Jig dan Perlengkapan:Jenis, Suku Cadang, Keuntungan, Aplikasi, dan lainnya.
Dalam posting ini. Anda akan mempelajari apa itu jig and fixture dan cara mereka menggunakannya ? dan Definisi, Bagian &berbagai jenis jig dan perlengkapan dengan prinsip kerja mereka. Dan Anda juga dapat mengunduh file PDF dari postingan ini.
Jig dan Fixture
jig dan perlengkapan adalah perangkat yang membantu meningkatkan laju suku cadang yang identik dan mengurangi upaya manusia yang diperlukan untuk memproduksi suku cadang ini, Telah ditekankan sebelumnya bahwa mesin bubut tengah adalah alat mesin yang cocok untuk memproduksi bagian individu dengan bentuk dan ukuran yang berbeda, tetapi untuk memproduksi barang sejenis dalam jumlah besar penggunaannya tidak akan ekonomis.
Terhadap hal ini, bubut penggulung dan turret dapat dengan mudah disesuaikan untuk pekerjaan berulang karena pengaturan multi-pendinginan dan penggunaan stop melintang ini meningkatkan laju produksi.
Namun, setiap jenis objek tidak dapat dikerjakan dengan mesin bubut penggulung atau turret dan mungkin melibatkan penggunaan mesin bor, penggilingan, perencanaan dan penggilingan, dll. Jika objek tersebut akan diproduksi dalam bentuk dan ukuran yang identik dalam skala massal, cocok perangkat harus digunakan untuk memegang dan menempatkan tujuan sehingga pekerjaan pengulangan dapat dilakukan. Perangkat ini adalah jig and fixture.
Apa itu Jig?
Jig dapat didefinisikan sebagai perangkat yang memegang dan menempatkan benda kerja dan memandu dan mengontrol satu atau lebih alat pemotong. Pegangan pekerjaan dan pemanduan pahat sedemikian rupa sehingga mereka berada pada posisi sebenarnya relatif satu sama lain.
Dalam konstruksi, jig terdiri dari pelat, struktur, atau kotak yang terbuat dari logam atau dalam beberapa kasus non-logam yang memiliki ketentuan untuk menangani komponen pada posisi yang sama satu demi satu, dan kemudian mengarahkan pahat ke posisi yang salah pada pekerjaan di sesuai dengan gambar, spesifikasi, atau tata letak operasi.
Apa itu Jadwal?
Fixture adalah perangkat yang memegang dan menempatkan benda kerja selama inspeksi atau untuk operasi manufaktur. Fixture tidak memandu alat.
Dalam konstruksi, perlengkapan terdiri dari standar yang berbeda atau pekerjaan yang dirancang khusus yang memegang perangkat, yang dijepit pada mesin yang mampu menahan pekerjaan pada posisinya. Perkakas diatur pada posisi yang diperlukan pada pekerjaan dengan menggunakan pengukur atau dengan penyesuaian manual.
Baca juga:7 Jenis Chuck Mesin Bubut.
Elemen utama jig and fixture
Elemen utama jig dan fixture adalah:
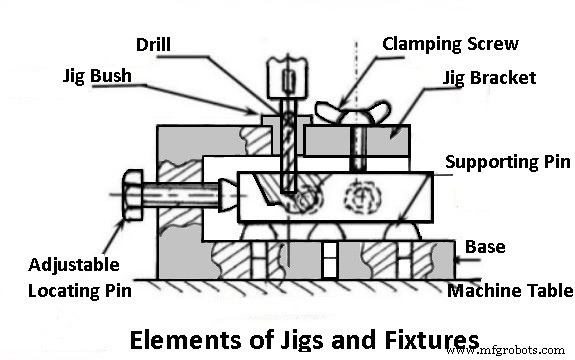
Tubuh: Ini adalah struktur tipe pelat, kotak atau bingkai di mana komponen yang akan dikerjakan berada. Itu harus cukup kokoh dan kaku.
Menemukan elemen: Elemen-elemen ini menempatkan benda kerja pada posisi yang tepat dalam kaitannya dengan pahat pemotong.
Elemen penjepit: Elemen-elemen ini dengan kuat mengamankan benda kerja di posisinya.
Elemen penggilingan dan pengaturan: Elemen-elemen ini memandu pahat pemotong jika terjadi jig dan membantu kerja pahat yang tepat jika terjadi perlengkapan.
Elemen pemosisian: Elemen-elemen ini mencakup berbagai jenis perangkat pengencang, yang digunakan untuk mengamankan jig atau perlengkapan ke mesin pada posisi yang tepat.
Elemen pengindeksan: Mereka tidak selalu disediakan. Namun, banyak benda kerja mungkin harus diindeks ke posisi yang berbeda untuk melakukan operasi pemesinan pada permukaan yang berbeda atau lokasi yang berbeda. Dalam kasus seperti itu, elemen-elemen ini harus dimasukkan ke dalam jig atau fixture.
Baca juga:Mesin Bubut Penggulung dan Turret
Jenis Jig dan Fixture :
Jenis Jig
Berikut adalah tujuh jenis jig yang berbeda.
- Templat jig
- Gerakan piring
- jig saluran
- Diameter jig
- Daun jig
- Cincin jig
- Kotak jig
Template Jig
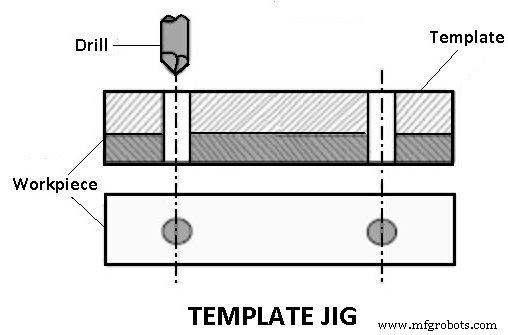
Jig template adalah yang paling sederhana dari semua jenis. Pelat 2 yang memiliki lubang pada posisi yang diinginkan berfungsi sebagai pelat yang dipasang pada komponen 1 yang akan dibor. Bor (21) dipandu melalui lubang templat 2 ini dan lubang yang diperlukan dibor pada benda kerja pada posisi relatif yang sama satu sama lain seperti pada templat. Sebuah template jig ditunjukkan pada gambar.
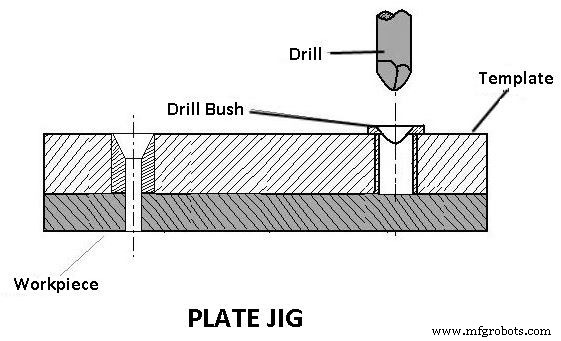
Plate Jig
- Fitur menahan dan memposisikan pekerjaan tetapi tidak memandu pahat. Sedangkan jig memegang, menempatkan dan sekaligus memandu alat.
- Fitur dalam konstruksi lebih berat dan dibaut dengan kuat pada meja mesin. Sedangkan jig dibuat lebih ringan untuk penanganan yang lebih cepat, dan menjepit dengan meja seringkali tidak diperlukan.
- Fitur digunakan untuk menangani pekerjaan dalam operasi penggilingan, penggilingan, perencanaan, atau pembubutan. Sedangkan jig digunakan untuk menahan kerja dan mengarahkan pahat khususnya dalam operasi pengeboran, reaming atau penyadapan.
Plate jig adalah perbaikan dari template jig dengan memasukkan bor bush pada template. Jig pelat digunakan untuk mengebor lubang pada bagian besar yang menjaga jarak akurat satu sama lain. piring jig ditunjukkan pada gambar di atas.
Channel Jig
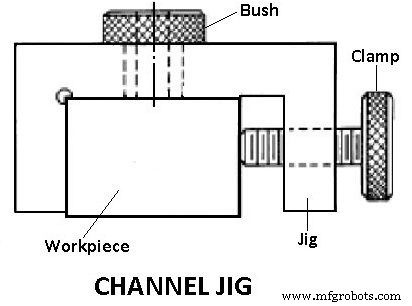
Jig saluran diilustrasikan pada gambar. Ini adalah jenis jig sederhana yang memiliki penampang seperti saluran. Komponen 1 dipasang di dalam saluran 4 dan ditempatkan serta dijepit dengan memutar kenop knurled 5. Pahat dipandu melalui semak bor 3.
Diameter Jig
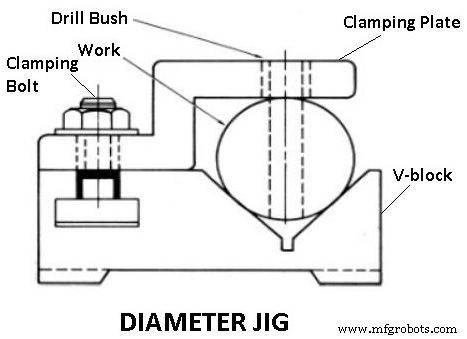
Diameter jig ditunjukkan pada gambar. Ini digunakan untuk mengebor lubang radial pada benda kerja silinder atau bola. Pekerjaan 1 ditempatkan pada blok V tetap 6 dan kemudian dijepit oleh pelat penjepit 7 yang juga menempatkan pekerjaan. Pahat dipandu melalui semak bor 8 yang disetel secara radial dengan benda kerja.
Leaf Jig
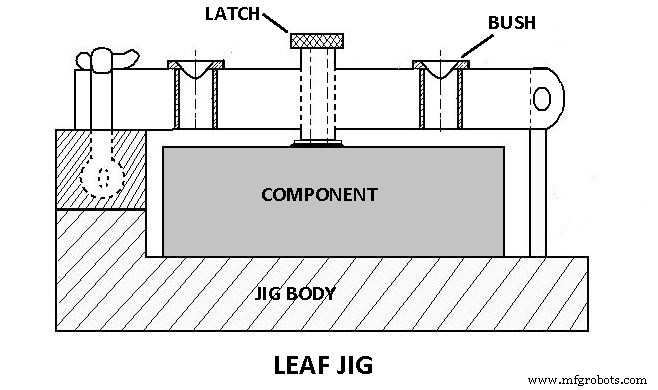
Jig daun diilustrasikan pada gambar di atas. Ini memiliki daun atau pelat 13 berengsel pada tubuh di 11 dan daun dapat diayunkan terbuka atau tertutup pada pekerjaan untuk tujuan pemuatan atau pemuatan. Pekerjaan 1 terletak dengan tombol 10 dan dijepit oleh sekrup set 12. Semak bor 3 memandu pahat.
Ring Jig
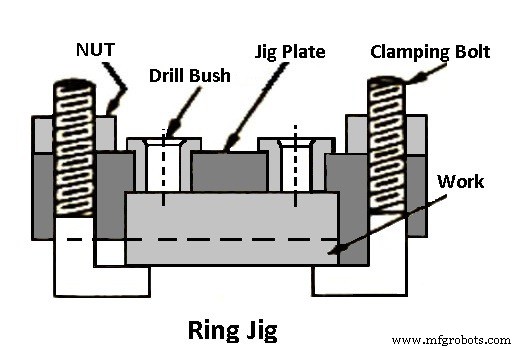
Ring jig ditunjukkan pada gambar di atas. Ini digunakan untuk mengebor lubang pada bagian bergelang melingkar. Pekerjaan dijepit dengan aman pada badan bor dan lubang dibor dengan mengarahkan pahat melalui semak bor.
Kotak Jig
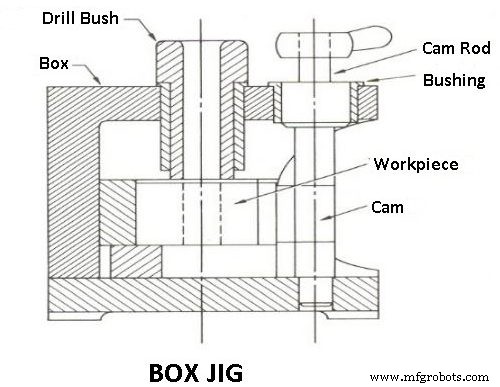
Jig kotak diilustrasikan pada gambar di atas. Ini adalah konstruksi seperti kotak di mana komponen terletak oleh tombol 18. Pekerjaan 1 dijepit dengan memutar pegangan cam 19 yang juga menempatkannya. Semak bor 3 memandu alat. Jig kotak umumnya digunakan untuk mengebor sejumlah lubang pada komponen dari sudut yang berbeda.
Jenis Perlengkapan
Berikut adalah 10 jenis pertandingan yang berbeda:
- Perlengkapan belok.
- Perlengkapan penggilingan.
- Persiapan broaching.
- Perlengkapan penggilingan.
- Pertandingan yang membosankan.
- Perlengkapan pengindeksan.
- Perlengkapan penyadapan.
- Perlengkapan dupleks.
- Perlengkapan pengelasan.
- Perlengkapan perakitan.
Jadwal biasanya dinamai berdasarkan jenis operasi pemesinan yang dirancang dan digunakan.
Perlengkapan belok
Benda kerja biasa cukup mudah dipegang pada mesin bubut di perangkat penahan pekerjaan standar seperti chuck dan pengumpul, di antara bagian tengah dan pada mandrel atau pelat muka. Tetapi komponen yang bentuknya tidak beraturan menawarkan banyak kesulitan dalam memegangnya dengan benar.
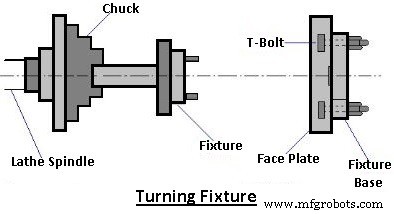
Pekerjaan sederhana berbentuk aneh dapat dilakukan di chuck juga, katakanlah dengan penyesuaian rahang yang tepat di chuck empat rahang atau dengan menggunakan rahang lunak berbentuk. Namun, benda kerja yang bentuknya rumit harus selalu dipegang pada posisinya dengan bantuan perlengkapan putar. Perlengkapan ini biasanya dipasang di hidung spindel mesin atau pada pelat muka dan benda kerja menahannya.
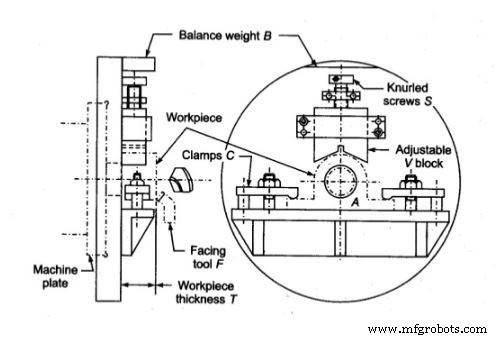
kapan pun diperlukan, perlengkapan mungkin harus dilengkapi dengan penyeimbang atau penyeimbang perlengkapan yang tidak seimbang. Perlengkapan ini harus dirancang dengan hati-hati, cukup kaku, dengan overhang minimum harus mencengkeram benda kerja dengan sangat kuat, tidak boleh membawa proyeksi berbahaya bagi operator mesin atau alat atau keduanya dan harus dapat memberikan dukungan yang tepat kepadanya untuk menipis dan lemah. bagian benda kerja selama operasi.
Perlengkapan penggilingan
Perlengkapan ini digunakan pada penggilingan untuk melakukan operasi penggilingan yang berbeda pada benda kerja. Perlengkapan ditempatkan dengan benar di atas meja mesin dan diamankan pada posisinya dengan menggunakan baut dan mur.
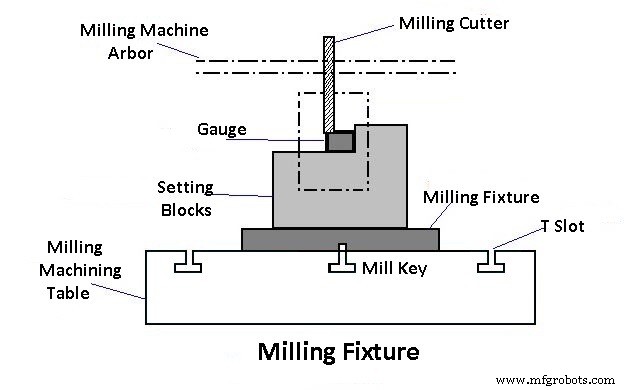
Meja digeser dan diatur pada posisi yang tepat, sehubungan dengan pemotong. Benda kerja tidak terletak di dasar perlengkapan dan dijepit sebelum memulai operasi.
Karena gaya potong yang terlibat cukup tinggi, dan juga terputus-putus, elemen penjepit. Penempatan yang tepat dari perlengkapan di meja mesin biasanya dicapai dengan bantuan dua duri yang disediakan di bawah dasar perlengkapan. Duri ini memasuki slot-T meja untuk menyediakan lokasi yang diperlukan. Basis perlengkapan kemudian dapat diamankan ke meja dengan menggunakan baut-T dan mur.
Perlengkapan Broaching
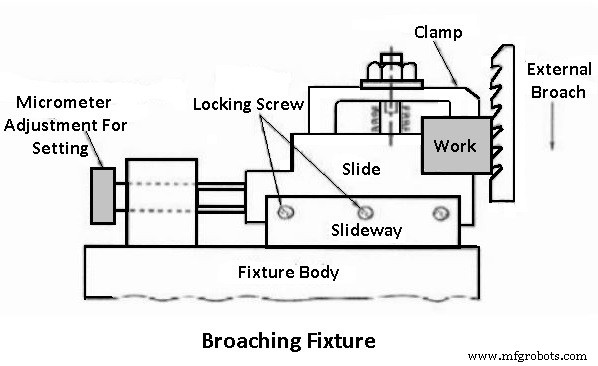
Fixture ini digunakan pada berbagai jenis mesin broaching untuk mencari, menahan, dan mendukung benda kerja selama operasi, seperti keyway broaching operasi, seperti broaching alur pasak, broaching lubang, dll. Penggunaan pelat penjepit sebagai perlengkapan untuk broaching lubang tipe tarik internal.
Perlengkapan Gerinda
Beberapa bentuk perlengkapan yang berbeda digunakan dalam mesin gerinda untuk menemukan, menahan, dan menopang benda kerja selama operasi. Perlengkapan ini mungkin perangkat penahan kerja standar, seperti chuck, mandrel, chuck dengan rahang berbentuk, chuck magnetik, dll.
Sebagai contoh; penggiling permukaan vertikal dengan meja putar biasanya memiliki perlengkapan putar yang diamankan ke mejanya. Demikian pula, perlengkapan polos atau tali dapat disediakan pada penggiling permukaan dengan meja bolak-balik. Lampiran penggilingan bor adalah contoh mencolok dari perlengkapan standar yang digunakan untuk penggilingan geometri bor.
Apapun jenis perlengkapan yang dirancang untuk operasi penggerindaan, harus memiliki ketentuan untuk suplai dan keluarnya cairan pendingin, pemasangan wheel dresser dan harus seimbang dengan benar, jika itu adalah perlengkapan yang berputar.
Perlengkapan Membosankan
Operasi dapat dilakukan dengan salah satu dari dua cara berikut:
- Dengan menjaga batang bor (alat) tetap diam dan memasukkan benda kerja yang menggeliat ke batang.
- Dengan menjaga benda kerja tetap diam dan memasukkan batang bor yang berputar ke dalam benda kerja.
Oleh karena itu, perlengkapan bor dibuat dalam dua desain umum.
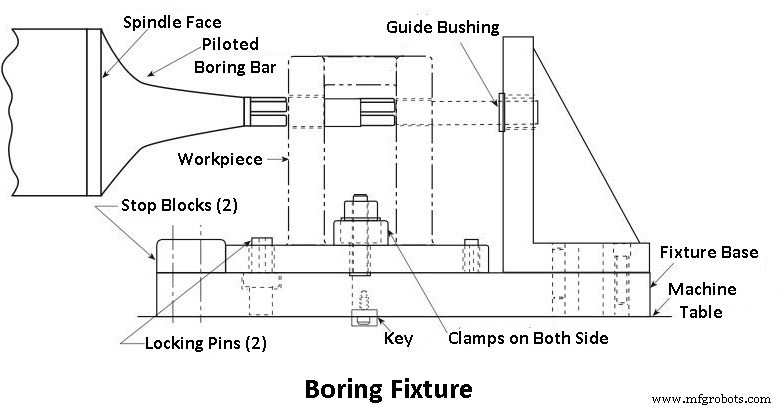
Salah satunya menggabungkan prinsip jig pengeboran, dan dalam hal ini, batang bor (alat) dipandu melalui semak pilot. perlengkapan tersebut juga sering disebut sebagai jig membosankan. desain lainnya memudahkan memegang posisi benda kerja yang salah, relatif terhadap batang bor.
Meskipun perlengkapan ini menggabungkan hampir semua prinsip umum desain jig dan perlengkapan, konstruksi mereka tidak perlu sekuat perlengkapan penggilingan, karena mereka tidak pernah harus menanggung beban pemotongan yang berat seperti yang terlibat dalam perlengkapan penggilingan, karena mereka tidak pernah harus menanggung beban pemotongan yang berat seperti yang terlibat dalam operasi penggilingan.
Fitur Pengindeksan
Beberapa komponen memerlukan pemesinan pada permukaan yang berbeda sehingga permukaan atau bentuknya yang dikerjakan memiliki jarak yang sama.
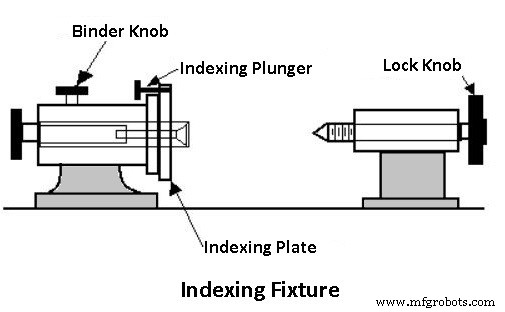
Komponen tersebut harus diindeks sama banyaknya dengan jumlah permukaan yang akan dikerjakan. Jelas, perangkat penahan (jig atau perlengkapan) yang digunakan dibuat untuk membawa mekanisme pengindeksan yang sesuai. Perlengkapan yang membawa perangkat semacam itu dikenal sebagai perlengkapan pengindeksan.
Perlengkapan Penyadapan
Perlengkapan penyadapan dirancang khusus untuk memposisikan dan mengamankan benda kerja yang identik dengan kuat untuk memotong ulir internal di lubang bor di dalamnya. Komponen yang bentuknya ganjil dan tidak seimbang akan selalu membutuhkan penggunaan perlengkapan tersebut, terutama bila operasi sadap harus dilakukan berulang kali dalam skala massal pada komponen tersebut.
Perlengkapan Dupleks
Ini adalah nama yang diberikan untuk perlengkapan yang memegang dua komponen serupa secara bersamaan dan memfasilitasi pemesinan komponen ini secara bersamaan di dua stasiun terpisah. Sementara satu benda kerja dikerjakan di satu stasiun.
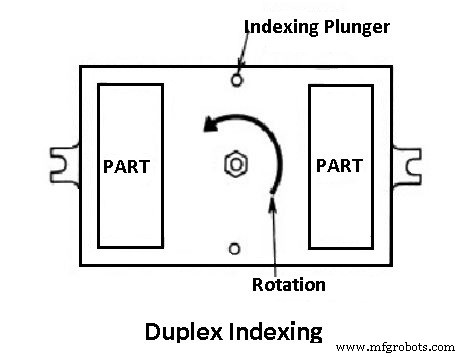
Kedua operasi sesuai dengan kebutuhan mungkin sama atau berbeda. Setelah pemesinan di kedua stasiun selesai, perlengkapan diindeks hingga 180 derajat sehingga komponen pertama digeser ke stasiun kedua untuk operasi kedua dan komponen jadi ke stasiun pertama.
Komponen yang sudah jadi kemudian diunggah di sini, diganti dengan komponen baru dan operasi pertama dilakukan di dalamnya. Siklus terus berulang, yang memungkinkan produksi massal komponen dengan kecepatan yang cukup tinggi.
Perlengkapan Pengelasan
Perlengkapan las dirancang dengan hati-hati untuk menahan dan menopang berbagai komponen yang akan dilas di lokasi yang tepat dan mencegah distorsi pada struktur yang dilas. Untuk itu, penempatan elemen harus hati-hati, penjepitan harus ringan tapi kuat, penempatan elemen penjepit harus bersih dari area pengelasan. Perlengkapan harus cukup stabil dan kaku untuk menahan tekanan pengelasan.
Dalam banyak kasus, praktik yang lebih disukai dan umum digunakan adalah pertama-tama mengelas struktur dengan menahannya dalam jig las dan kemudian memindahkannya ke perlengkapan penahan untuk pengelasan penuh. Ini membantu dalam mengurangi kemungkinan distorsi secara signifikan dan fixture mengalami tekanan yang lebih rendah.
Perlengkapan Perakitan
Fungsi perlengkapan ini adalah untuk menahan komponen yang berbeda bersama-sama dalam posisi relatif yang tepat pada saat merakitnya. Misalnya, dua atau lebih pelat baja dapat disatukan dalam posisi relatif dan terpaku.
Perlengkapan ini, yang digunakan untuk menahan komponen untuk melakukan operasi mekanis, dikenal sebagai perlengkapan perakitan mekanis. Terhadap ini, ada jenis perlengkapan lain yang komponennya dipegang untuk penyambungan, seperti perlengkapan las juga merupakan perlengkapan perakitan, tetapi untuk penyambungan panas.
Perbedaan Antara Jig dan Fixture
Berikut adalah perbedaan mendasar antara fixture dengan jig:
- Fitur menahan dan memposisikan pekerjaan tetapi tidak memandu pahat, sedangkan jig menahan, menempatkan, dan sekaligus memandu pahat.
- Fitur dalam konstruksi lebih berat dan dibaut dengan kuat pada meja mesin, sedangkan jig dibuat lebih ringan untuk penanganan yang lebih cepat dan sering kali tidak diperlukan penjepitan dengan meja.
- Fitur digunakan untuk menahan benda kerja dalam operasi penggilingan, penggilingan, perencanaan atau pembubutan, sedangkan jig digunakan untuk menahan benda kerja dan memandu pahat, khususnya dalam operasi pemboran atau penyadapan.
Keuntungan menggunakan jig dan perlengkapan dalam pekerjaan produksi massal.
Berikut adalah kelebihan jig and fixture dalam pekerjaan produksi masal.
- Menghilangkan pembuatan, pengukuran, dan metode pengaturan lainnya sebelum pemesinan.
- Ini meningkatkan akurasi pemesinan karena benda kerja ditempatkan secara otomatis dan pahat dipandu tanpa melakukan penyesuaian manual.
- Ini memungkinkan produksi suku cadang identik yang dapat dipertukarkan. Ini memfasilitasi operasi perakitan.
- Ini meningkatkan kapasitas produksi dengan memungkinkan sejumlah benda kerja untuk dikerjakan dalam satu pengaturan, dan dalam beberapa kasus, sejumlah alat dapat dibuat untuk beroperasi secara bersamaan. Waktu penanganan juga sangat berkurang karena pengaturan dan lokasi pekerjaan yang cepat. Kecepatan, umpan, dan kedalaman potong untuk pemesinan dapat ditingkatkan karena kekakuan penjepitan jig dan perlengkapan yang tinggi.
- Ini mengurangi tenaga kerja operator dan akibatnya kelelahan karena operasi penanganan diminimalkan dan disederhanakan.
- Ini memungkinkan operator semi-terampil untuk melakukan operasi sebagai operasi pengaturan alat dan pekerjaan mekanis. Ini menghemat biaya tenaga kerja.
- Ini mengurangi pengeluaran untuk kontrol kualitas produk akhir.
- Ini mengurangi keseluruhan biaya pemesinan dengan mengotomatisasi sebagian atau seluruh proses.
Keuntungan Jig dan Fixture
Kelebihan jig and fixture adalah:
- Meningkatkan akurasi pemesinan karena benda kerja ditempatkan secara otomatis dan pahat dipandu tanpa melakukan penyesuaian manual.
- Ini meningkatkan kapasitas produksi dengan memungkinkan sejumlah benda kerja untuk dikerjakan dalam satu pengaturan dan dalam beberapa kasus, sejumlah alat dapat dibuat untuk beroperasi secara bersamaan.
- Waktu penanganan juga sangat berkurang karena pengaturan dan lokasi pekerjaan yang cepat.
- Kecepatan, pengumpanan, dan kedalaman potong untuk pemesinan dapat ditingkatkan karena kekakuan penjepitan jig dan perlengkapan yang tinggi.
- Memungkinkan produksi suku cadang identik yang dapat dipertukarkan. Ini memfasilitasi operasi perakitan.
- Ini menghilangkan metode penandaan, pengukuran, dan pengaturan lainnya sebelum pemesinan.
- Perangkat ini mengurangi tenaga kerja operator dan akibatnya operasi penanganan kelelahan, diminimalkan dan disederhanakan.
- Ini mencapai operator semi-terampil untuk melakukan operasi sebagai operasi pengaturan alat dan pekerjaan mekanis. Ini menghemat biaya tenaga kerja.
- Ini mengurangi pengeluaran untuk kontrol kualitas produk jadi.
- Mengurangi keseluruhan biaya pemesinan dengan mengotomatiskan sebagian atau seluruh proses.
Aplikasi Jig and Fixtures
Aplikasi jig adalah:
- Pengeboran
- Memperbesar
- Mengetuk
Aplikasi perlengkapannya adalah:
- Penggilingan
- Menggiling
- Perencanaan
- Membalik
- Membentuk
Kesimpulan
Jadi sekarang, kami berharap bahwa kami telah menghapus semua keraguan Anda tentang Jig dan Fixtures. Jika Anda masih ragu tentang “Jigs and Fixtures ” Anda dapat menghubungi kami atau bertanya di kolom komentar.
Kami juga memiliki komunitas Facebook untuk kalian. Jika mau, Anda dapat bergabung dengan komunitas kami, berikut tautan ke grup Facebook kami.
Itu saja terima kasih telah membaca. Jika Anda menyukai artikel kami, silakan bagikan dengan teman-teman Anda. Jika Anda memiliki pertanyaan tentang topik apa pun, Anda dapat bertanya di bagian komentar.
Berlangganan buletin kami untuk mendapatkan pemberitahuan saat kami mengunggah posting baru.


