Mendapatkan Traksi dengan Markforged:Overmolding dan Casting Roda Cetak 3D
Catatan Editor:Posting tamu ini ditulis oleh Charles Guan, lulusan Teknik Mesin MIT dan mantan instruktur bengkel &desain mesin MIT. Dia juga pembuat robot Overhaul di BattleBots ABC. Dia bekerja sebagai konsultan teknik dalam robotika dan transportasi, dan disponsori oleh Markforged untuk bersaing di BattleBots dan kompetisi robotika lainnya. Lihat situs webnya dan Equals Zero Robotics untuk informasi lebih lanjut!
Desain Roda
roda. Dengan lebih dari 6.000 tahun sejarah di belakang mereka, Anda akan mengira kami akan membuatnya sempurna sekarang. Seperti yang saya temukan dengan cara yang sulit selama BattleBots Musim 2, ini jauh dari benar dalam banyak hal. Anda benar-benar dapat menemukan kembali roda dan melakukan kesalahan. Saya merancang Overhaul 2.0 dengan platform penggerak 6 roda persegi yang kuat dan stabil dengan tujuan menggunakan kecepatan untuk keuntungan saya dalam menangkap lawan di pengangkat bergulatnya. Saya memilih roda berdasarkan apa yang saya ketahui:roda kastor industri kekerasan sedang dengan tapak termoplastik elastomer (TPE) yang telah digunakan dalam pertempuran robot sejak awal. Menempatkan 16 motor tenaga kuda melalui roda ini dalam robot yang dirancang untuk mencapai 19mph dalam 1 detik adalah wilayah yang belum dipetakan.
Ini sama sekali tidak menguntungkan saya di arena. Roda TPE mulai terlepas, benar-benar meleleh karena daya yang dimasukkan melaluinya. Tapak licin mereka meluncur di atas puing-puing lepas dan partikel di dalam kotak seperti bot yang melaju di atas es. 16 tenaga kuda motor penggerak brushless saya cukup banyak pemborosan total sebagai hasilnya. Jika Anda menonton pertandingan saya melawan Beta musim lalu, Anda akan melihat bahwa saya mengira BattleBots sebagai Grand Prix D1 sebagai bagian yang bagus dari pertandingan.

Setelah turnamen BattleBots Musim 2, saya bertanya-tanya tentang langkah selanjutnya. Roda perlu diubah untuk menempatkan kekuatan bot di tanah. Di sinilah saya mulai meneliti senyawa karet castable. Saya tidak keberatan membuat beberapa cetakan, menuangkan bahan, lalu mengerjakan sesuatu yang lain dalam waktu yang dibutuhkan untuk menyembuhkan. Selama Musim 2 BattleBots, saya telah menyaksikan beberapa pesaing – termasuk Beta – menuangkan roda uretana mereka sendiri di tempat.
Saya tidak tahu apa-apa tentang desain ban dan roda, atau cetakan dan pengecoran. Bicara tentang bidikan dalam gelap! Untungnya, saya telah memojokkan beberapa perwakilan perusahaan Smooth-On di Detroit Maker Faire selama musim panas, dan berbicara panjang lebar dengan mereka tentang pemikiran mereka tentang produk mana yang cocok untuk membuat roda traksi. Smooth-On adalah perusahaan yang terutama diarahkan untuk pembuatan cetakan &casting untuk efek khusus, kostum, dan alat peraga – bukan keperluan industri. Namun, distributor mereka bersifat nasional sehingga bahan mereka sangat mudah tersedia untuk eksperimen – hanya 15 menit berkendara dari Boston. Misi:pelajari alur kerja pengecoran resin dengan memproduksi roda khusus untuk model Overhaul skala 30lb yang saya rancang saat itu untuk kompetisi Musim Gugur 2016.
Mendesain Cetakan
Para perwakilan mengarahkan saya ke dua bahan yang memiliki ketahanan sobek dan kekuatan tarik yang tinggi, seri Reoflex dan Simpact. Kedua sifat ini diinginkan dalam senyawa roda, di mana karet terus-menerus digeser melalui ketebalan tapaknya dan diseret di sepanjang tanah. Saya mendapatkan sampel ReoFlex 50 (untuk durometer 50A, yang cukup lembut seperti sol sepatu) dan mengatur untuk mendesain cetakan dan hub.
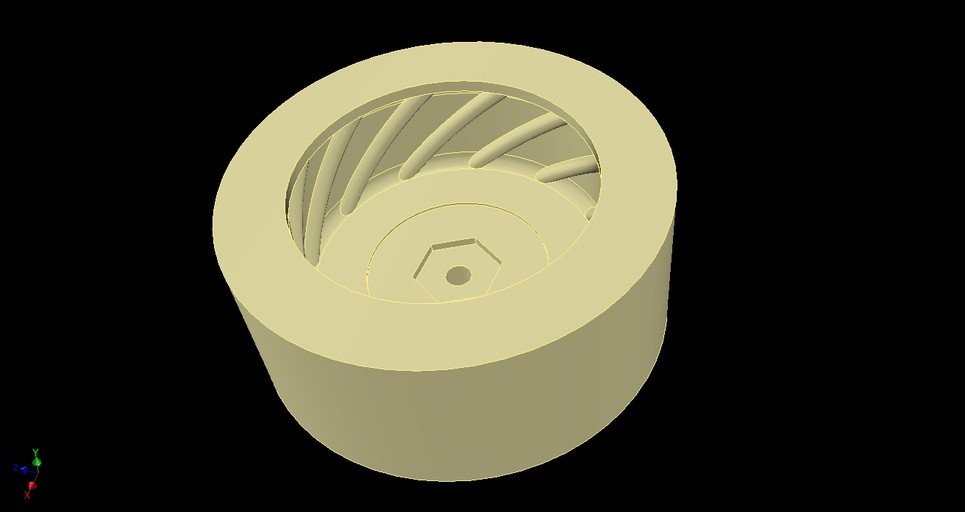
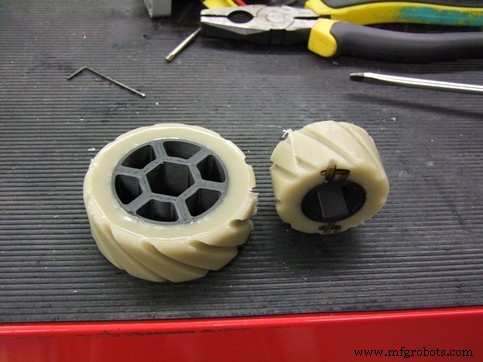
Setelah kinerja Overhaul di dalam kotak, saya cukup yakin beberapa jenis fitur pembersihan puing diperlukan di permukaan roda. Meskipun kami tidak mencoba mengalirkan air atau mencakar lumpur seperti dengan ban mobil, masih ada detritus lepas dan serpihan cat dari arena itu sendiri yang harus dihadapi. Untuk memulai, saya membuat pola tapak spiral sederhana. Ini sama sekali tidak dioptimalkan – saya hanya ingin mencapai tahap pencetakan dengan cepat untuk saat ini. Saya pikir alur heliks akan cenderung mendorong puing-puing ke samping menjauh dari bidang kontak. Orientasi dan jumlah alur yang tepat jelas masih merupakan ilmu yang belum pasti jika Anda pernah berbelanja ban.
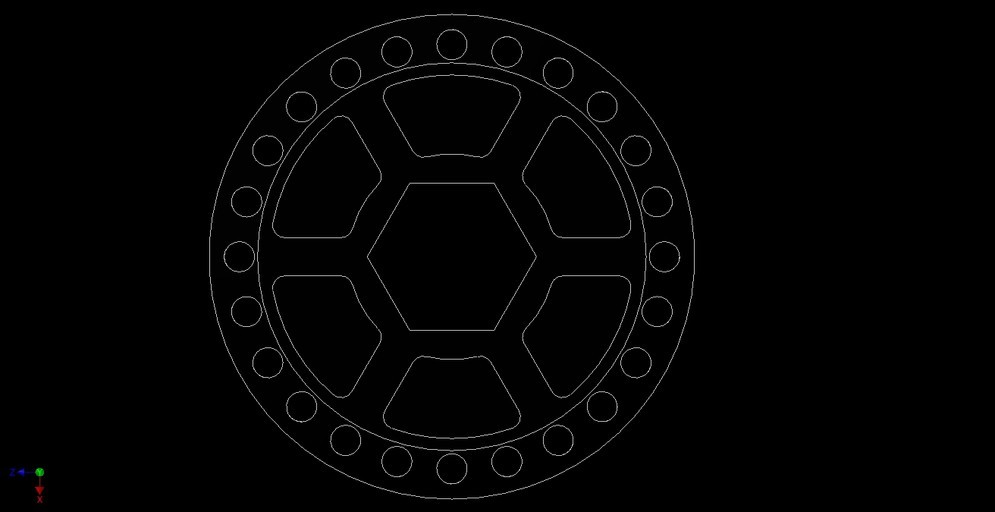
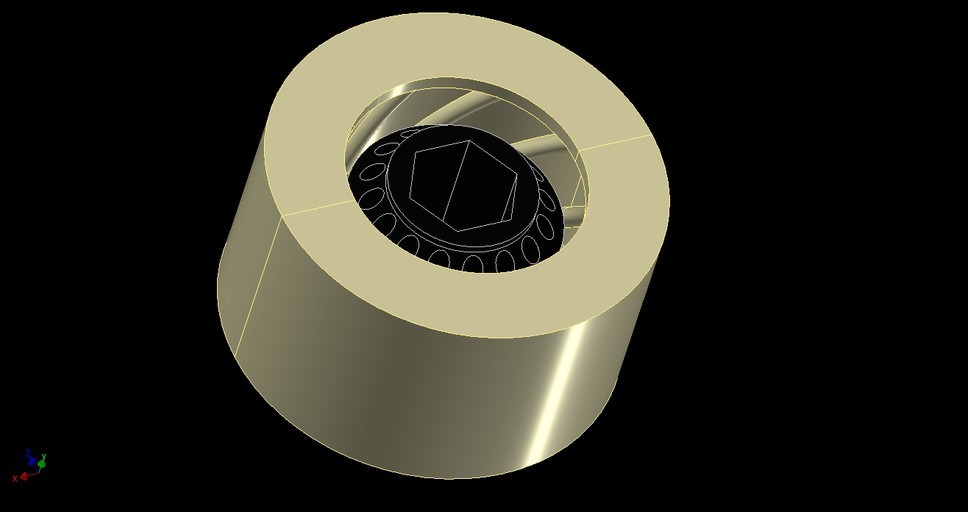
Selanjutnya, saya dihadapkan pada tugas mendesain hub roda. Saya melihat-lihat kotak skuter dan roda skateboard saya untuk mendapatkan inspirasi. Mereka semua memiliki fitur yang sama:lubang tembus atau slot tempat urethane mengalir dan masuk. Saya sangat ingin memastikan bahwa bahan tapak dapat tetap berada di hub bahkan dengan kegagalan adhesi. Saya memodelkan hub silindris yang cukup mendasar, tetapi dengan banyak fitur lubang tembus di rusuk tengah yang meruncing untuk memberikan area dan penampang maksimum agar urethane dapat menempel. Saya memilih Onyx daripada Nylon biasa untuk hub karena kekakuan dan kekuatannya yang lebih tinggi, difaktorkan dengan sifat adhesi. Kekakuan yang meningkat memungkinkan saya membuat hub roda menjadi ringan, sementara resin akan lebih melekat pada tekstur kasar mikroskopis Onyx daripada nilon mengkilap.
Karena Tiny Overhaul juga memerlukan beberapa roda depan yang lebih kecil, saya menggunakan fitur parametrik dari Autodesk Inventor untuk menghasilkan model 2 inci dengan cepat. Cetakan ini memiliki area yang cukup sempit untuk dituang, jadi saya tertarik dengan bagaimana bahan tersebut akan berperilaku.

Saya mencetak cetakan uji menggunakan Nylon polos yang tidak diperkuat pada Mark Two. Cetakan sangat jarang – 4 dinding dan 4 lapisan atap &lantai, tetapi hanya terisi 25%, dicetak pada pengaturan lapisan paling kasar 0,2mm. Saya membuat model lubang pin registrasi menjadi dua bagian untuk memastikan keselarasan.

Menuang Cetakan
Bagian cetakan dirancang untuk disatukan dengan satu klem selang biasa. Di dalam, hub roda berada di atas busing adaptor agar tetap berada di tengah cetakan, dan busing adaptor ini memiliki lubang tembus ke bagian bawah bagian cetakan sehingga saya bisa menjalankan mur dan baut penahan secara vertikal untuk menutup permukaan bawah hub roda terhadap cetakan. Sebelum merakit ini, saya melapisi bagian cetakan dengan pelepasan cetakan semprot.

Atas saran teman-teman yang memiliki pengalaman pencetakan &pengecoran yang lebih luas, saya meminjam pot vakum untuk mengeluarkan semua gelembung udara dari resin campuran. Smooth-on mengiklankan resin mereka sebagai "meminimalkan udara yang terperangkap", tetapi melihat campuran mendidih menunjukkan kepada saya bahwa ini kurang efektif. Gelembung udara yang terperangkap akan mengurangi integritas tapak roda karena akan menimbulkan banyak gangguan pada material. Saya menghilangkan gas cangkir bahan campuran alih-alih meletakkan seluruh cetakan dengan resin cair di dalam ruangan, karena semua udara di dalam cetakan setengah dari cetakan berlubang kemungkinan akan merusaknya atau bahkan bocor dan keluar perlahan.

Butuh sekitar 2 menit untuk menuangkan cetakan roda 3 inci – saya memiringkan cangkir pencampur secukupnya untuk menjaga aliran cairan terus menerus, membiarkan resin mengendap di bagian bawah dan tidak menumpuk atau menumpuk di atas cetakan. Membiarkan resin "menemukan garis airnya" adalah cara untuk menghindari terperangkapnya gelembung udara besar di bagian tersebut.
Saya menuangkan roda 3″ dan roda 2″ sebagai batch awal. Setelah dua roda pertama setidaknya muncul kokoh, saatnya untuk terlibat dalam beberapa produksi. Saya mencetak cetakan tambahan sehingga saya dapat menuangkan 4 roda atau lebih sekaligus – salah satu cangkir pencampur saya cocok untuk dua roda 3″ dan dua roda 2, sehingga menjadi standar.
Proses Penyembuhan
Sebagian besar produsen resin merekomendasikan penyembuhan lambat suhu kamar awal, kemudian memanaskan bahan setelahnya untuk memperkuat ikatan silang polimer lebih banyak. Misalnya, lembar data untuk Reoflex 50 mengatakan untuk memanaskan bahan hingga 65 Celcius selama 4 hingga 8 jam. Saya menggunakan ruang berpemanas pada suhu sekitar 70 derajat Celcius:roda baru yang muncul dari penyembuhan yang dipercepat panas ini jelas lebih tangguh dan lebih tahan terhadap sentuhan.

Hasilnya setelah seminggu percobaan adalah setengah lusin atau lebih dari setiap roda ukuran. Saya telah menghabiskan persediaan ReoFlex 50 saya, jadi saya memutuskan ini adalah tempat yang baik untuk berhenti dan memastikan roda benar-benar bekerja dalam persaingan sebelum menghabiskan lebih banyak uang untuk materi. Saya menjalani siklus yang menyenangkan beberapa hari sebelumnya – saya menuangkan cetakan sebagai hal terakhir yang saya lakukan di malam hari sebelum pergi, membentuknya di pagi hari, lalu memanggangnya sepanjang hari.
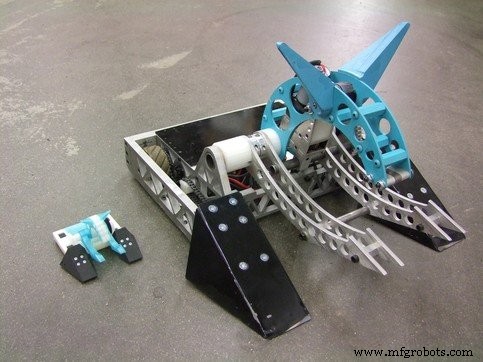
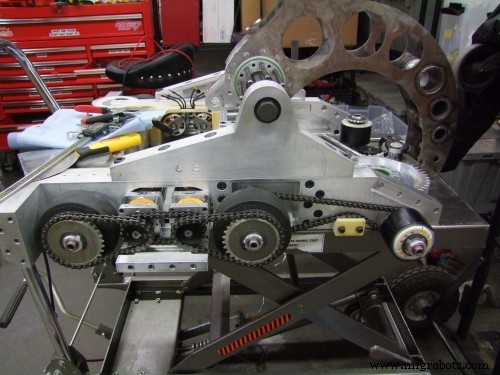
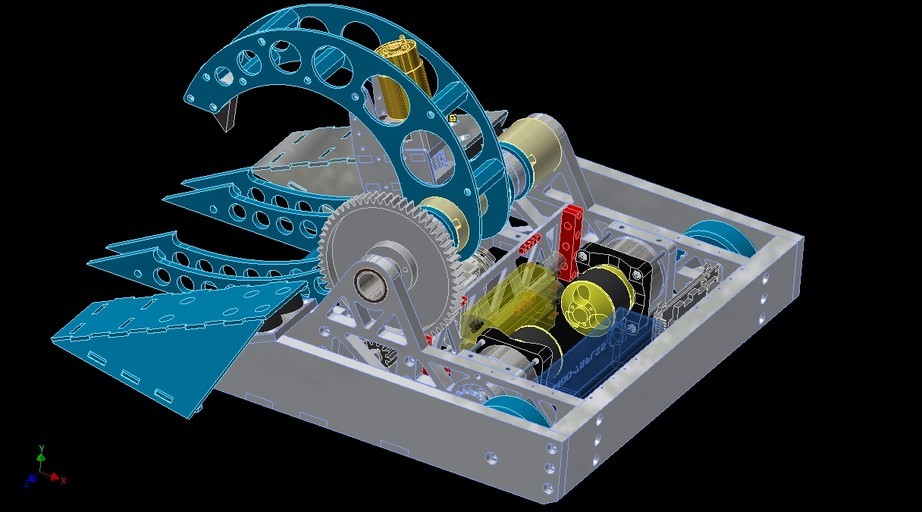
Dan seperti itulah tampilannya saat dipasang di bot. Jika Anda tertarik dengan pengembangan "30-Haul" seperti yang kami sebut, Anda dapat melihat utas pembuatannya di situs web saya.
Jadi apa selanjutnya? Sekarang setelah proses produksi saya dieksplorasi dan desain dasar di depan saya, inilah saatnya untuk memulai sains yang sebenarnya. Nantikan Bagian II dari seri ini, di mana saya mencoba membuat roda dari senyawa yang berbeda dan menguji traksinya di lantai baja yang dicat. Untuk saat ini, inilah tampilan roda-roda ini setelah beberapa pertandingan mengemudi yang sulit!

Pelajari lebih lanjut tentang printer Markforged dan cara menyesuaikannya dengan aplikasi Anda!


