Tips untuk Pencetakan 3D:Sebelum Mencetak
Pengguna printer 3D mungkin mengalami masalah tertentu saat membuat komponennya, jadi disarankan untuk mengikuti saran diberikan di bawah sebelum memulai pencetakan 3D untuk mencegah kemungkinan kesalahan dan kesalahan selama itu .
1. Tinjau file .STL
Saat pengguna printer 3D mendesain atau mengunduh model internet yang ingin Anda cetak, Anda harus memeriksa model dan memastikan tidak ada area terbuka di antara muka atau permukaan , sebagaimana adanya, mereka akan menyebabkan kesalahan dalam bentuk rongga atau filamen dari potongan tersebut. Untuk menghindarinya, cukup centang bagian di pratinjau program yang digunakan untuk mencetak atau membuat GCode (Pronterface, Cura, Simplify3D, Slic3r) , mencari celah atau sambungan yang buruk yang disebutkan di atas.
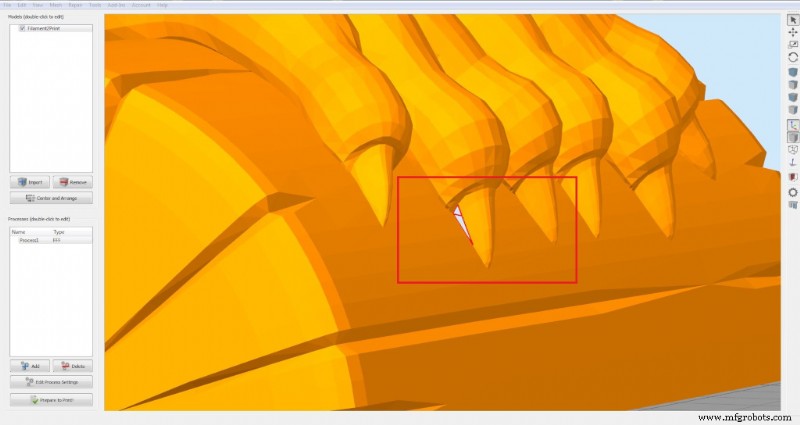
Gambar 1:Area terbuka
2. Setelan Cetak
Parameter pencetakan sangat penting (suhu, kecepatan, jenis pendukung, dll.), yang harus disesuaikan dengan setiap bahan, setiap bagian, dengan diameter filamen, dan bahkan dengan model printer 3D digunakan oleh pengguna. Agar tidak membuat kesalahan seperti itu, selalu ikuti saran pabrikan (suhu dan kecepatan cetak), serta lakukan pengujian pencetakan pada suhu yang berbeda. Tes sederhana yang harus dilakukan adalah mencetak menara dan memvariasikan suhu 5 ºC setiap 1 cm dan melihat mana yang terbaik, selalu dalam batas pabrikan (LINK 1, LINK 2).

Gambar 2:Kalibrasi menara
3. Periksa jumlah filamen
Semua program pencetakan 3D (Cura atau Simplify3D) memfasilitasi perkiraan berat benda yang akan dibuat . Dengan data ini kami dapat memeriksa apakah filamen yang tersedia mencukupi dan dengan demikian menghindari cetakan 3D yang tidak lengkap.
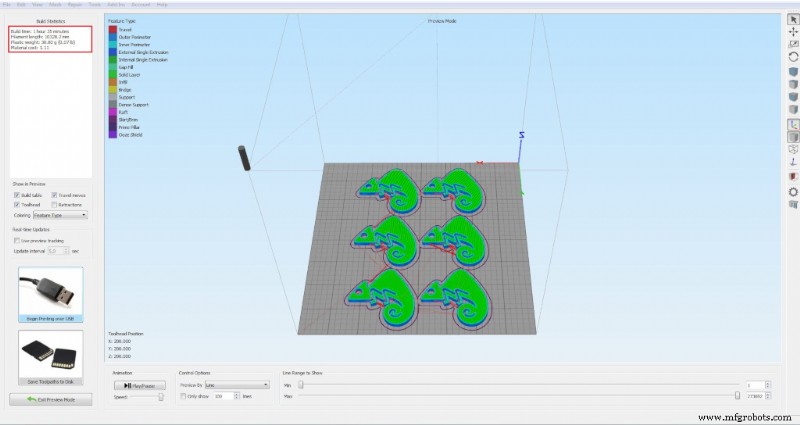
Image 3:Weight of the pieces
4. Base state
The state of the base is crucial, especially so that there is no "warping". With the use of Kapton Tape and Blue Tape you should check for scratches or tape-free areas in the 3D printing area. In the same way, in case of employing BuildTak you should be checked for scratches and tears, which can cause the base part to peel off in large prints and durations. If a glass base is used directly, it shouldn't present deep scratches or detachments, which will cause the piece to peel off during 3D printing. For 3D impressions on glass base it is advisable to use a sticky spray as 3DLac or DimaFix.
5. Leveling base
To ensure correct and quality 3D printing, the base must be properly leveled and calibrated. The process of how to perform the leveling of the base is explained in the following article: Leveling and calibration of the 3D printer base.
6. Filament purge
The last step that must be done before 3D printing begins is the filament purge. With this purge, the filament is prevented from starting to come out of the extruder with delay and the 3D printing has to be reworked due to the absence of material in the first layers. This process can be done manually by heating the extruder to the temperature of the filament to be used and pushing it until the flow is continuous; Or increasing the number of turns you make by copying the silhouette of the piece (Skirt) before starting 3D printing. This parameter is modified in the 3D printing program that is used.
After following all the steps mentioned above, parctically all errors that occur due to 3D printing (FDM / FFF) are eliminated.


