apakah peningkatan detail itu benar-benar sepadan dengan waktu ekstra.
Saya biasanya mencetak pada 0,12mm ketika saya ingin mendapatkan hasil akhir yang halus dan detail, dan pada saat itu lapisan hampir tidak terlihat.
Tinggi lapisan terbaik untuk kekuatan
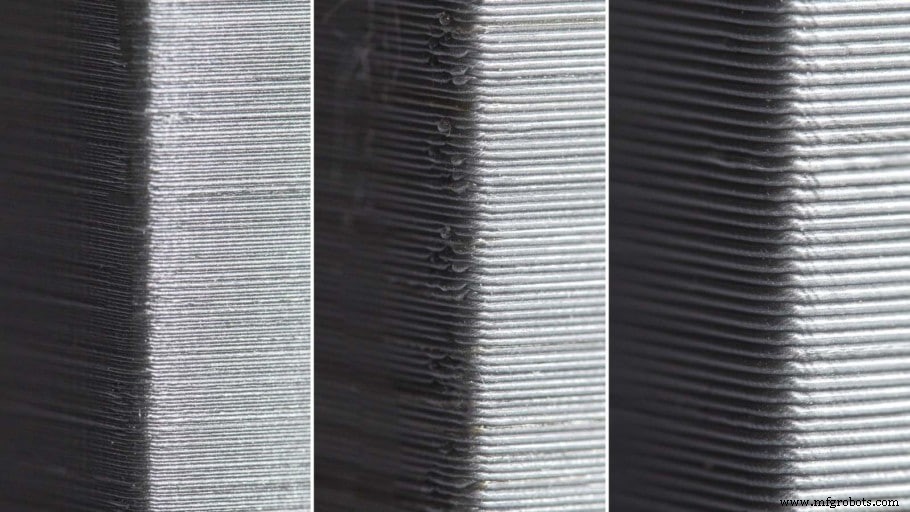
Umumnya, ketinggian lapisan 0,1 mm hingga 0,15 mm menghasilkan hasil yang paling kuat dan turun di bawah atau di atas nilai ini akan secara drastis mengurangi kekuatan cetakan. Perlu diperhatikan bahwa diameter nosel juga memainkan peran penting, karena nosel dengan diameter besar yang dicetak pada ketinggian lapisan rendah akan memberikan area permukaan kontak terluas, sehingga menghasilkan daya rekat lapisan yang lebih kuat secara keseluruhan.
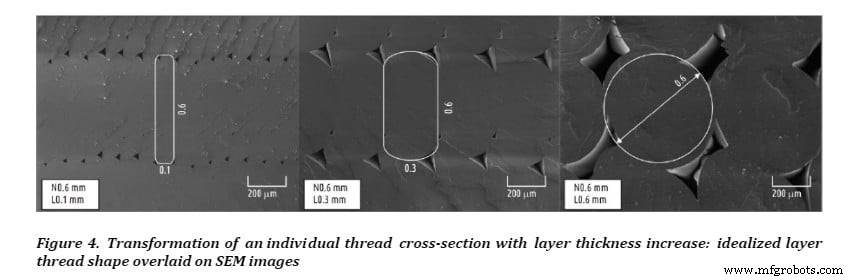
Sebuah penelitian dilakukan untuk menentukan bagaimana perbedaan ketinggian lapisan dan diameter nozzle akan mempengaruhi kekuatan cetak. Mereka menguji nozel 0.4mm, 0.6mm, dan 0.8mm dan ketinggian lapisan yang bervariasi dan sampai pada kesimpulan bahwa semakin Anda meningkatkan tinggi lapisan, semakin lemah bagian tersebut, pada kenyataannya, dari ketinggian lapisan minimum hingga maksimum ada perbedaan kekuatan sekitar 3,5 kali.
Seperti yang Anda lihat pada gambar ini, diameter nosel memainkan peran utama karena mencetak dengan nozel berdiameter lebih besar tetapi pada ketinggian lapisan yang rendah akan memberikan area permukaan kontak yang lebih luas untuk setiap lapisan untuk menempel pada yang sebelumnya, sehingga secara keseluruhan lebih kuat. bond dan oleh karena itu, cetakan 3D yang lebih kuat.
Pertimbangkan orientasi Layer
Objek yang perlu menahan gaya, seperti kait misalnya, di mana ada traksi yang konsisten dalam arah yang sama, harus dicetak sedemikian rupa sehingga garis lapisan sejajar dengan gaya yang akan diterapkan padanya.
Jika Anda mencetaknya secara vertikal, maka garis lapisan akan menjadi horizontal, yang berarti pengait hanya akan mampu menahan kekuatan sebanyak yang dimungkinkan oleh daya rekat lapisan.
Di sisi lain, mencetaknya pada sisinya berarti bahwa garis lapisan sejajar dengan gaya yang akan dikenakan pada kail dan ini meningkatkan kekuatannya dua kali, atau bahkan lebih.
Berikut adalah video dari CNC Kitchen yang membahas detail ekstrem dan saya sangat menyarankan Anda menontonnya jika Anda ingin melihat perbedaan kekuatan antara ketinggian lapisan dan orientasi lapisan yang berbeda.
Selain itu, pola pengisi juga memiliki beberapa implikasi besar pada kekuatan bagian, dan bergantung pada apa yang akan digunakan, Anda harus menggunakan pola yang berbeda.
Tinggi lapisan terbaik untuk kecepatan
Kecepatan cetak dan tinggi lapisan berbanding terbalik; Semakin tebal tinggi lapisan semakin cepat waktu cetak, dan semakin tipis tinggi lapisan semakin lambat kecepatan cetak. Misalnya, dengan menggunakan nozzle standar 0,4 mm, pencetakan pada ketinggian lapisan 0,32 mm dan 0,1 mm dimungkinkan dan pencetakan kubus 20x20x20mm akan memakan waktu masing-masing 18 menit dan 59 menit.
Jika Anda ingin mencetak secepat mungkin, maka Anda harus menggunakan nozzle terbesar dengan ketinggian lapisan setebal mungkin. Ini akan mengurangi waktu yang diperlukan untuk mencetak bagian secara dramatis dengan biaya detail yang lebih rendah.
Bagi kebanyakan orang yang menggunakan nosel 0,4 mm standar, mencetak pada 0,28 mm atau 0,32 mm harus menjadi ketinggian lapisan maksimum untuk mencetak objek. Sejak saat itu, satu-satunya cara untuk meningkatkan kecepatan, selain menyesuaikan beberapa pengaturan di alat pengiris, adalah menukar nozel Anda saat ini dengan nozel berdiameter lebih besar.
Tinggi Layer terbaik untuk pembuatan prototipe
Pembuatan prototipe harus cepat mengingat bagian yang dicetak tidak akan menjadi produk akhir. Ketinggian lapisan bukan satu-satunya faktor penting; begitu juga diameter nozzle, persentase pengisian dan pengaturan kecepatan cetak di alat pengiris.
Secara umum, Anda akan ingin menggunakan nozzle sebesar mungkin, gunakan pengisi sesedikit mungkin (gunakan pengisi kubik jika memungkinkan karena ini adalah pengisi 3D yang kuat di segala arah), tinggi lapisan paling tebal, dan pencetakan tercepat pengaturan.
Perlu dicatat bahwa ketika Anda meningkatkan kecepatan cetak, Anda mungkin mengalami beberapa masalah; Lapisan sebelumnya mungkin tidak dipadatkan dengan benar, Anda mungkin mendapatkan banyak dering dan bayangan, akurasi dimensi yang buruk, dan banyak lagi.
Setelan kecepatan akan bervariasi tergantung pada printer yang Anda miliki, tetapi menyetel kecepatan perimeter ke 100mm/d dan pengisian ke sekitar 200-250mm/d seharusnya menjadi awal yang baik dan mengurangi waktu cetak secara drastis.
Seberapa penting Tinggi Lapisan?
Meningkatkan tinggi lapisan menghasilkan cetakan yang lebih cepat karena printer tidak perlu meletakkan banyak lapisan untuk mencapai ketinggian yang sama, tetapi resolusi dan kualitas akan berkurang karena lapisan yang lebih tebal. Untuk mendapatkan hasil cetakan yang tampak halus dan mendetail, disarankan untuk menggunakan ketinggian lapisan yang lebih rendah.
Jika Anda kembali ke dua cetakan bangku yang saya tautkan sebelumnya, Anda dapat dengan jelas melihat garis pengisi pada yang dicetak pada 0,32mm, sedangkan pada bangku 0,12mm garis-garis itu hampir tidak terlihat. Namun, yang paling terlihat adalah di atap dan Rel/dinding samping bangku, karena ada efek tangga yang jelas.
Semakin Anda menurunkan tinggi lapisan, semakin tidak jelas garis lapisan tersebut dan efek staircasing akan jauh lebih tidak terlihat, namun, meningkatkan resolusi akan menghasilkan waktu cetak yang lebih lama, dan ada saatnya ketika menurunkan tinggi lapisan lebih jauh. tidak akan menghasilkan peningkatan kualitas yang signifikan, tetapi waktu pencetakan akan meningkat banyak.
Secara umum, 0,12mm atau 0,1mm cukup untuk menghasilkan hasil yang sangat detail. Lebih rendah dari ini dan Anda hanya menukar waktu untuk peningkatan kualitas marjinal, jika ada.
Kalkulator Tinggi Lapisan Pencetakan 3D
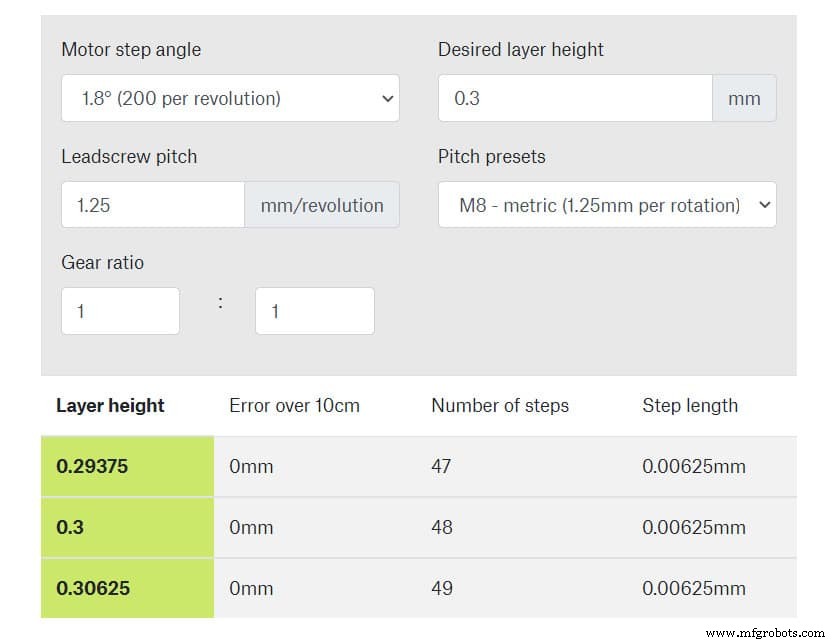
Prusa mengembangkan kalkulator ketinggian Lapisan Optimal yang memungkinkan Anda memilih ketinggian lapisan di mana sumbu Z Anda hanya bergerak dalam peningkatan langkah penuh. Sumbu Z biasanya tidak diaktifkan selama tidak aktif. Jika sumbu dinonaktifkan selama langkah mikro, sumbu melompat ke langkah penuh terdekat dan menimbulkan kesalahan.
Ini paling berguna untuk mesin dengan sekrup timah imperial tetapi juga untuk ketinggian lapisan yang tidak biasa dengan sekrup timah metrik.
Cukup perkenalkan beberapa parameter dan itu akan memberi Anda ketinggian lapisan yang ideal.
Angka ajaib motor ender 3 stepper
Ketinggian lapisan dapat dipecah menjadi "angka ajaib". Angka ajaib ini pada dasarnya adalah ketinggian lapisan yang bekerja paling baik pada printer tertentu.
Untuk model Ender 3, angka ajaib dalam peningkatan 0,04 mm karena batang berulir mengangkat 8 mm per satu putaran, dan ini dilakukan dalam 200 langkah (per putaran).
Bagi 8mm itu dengan 200 dan kita mendapatkan angka ajaib 0,04mm per langkah.
Anda ingin tetap menggunakan angka ajaib tersebut karena printer akan berada pada posisi yang sama relatif terhadap setiap langkah saat bergerak ke atas, dan ini akan meningkatkan kualitas cetakan Anda karena printer akan konsisten dalam pergerakannya.
Setelah mengetahui angka ajaib, Anda dapat melakukan variasi, seperti:
0,24 mm
0,20 mm
0,16 mm
0,12 mm
0,08 mm
Sebelumnya, Anda harus mengatur ini secara manual di Slicer Anda karena pengaturan standar akan mengatur ketinggian lapisan menjadi 0,1 mm, 0,15 mm, dll. dan tidak ada yang kelipatan atau 0,04 mm.
Sekarang sebagian besar pemotong, seperti Cura dalam versi yang lebih baru, memiliki ketinggian lapisan berbeda yang konsisten dengan "angka ajaib" ini, seperti 0,12mm untuk detail halus atau 0,28mm untuk detail kasar, dan semua ini bekerja sangat baik dengan Ender mana pun. 3 mesin (serta semua printer yang bergerak dengan kecepatan 0,04 mm per langkah).
Masalah yang terkait dengan Ketinggian Lapisan yang berbeda
Seperti yang saya sebutkan sebelumnya, mencetak dengan nozel besar dan lapisan tebal akan menghasilkan peningkatan kecepatan pencetakan, tetapi modelnya akan terlihat sangat buruk dan mungkin tidak sekuat karena lapisan plastik tidak memiliki banyak permukaan kontak untuk dilekatkan. satu sama lain.
Di sisi lain, menggunakan lapisan yang sangat tipis, seperti 0,05 mm, dapat mengakibatkan hilangnya kualitas dan berbagai ketidaksempurnaan pada cetakan Anda, serta waktu cetak yang sangat lama bahkan untuk objek terkecil sekalipun.
Jika Anda memutuskan untuk mencetak pada resolusi yang sangat tinggi (ketinggian lapisan rendah), kecuali Anda mendapatkan tempat tidur yang diratakan dengan sempurna, Anda mungkin menemukan bahwa cetakan Anda tidak akan benar-benar menempel padanya.
Dalam hal ini, saya sarankan untuk mencetak lapisan pertama yang lebih besar agar hasil cetak menempel kuat pada alas, lalu atur lapisan berikut untuk dicetak pada ketinggian lapisan yang diinginkan.
Kesimpulan
Tidak ada tinggi lapisan "satu ukuran cocok untuk semua" karena Anda ingin menyesuaikannya tergantung pada apa yang Anda cetak.
Jika Anda mendesain sesuatu sendiri, membuat prototipe, dll., dan Anda perlu mencetak berbagai iterasi sebelum produk akhir siap, cetak pada 0,28mm (jika Anda memiliki nozzle 0,4mm). Ini akan memastikan hasil cetakan cepat keluar dan tetap berfungsi dengan tetap terlihat bagus.
Setelah Anda siap untuk mencetak desain akhir, Anda dapat menurunkan tinggi lapisan.
Secara umum, saya sarankan untuk tetap menggunakan 0.2mm karena tampaknya inilah titik terbaik untuk sebagian besar cetakan 3D, baik dari segi kualitas maupun kecepatan.
Semoga informasi ini bermanfaat!
Semoga harimu menyenangkan!
Pertanyaan Umum
tinggi lapisan terbaik untuk .4 nozzle
0.2mm adalah ketinggian lapisan yang ideal untuk nozzle 0.4mm karena memungkinkan waktu cetak yang relatif cepat sambil tetap mempertahankan kualitas pencetakan yang tinggi. Perlu dicatat bahwa, secara teknis, tidak ada ketinggian lapisan minimum karena ukuran nosel hanya memengaruhi ketinggian lapisan maksimum yang diizinkan.
tinggi lapisan terbaik untuk .6 nozzle
0.3mm adalah ketinggian lapisan yang ideal untuk nozzle 0.6mm karena memberikan keseimbangan terbaik antara kualitas dan waktu cetak. Perlu dicatat bahwa, secara teknis, tidak ada ketinggian lapisan minimum karena ukuran nosel hanya memengaruhi ketinggian lapisan maksimum yang diizinkan.
tinggi lapisan terbaik untuk .8 nozzle
0.4mm adalah ketinggian lapisan yang ideal untuk nozzle 0.8mm karena memberikan keseimbangan terbaik antara kualitas dan waktu cetak. Jika diperlukan waktu cetak yang lebih cepat, 0,5 mm akan menghasilkan cetakan yang jauh lebih cepat dengan kualitas yang hampir sama dengan 0,4 mm.
tinggi lapisan terbaik untuk Ender 3
Ketinggian lapisan Ender 3 harus diatur dalam kelipatan 0,04mm karena itulah seberapa banyak motor menggerakkan nosel dengan setiap langkah, dan ini berarti bahwa itu harus diatur pada kelipatan 0,04mm, seperti 0,08mm, 0,12mm , 0.16mm, 0.2mm, dll.
Lihat bagian produk yang kami rekomendasikan
Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.