Pengelasan Busur Plasma:Definisi, Pekerjaan, Peralatan, Aplikasi, Keuntungan
Dalam artikel ini, Anda mempelajari apa itu pengelasan busur plasma ? dan prinsip kerjanya , peralatan, jenis, aplikasi, keunggulan, dan banyak lagi. Anda juga dapat mengunduh file PDF dari posting ini di akhir.
Apa itu Pengelasan Busur Plasma ?
Pengelasan busur plasma adalah proses pengelasan busur menggunakan panas yang dihasilkan oleh busur terkompresi antara elektroda tungsten non-konsumsi dan benda kerja lain (proses busur ditransfer) atau nosel konstriksi berpendingin air (proses busur non-transfer).
Plasma adalah campuran gas dari ion positif, elektron, dan molekul gas netral. Proses busur yang ditransfer menghasilkan pancaran plasma dengan kepadatan energi tinggi dan dapat digunakan untuk pengelasan dan pemotongan berkecepatan tinggi keramik, paduan tembaga, baja, aluminium, paduan nikel, dan paduan titanium.
Proses busur non-ditransfer menghasilkan plasma kepadatan energi yang relatif rendah. Ini digunakan untuk pengelasan dan penyemprotan plasma (pelapisan) dari berbagai logam. Karena benda kerja dalam pengelasan busur plasma non-transfer bukan merupakan bagian dari sirkuit listrik, obor busur plasma dapat berpindah dari satu benda kerja ke benda kerja lainnya tanpa memadamkan busur.
Prinsip Kerja Las Busur Plasma
PAW bekerja berdasarkan prinsip ketika sejumlah energi yang cukup diberikan untuk setiap gas inert, beberapa elektronnya dilepaskan dari nukleusnya tetapi bergerak bersamanya.
Setelah elektron bergerak, atom diubah menjadi keadaan terionisasi panas. Ini adalah kondisi paling umum dari zat yang dikenal sebagai materi keempat.
Atom-atom yang terionisasi ini memiliki suhu tinggi yang digunakan untuk menyatukan kedua pelat. Ini adalah prinsip dasar PAW. Pengelasan ini adalah bentuk pengelasan TIG di mana elektroda tungsten yang tidak dapat dikonsumsi digunakan untuk menghasilkan busur.
- Pengelasan Busur:Jenis, Peralatan, Aplikasi, dan Lainnya
- Bagaimana Cara Kerja Pengelasan Bawah Air?
Peralatan Las Busur Plasma
Berikut adalah perlengkapan PAW:
- Obor busur plasma
- Perisai dan Pasokan Gas Plasma
- Logam Pengisi
- Sumber Listrik
1. Obor Busur Plasma
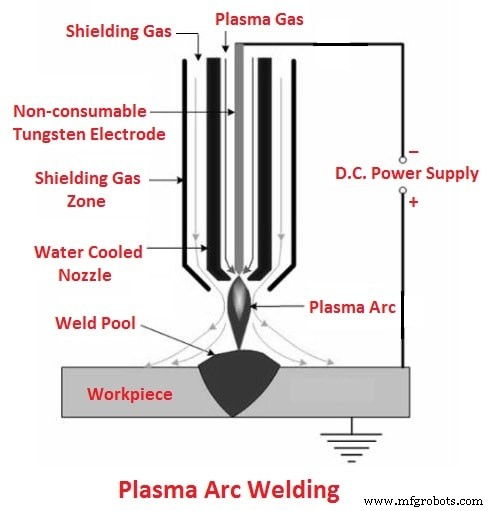
Ini terdiri dari empat bagian utama yaitu elektroda tungsten, collet, nozzle dalam, dan nozzle luar. Elektroda tungsten dipegang oleh collet. Nosel gas internal memasok gas inert untuk membentuk plasma di dalam obor.
Nosel luar memasok gas pelindung yang melindungi area las dari oksidasi. Obor PAW didinginkan karena busur berada di dalam obor yang menghasilkan panas tinggi, sehingga jaket air disimpan di luar obor.
2. Perisai dan Pasokan Gas Plasma
Gas plasma mirip dengan gas pelindung yang dipasok oleh satu sumber. Terutama gas inert seperti argon, helium digunakan sebagai gas inert dan pelindung. Gas ini disediakan untuk tabung inert dan luar ruangan.
3. Logam Pengisi
Seringkali tidak ada bahan pengisi yang digunakan dalam proses pengelasan ini. Jika bahan pengisi digunakan, bahan pengisi langsung masuk ke zona las.
4. Catu Daya
Proses PAW membutuhkan catu daya DC yang tinggi untuk menghasilkan percikan listrik antara elektroda dan pelat las (untuk proses PAW yang ditransfer) baik di elektroda tungsten dan nozzle pelepasan (antara proses PAW yang tidak ditransfer).
Pengelasan ini dapat mengelas pada ampere rendah sekitar 2 Amp dan arus maksimum yang dapat mengendalikannya adalah sekitar 300 Amp. Ini membutuhkan sekitar 80 volt untuk berfungsi dengan baik. Sumber daya meliputi transformator, penyearah, dan konsol kontrol.
Pekerjaan Las Busur Plasma
Awalnya, benda kerja dibersihkan secara menyeluruh. Sumber daya memasok daya yang menghasilkan busur antara elektroda tungsten dan nozzle, atau elektroda tungsten dan benda kerja. Elektroda tungsten memberikan busur intensitas tinggi yang digunakan untuk ionisasi partikel gas dan mengubah gas lubang menjadi plasma.
Gas terionisasi panas ini diberikan ke pelat las dengan lubang kecil. Gas pelindung seperti argon dll disuplai melalui katup tekanan dan katup pengatur ke nosel eksternal obor las.
Gas-gas ini membentuk perisai di sekitar area pengelasan yang melindunginya dari gas atmosfer seperti oksigen, nitrogen, dll. Plasma bertabrakan dengan pelat pengelasan dan mengubahnya menjadi satu bagian. Pengelasan selanjutnya dilakukan searah dengan arah pengelasan. Jika proses pengelasan ini membutuhkan bahan pengisi, maka diumpankan secara manual oleh tukang las.
Jenis Pengelasan Busur Plasma
Berikut ini adalah dua jenis pengelasan busur plasma:
- PAW yang tidak ditransfer
- PAW yang ditransfer
Perbedaan Antara Pengelasan Busur Plasma yang Ditransfer dan Tidak Ditransfer :
1. Pengelasan Busur Plasma yang Ditransfer
Dalam proses pengelasan ini, elektroda tungsten dipasang pada terminal negatif dan benda kerja dipasang pada terminal positif. Ini juga menggunakan arus DC. Busur dihasilkan antara elektroda tungsten dan benda kerja.
Dalam proses ini, baik plasma dan busur dipindahkan ke benda kerja, ini meningkatkan kapasitas pemanasan proses. Ini digunakan untuk mengelas lembaran tebal.
2. Pengelasan Busur Plasma yang Tidak Ditransfer
Pada proses pengelasan ini digunakan arus DC. Di mana, elektroda tungsten dipasang ke kutub negatif dan nosel dipasang ke kutub positif. Busur dihasilkan antara elektroda tungsten dan nozzle di dalam obor.
Ini akan meningkatkan ionisasi gas di dalam obor. Obor mentransfer gas terionisasi ini untuk diproses lebih lanjut. Ini digunakan untuk mengelas lembaran tipis.
Keuntungan dan Kerugian dari pengelasan busur plasma
Berikut adalah kelebihan PAW:
- Membutuhkan lebih sedikit keterampilan operator karena toleransi busur yang baik terhadap ketidaksejajaran.
- Tingkat pengelasan tinggi.
- Memiliki kemampuan penetrasi yang tinggi (efek lubang kunci).
- Energi tinggi tersedia untuk pengelasan. Dapat dengan mudah mengelas benda kerja yang keras dan kasar.
- Jarak antara pahat dan benda kerja tidak mempengaruhi pembentukan busur.
- Ini memiliki konsumsi daya yang rendah untuk las dengan ukuran yang sama.
- Busur lebih stabil yang dihasilkan oleh pengelasan busur plasma.
- Dapat beroperasi pada arus listrik rendah.
Berikut adalah kekurangan PAW:
- Peralatan mahal.
- Distorsi tinggi dan lebar akibat masukan panas tinggi.
- Ini adalah operasi yang bising sehingga ada kemungkinan polusi suara.
- Ini memiliki lebih banyak radiasi.
- Pengelasan busur plasma membutuhkan tenaga terampil yang tinggi.
- Biaya perawatannya tinggi.
Aplikasi Pengelasan Busur Plasma
Anda mungkin bertanya-tanya untuk apa pengelasan busur plasma, berikut ini adalah aplikasi PAW:
- Jenis pengelasan ini digunakan dalam industri kelautan dan luar angkasa.
- Ini banyak digunakan untuk mengelas pipa dan tabung baja tahan karat atau titanium.
- Pengelasan busur plasma sering digunakan dalam industri elektronik.
- Biasanya digunakan untuk memperbaiki alat, pewarna, dan cetakan.
- Ini juga digunakan untuk mengelas atau melapisi bilah turbin.
Unduh PDF artikel ini

Kesimpulan
Jadi sekarang, kami berharap bahwa kami telah menghapus semua keraguan Anda tentang las busur plasma . Jika Anda masih ragu tentang “PAW ” Anda dapat menghubungi kami atau bertanya di kolom komentar.
Kami juga memiliki komunitas Facebook untuk kalian. Jika mau, Anda dapat bergabung dengan komunitas kami, berikut tautan ke grup Facebook kami.
Itu saja terima kasih telah membaca. Jika Anda menyukai artikel kami, silakan bagikan dengan teman-teman Anda. Jika Anda memiliki pertanyaan tentang topik apa pun, Anda dapat bertanya di bagian komentar.
Berlangganan buletin kami untuk mendapatkan pemberitahuan saat kami mengunggah posting baru.


