Warping dalam Pencetakan 3D – Bagaimana cara memperbaikinya!
Ketika mulai mencetak dalam 3d, terutama ketika kami membeli printer yang dirakit lengkap, bagian pertama dapat dicetak tanpa masalah, memberi kami perasaan menguasai mesin kami. Secara umum, kami memulai pengalaman kami dengan benda-benda kecil yang tidak menyebabkan ketidaknyamanan besar. Namun, cepat atau lambat kita akan ingin memperluas cakrawala dan di situlah masalah dimulai. Salah satu kesalahan yang paling umum adalah melengkung, yang dibuktikan dengan mengangkat objek yang dicetak di satu atau beberapa sudut, menyebabkan dalam beberapa kasus terlepas sepenuhnya dari hot bed dan seluruh pekerjaan rusak.
Penyebabnya bervariasi dan dalam banyak kasus tergantung pada kalibrasi printer kami, bahan dari mana filamen dibuat dan geometri objek yang akan dicetak. Penyesuaian yang baik dari semua variabel akan memungkinkan kita untuk mengatasi hambatan ini dan mencapai potongan berkualitas tinggi.
Jadi bagaimana kita menghindari warping?
Pertama, mengidentifikasi penyebabnya. Kemudian, menerapkan solusi terbaik untuk setiap kasus tertentu. Sebagai aturan utama, kalibrasi tempat tidur berpemanas yang benar sangat penting, jadi kami akan menunjukkannya sebelum melanjutkan.
Mengapa terjadi warping?

Warping terjadi karena variasi ukuran yang terjadi di semua bahan sebagai fungsi suhu . Ketika dipanaskan, filamen meningkatkan volumenya, yaitu mengembang dan menempati lebih banyak ruang. Saat mendingin, proses ini berbalik dan plastik menyusut. Pada benda panjang, di mana ada lebih banyak filamen dalam satu arah daripada tegak lurus, kontraksi tidak merata. Ketidakseimbangan dalam proses penyusutan menyebabkan satu bagian "menarik" lebih dari bagian lainnya, yang menyebabkan sudut melengkung ke atas jika tidak ada daya rekat yang baik pada alas yang dipanaskan.
Pada titik ini perlu diklarifikasi bahwa perataan tempat tidur sangat menentukan untuk menghindari lengkungan . Jika di luar kalibrasi, akan ada sektor-sektor objek dengan sedikit atau tanpa daya rekat, dan justru di sanalah bagian tersebut akan mulai terangkat.
Selain itu, harus dipastikan bahwa tempat tidur tidak berubah bentuk, karena kadang-kadang bengkok, sehingga tidak mungkin untuk meratakannya dengan benar.
Di sisi lain, bahan yang kami gunakan untuk mencetak juga mempengaruhi lengkungan. Beberapa filamen mengembang dan berkontraksi lebih banyak daripada yang lain, cenderung menghasilkan deformasi yang tidak diinginkan ini. PLA adalah salah satu bahan yang menghasilkan lebih sedikit lengkungan, jadi akan lebih mudah untuk menghilangkan masalah ini sepenuhnya dengan menggunakan filamen ini, karena, jika kita gagal menggunakan PLA, sama sekali tidak mungkin untuk mulai menggunakan ABS atau filamen yang lebih berat.
Elemen lain yang perlu diperhatikan adalah geometri bagian yang akan dicetak. Sudut lancip sangat rentan terhadap lengkungan, karena mereka memusatkan gaya tarik besar di titik yang sangat kecil. Ada cara untuk mengurangi pengaruh lengkungan pada sudut "tajam" ini melalui opsi di perangkat lunak laminator atau dengan menggunakan program pengeditan 3d. Tujuannya adalah untuk meningkatkan permukaan kontak dengan hot bed, untuk mendistribusikan kekuatan tepat waktu dengan lebih baik.
Terakhir, faktor eksternal juga memiliki pengaruh selama pencetakan:arus udara dingin dapat menyebabkan lengkungan meskipun kami telah menetapkan parameter pencetakan terbaik dan mengkalibrasi mesin kami secara detail. Melindungi printer dari faktor-faktor ini adalah kunci untuk menghindari masalah.
Panduan tentang cara menghindari Warping dalam Pencetakan 3D
Dengan mengikuti serangkaian langkah ini, menghindari warping sangat mungkin dilakukan. Beberapa dari mereka mengandalkan masalah mekanis, seperti kalibrasi dan pembersihan tempat tidur, dan yang lain mengandalkan solusi dari program laminator. Penting untuk memeriksa semuanya untuk memastikan kepatuhan yang tepat.
1. Gunakan Kandang Printer 3D
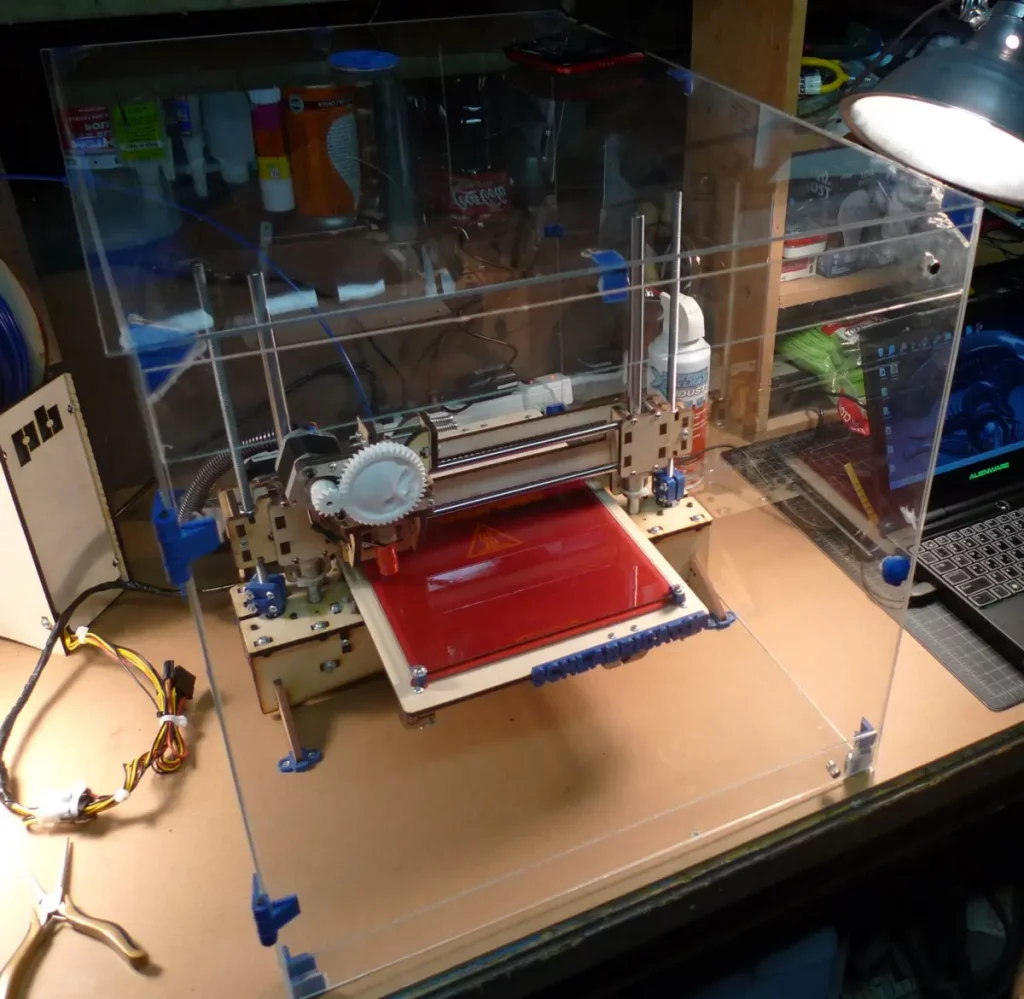
Sementara beberapa printer sudah dilengkapi dengan penutup, sebagian besar adalah tipe terbuka. Fungsi enklosur ini adalah untuk menjaga aliran suhu di sekitar bagian sestabil mungkin selama proses pencetakan. Kejutan termal mendadak menghasilkan kontraksi tiba-tiba dari filamen, yang gagal mengkompensasi perubahan bentuk dan menghasilkan delaminasi melengkung atau terlokalisasi.
Penutup tidak harus tipe profesional, terkadang hanya beberapa lembar karton besar yang disusun di sekitar printer untuk menghentikan draf yang masuk. Ada panduan tentang cara membuat dek di rumah dengan barang-barang murah yang umum, atau mereka dapat dibeli dalam bentuk rakitan dengan sedikit lebih banyak uang.
Tak perlu dikatakan lagi bahwa penggunaan kipas angin atau AC tidak disarankan di lingkungan di mana printer 3d dioperasikan, karena mereka menyebabkan aliran udara yang terlalu dingin dalam jumlah besar yang sulit untuk dilawan.
2. Ratakan tempat tidur dengan baik

Perataan tempat tidur adalah langkah yang paling penting, sehingga harus dilakukan secara menyeluruh dan metodis setiap kali perbedaan ketebalan terlihat pada lapisan cetakan pertama. Pada gambar berikut, Anda dapat melihat seperti apa tempat tidur yang tidak rata:
Di sisi kiri, nozzle printer jauh dari tempat tidur, sehingga benang filamen terlepas, tanpa lengket. Diperkirakan bagian itu akan gagal di area itu, karena tidak ada yang menahan objek di tempatnya.
Di area di sebelah kanan, alasnya terlalu tinggi, menyebabkan nosel rata dengan alasnya. Filamen tidak bisa keluar dari nosel hotend atau melakukannya dengan cara yang sangat dipaksakan. Saat lapisan kedua dimulai, kesalahan akan masuk dan ketidakkonsistenan dasar akan menyebabkan kurangnya kepatuhan.
Di zona tengah, lapisannya rata dan homogen. Filamen rata dengan benar di tempat tidur, memberikan objek dasar yang kuat dan meningkatkan daya rekat.
Seberapa sering tempat tidur harus diratakan?
Tidak ada frekuensi wajib di mana kita harus melakukan kalibrasi ini, tetapi akan lebih mudah untuk melakukannya sesering mungkin untuk menghindari kejutan yang tidak menyenangkan berupa lengkungan di tengah pencetakan beberapa jam.
Salah satu rekomendasi adalah untuk memeriksa kalibrasi tempat tidur setelah 10 kali cetak, atau setidaknya seminggu sekali dengan melakukan uji kalibrasi seperti ini:

yang mencetak lapisan tipis material di berbagai area platform build. Dengan demikian, dapat dipastikan sisi atau sudut tempat tidur mana yang lebih tinggi dari yang lain.
Level dengan kertas atau pengukur ketebalan
Salah satu cara tercepat (dan paling efektif) untuk meratakan tempat tidur Anda adalah dengan menggunakan selembar kertas. Ketebalan lembaran yang kami gunakan di kantor sangat ideal untuk memungkinkan aliran filamen yang benar.
Teknik ini terdiri dari membawa hotend ke posisi 0 sumbu Z, mematikan motor dan melintasi bagian tengah dan 4 sudut tempat tidur sambil menyesuaikan sekrup leveling di setiap titik. Dalam melakukannya, kita harus memastikan bahwa lembaran kertas meluncur di antara nosel dan alas dengan sedikit gesekan. Mungkin sulit pada awalnya untuk mencapai tingkat gesekan yang sama di semua titik, tetapi dengan mengulangi proses 2 atau 3 kali, alas akan hampir dikalibrasi dengan sempurna.
Detail yang sangat penting untuk diingat:untuk melakukan prosedur ini, alas dan pemanas harus berada pada suhu yang akan digunakan selama pencetakan , karena seperti yang kita lihat, bahan berubah ukurannya saat panas.
Menggunakan feeler gauge dapat membantu jika Anda memilikinya di rumah, tetapi menggunakan selembar kertas sudah cukup untuk mendapatkan kalibrasi yang tepat.
Pertimbangkan Sensor Leveling Otomatis
Sistem leveling otomatis menggunakan berbagai jenis sensor untuk mendeteksi seberapa jauh ujung panas dari tempat tidur. Saat memulai pekerjaan cetak, kita dapat menambahkan baris ke kode-G untuk melakukan perataan otomatis sebelum kita mulai mencetak. Proses ini mengukur jarak ke tempat tidur di berbagai titik, menciptakan "peta" yang kemudian digunakan untuk mengimbangi perbedaan level dan memastikan lapisan pertama yang baik.
Terkadang, penggunaan sistem ini adalah satu-satunya cara untuk mencetak dengan benar, karena beberapa dasar pencetakan cenderung melengkung dan membuat tugas meratakan menjadi tidak mungkin.
3. Bersihkan Tempat Tidur setelah setiap penggunaan
Akumulasi sisa-sisa kotoran, filamen atau zat yang digunakan untuk meningkatkan daya rekat lapisan pertama dapat terkumpul di area tempat tidur dan mencegah benda menempel dengan kuat. Untuk menghindarinya, penting untuk selalu menjaga kebersihan tempat tidur , menggunakan alkohol atau zat yang tidak merusak permukaan kerja.
4. Tingkatkan suhu tempat tidur
Dalam penelitian ini, suhu hot bed diuji coba, mencari untuk menentukan mana yang optimal untuk mencapai kepatuhan terbaik. Kesimpulannya menyebutkan bahwa suhu terbaik adalah yang sedikit melebihi suhu transisi filamen yang digunakan . Sebagai contoh, dalam kasus PLA, suhu transisinya adalah 60 C. Menurut proposal ini, kita harus menetapkan suhu di perangkat lunak kita antara 60 dan 65 C.
Suhu ideal untuk filamen yang paling umum:
- PLA :60°C
- PETG :80 °C
- ABS :105 °C
- TPU :Karena komposisinya, direkomendasikan untuk tidak memanaskan dasar pencetakan, karena filamen ini menghasilkan daya rekat yang cukup dengan sendirinya.
5. Gunakan Lem atau Semprotan Rambut
Ada beberapa “pengobatan rumahan” yang sering direkomendasikan, seperti penggunaan lem stick, hairspray atau bahkan air gula. Tujuannya adalah untuk menciptakan zat yang meningkatkan daya rekat pada dasar pencetakan.
Mana yang lebih baik?
Dalam hal adhesi, semprotan fiksatif biasanya memberikan hasil yang sangat baik diterapkan pada dasar kaca atau cermin. Masalah dengan mereka adalah bahwa presentasi aerosol mereka menyebarkan fiksatif di area yang tidak diinginkan, seperti kipas atau elektronik, di mana sulit dibersihkan.
Alternatif yang jauh lebih bersih dan praktis adalah lem. Berlaku tepat waktu dan mudah dibersihkan. Kerugiannya adalah harga dan kebutuhan untuk membersihkan tempat tidur lebih sering.
6. Matikan cooldown pada lapisan awal
Pendingin lapisan atau kipas lapisan , itu dapat menghasilkan kejutan termal yang terlalu tiba-tiba di lapisan pertama, membuat penyatuan dengan alas menjadi lemah dan akhirnya terlepas di tengah cetakan.
Sebagian besar program laminasi memiliki opsi untuk menonaktifkan pendingin untuk beberapa lapisan atau bahkan membuatnya bertahap saat Anda mencetak lebih tinggi.
7. Gunakan Brim atau Rakit
Kedua opsi ini sangat efektif, karena meningkatkan permukaan yang bersentuhan dengan unggun berpemanas. Semakin banyak garis yang dimiliki rok, semakin baik efeknya, selama tidak ada ruang tersisa antara rok dan objek.
Rakit, untuk bagiannya, sangat direkomendasikan untuk mencetak benda-benda kecil yang memiliki area yang terlalu kecil di lapisan pertama.
8. Gunakan selotip kertas
Pita kertas pelukis, terutama yang berwarna biru, memiliki kekasaran yang sangat cocok untuk menahan bagian-bagian selama pencetakan. Selain itu, tidak terpengaruh oleh suhu dan dapat digunakan kembali untuk beberapa cetakan. Kekurangannya, saat melepas bagiannya bisa lepas atau pecah, sehingga perlu melepasnya dan memasang pita baru, proses yang agak rumit.
Apa solusi terbaiknya?
Setelah tempat tidur diratakan dengan benar, kombinasi 3 elemen membuat lengkungan menjadi sesuatu dari masa lalu:
- Penggunaan tempat tidur berpemanas dengan suhu sedikit di atas suhu transisi bahan yang digunakan.
- Aplikasi semprotan perekat atau lem stick.
- Penempatan penutup untuk menjaga suhu tetap stabil selama seluruh pencetakan.
Sebagai rekomendasi pribadi, meskipun banyak printer biasanya dilengkapi dengan alas magnet fleksibel yang diletakkan di atas alas berpemanas, kaca adalah salah satu bahan terbaik untuk digunakan sebagai alas . Tingkat kerataannya yang sangat besar dijamin dan kekerasannya berarti tidak berubah bentuk saat digunakan. Selain itu, mudah dibersihkan dan tidak mahal untuk diganti. Sangat cocok dengan semprotan fiksatif rambut.
Jika Anda mempertimbangkan untuk mengganti salah satu alas khusus yang telah rusak ini, saya sarankan untuk mencoba kaca setidaknya untuk sementara waktu.
Masalah tambahan:Pemisahan Lapisan
Masalah lain yang dapat muncul ketika menggunakan bahan dengan amplitudo ekspansi-kontraksi tinggi adalah pemisahan lapisan. Hal ini terjadi ketika daya rekat pada alasnya bagus, tetapi kondisi stabilitas termalnya tidak memadai. Filamen berkontraksi tidak merata dan beberapa lapisan "menarik" lebih kuat daripada yang lain, menyebabkan mereka akhirnya terpisah satu sama lain.
Cara mengatasi pemisahan lapisan:
- Gunakan Sampul :Dengan menjaga suhu di sekitar objek konstan, gradien termal lebih kecil dan lapisan mendingin secara merata, berkontraksi pada waktu yang sama dan dengan cara yang sama.
- Kurangi Tinggi Garis :Jika lapisan terlalu tinggi, filamen yang baru diekstrusi gagal meratakan dengan benar terhadap lapisan terakhir. Mengurangi ketinggian lapisan dapat membantu meningkatkan daya rekat antar lapisan.
- Panaskan terlebih dahulu printer :Enklosur di dalam penutup harus berada pada suhu yang stabil sebelum mulai bekerja, jadi disarankan untuk menaikkan suhu tempat tidur ke suhu yang akan digunakan selama pencetakan dan tunggu setidaknya 10 menit.
- Jangan buka pintu printer sampai bagian benar-benar dingin: Pendinginan yang cepat dapat menyebabkan pemisahan lapisan bahkan setelah pencetakan selesai.
Kesimpulan
Warping adalah masalah pencetakan yang sangat umum di kalangan pemula dan pengguna berpengalaman, terutama saat menggunakan filamen yang cenderung menyusut tajam selama pendinginan. Ini terdiri dari menekuk dan mengangkat potongan di beberapa sudut, dan biasanya mereka merusak seluruh pekerjaan. Hal ini dapat dihindari dengan mengikuti metode yang dimulai dengan perataan alas yang benar dan berakhir dengan memastikan daya rekat yang kuat dari objek dan alas selama pencetakan. Penggunaan penutup dan aplikasi beberapa jenis lem meminimalkan risiko melengkung.