Apa itu Pemotongan Gigi? Berbagai jenis Proses Pemotongan Roda Gigi?
Halo, Semoga Anda baik-baik saja. Pada artikel ini, kita akan membahas Apa saja jenis Proses Pemotongan Roda Gigi? secara terperinci. Pertama, kita akan melihat Pendahuluan, sedikit sejarah, dan kemudian kita akan mempelajari semua jenis proses Pemotongan Roda Gigi.
Mari kita mulai perkenalannya dulu,
Pengantar pemotongan gigi:
Roda gigi adalah bagian penting dari mesin. Ini adalah elemen kaku keras yang tujuan utamanya adalah untuk mentransmisikan daya atau gerakan atau keduanya dari satu poros mesin ke poros lainnya.
Ini adalah roda kosong bundar dengan jumlah gigi yang dapat dihitung di sepanjang pinggirannya. Roda gigi melewati kondisi servis yang berat. Penting untuk merancang roda gigi yang kuat, andal, sangat efisien, dan ekonomis untuk memenuhi tuntutan luas di bidang permesinan.
Detail dalam desain roda gigi membuat pembuatannya istimewa. Pembuatan roda gigi adalah pekerjaan yang sangat presisi. Desain roda gigi tetap standar selama berabad-abad di seluruh dunia.
Pemotongan roda gigi dilakukan pada mesin khusus yang hanya dirancang untuk memotong roda gigi dan tidak ada yang lain. Selama bertahun-tahun, ada mesin penggilingan yang masih belum ketinggalan zaman yang dapat melakukan operasi multiguna selain pemotongan roda gigi, tetapi tidak cocok untuk produksi roda gigi skala besar.
Riwayat pemotongan Gear:
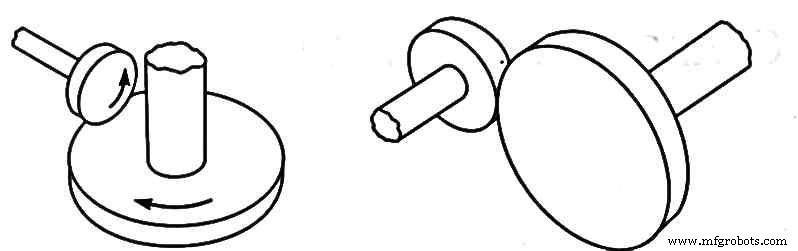
Pada zaman kuno, jenis roda kosong bundar digunakan untuk mentransmisikan gerakan dan daya. Roda gesekan memiliki desain sederhana seperti yang ditunjukkan pada gambar. 1.0.
Rodanya berupa cakram bundar sederhana yang dipasang di ujung setiap poros. Transmisi daya dicapai dengan menggulung permukaan satu poros di atas permukaan yang lain.
Bagian kawin diputar satu sama lain oleh gesekan yang dihasilkan di antara mereka. Kemudian, sebagai sebuah penemuan pada tahun 1897, Herman Pfuater menemukan mesin yang dapat memotong roda gigi yang mengarahkan fondasi ke roda bergigi yang disebut sebagai roda gigi.
Teknik pemotongan gigi dipraktikkan dari dulu hingga sekarang.
Metode pembuatan Gears:
Dalam generasi otomatisasi, roda gigi diproduksi dengan tiga metode utama.
- Mentransmisi
- Membentuk
- Penghapusan logam
1. Transmisi:
Roda gigi dapat diproduksi dengan berbagai proses pengecoran; proses yang paling umum dan ekonomis adalah pengecoran pasir. Roda gigi dengan ukuran besar dan modul dapat diproduksi dengan biaya rendah.
Roda gigi ini umumnya kasar dan tidak akurat dan begitu juga aplikasinya di mana kebisingan pengoperasian dan akurasi gerakan dapat ditoleransi. Pengecoran pasir cocok untuk batch satu kali atau kecil. Roda gigi yang dibuat dengan casting investasi memiliki tingkat akurasi dimensi yang lebih tinggi dengan permukaan akhir yang baik.
Ini dapat diproduksi dengan menggunakan bahan yang kuat untuk menahan beban besar dibandingkan dengan roda gigi yang dibuat dengan pengecoran pasir.
Cetakan injeksi juga menghasilkan roda gigi termoplastik yang dapat digunakan untuk beban rendah dengan akurasi dan gerakan yang lebih besar.
Cetakan cangkang juga kadang-kadang digunakan untuk menghasilkan roda gigi kecil karena paling murah. Namun, casting tidak memenuhi persyaratan produksi massal roda gigi.
Metode ke-2 adalah proses pembentukan,
2. Membentuk:
Pembuatan roda gigi dengan metode pembentukan membawa proses roll forming, ekstrusi, dan cold drawing menjadi tindakan.
2.1 Pembentuk gulungan:
Dalam proses ini, blanko roda gigi dipasang pada poros dan dipaksa untuk menggelinding melawan rolling dies. Beberapa jumlah putaran diberikan. Penekanan die ke roda kosong ini membuat solid ke roda bergigi.
Roda gigi yang dibuat dengan proses ini memiliki kekuatan yang lebih besar dan akurasi yang sangat baik. Roll forming dilakukan dalam panas dan dingin tergantung pada aplikasinya.
Roda gigi yang dihasilkan dengan metode ini tidak memerlukan operasi penyelesaian. Metode ini juga menghemat banyak bahan tetapi mesin yang digunakan untuk metode pembuatan roda gigi ini sangat mahal.
Keuntungan utama dari metode ini adalah roda gigi menjadi lebih kuat baik dalam gaya tarik maupun tekan karena regangan plastis yang dihasilkan roda dan gigi selama proses penggulungan.
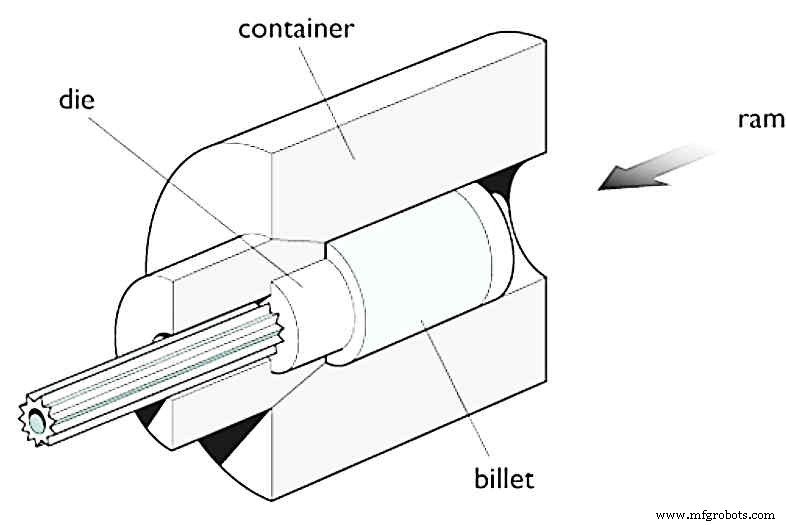
2.2 Ekstrusi &gambar dingin:
Ekstrusi adalah metode terbaik untuk membuat roda gigi kecil dengan dimensi yang akurat.
Dalam metode pembuatan ini, batang ditarik dingin melalui cetakan pembentuk untuk membuat roda gigi di seluruh permukaan batang sepanjang panjangnya seperti yang ditunjukkan pada gambar. 1.1. Kemudian panjang yang lebih kecil dipotong dari panjang batang yang diukir.
Setiap panjang kecil sama dengan ketebalan roda gigi yang dibutuhkan. Hanya penggilingan akhir yang diperlukan untuk menyelesaikan pekerjaan. Sebelumnya, paduan aluminium, kuningan, perunggu, dan magnesium diekstrusi.
Tapi sekarang batang baja hingga diameter 60mm. sedang diekstrusi dalam perdagangan manufaktur. Roda gigi yang diproduksi dengan metode ini paling sering digunakan pada jam tangan, jam, printer, mesin tik, dll.
3. Penghapusan logam:
Seperti namanya, dalam metode ini roda kosong dikerjakan untuk menghilangkan logam dari benda kerja untuk menghasilkan gigi roda gigi di sepanjang pinggirannya.
Di bawah metode pemotongan roda gigi ini, metode utamanya adalah:
- Metode Pembuatan Profil atau Pemotong Formulir.
- Metode Pembuatan.
3.1 Pemotongan roda gigi dengan Pembuatan Profil atau Metode Pemotong Bentuk:
Dalam metode ini, pemotong digunakan untuk menghilangkan logam dari roda kosong. Dalam banyak kasus, pemotong memiliki ketebalan yang sama, ruang antara setiap gigi roda gigi. Untuk mengoperasikannya, digunakan alat potong satu titik untuk mesin planer dan shaper.
Sedangkan pada mesin frais, digunakan pahat bulat multigigi untuk membuat profil roda gigi pada benda kerja. Metode ini memerlukan pemotong khusus untuk setiap profil roda gigi yang berbeda untuk diproduksi dan tidak cocok untuk produksi volume besar.
Berbagai metode untuk memotong roda gigi dengan metode ini adalah sebagai berikut:
- Pemotong roda gigi pada mesin penggilingan dengan pemotong cakram yang dibentuk atau pemotong penggilingan akhir.
- Pemotongan roda gigi pada mesin pembentuk atau planer dengan alat bentuk titik tunggal.
- Pemotong gigi pada mesin broaching.
- Pemotongan roda gigi dengan bilah alat bentuk dengan proses kecepatan geser.
3.1.1 Pemotongan roda gigi pada Mesin Penggilingan dengan pemotong cakram yang dibentuk:
Spur gear dapat dengan mudah diproduksi pada mesin penggilingan universal. Dalam prinsip pemotongan roda gigi ini, roda kosong padat dipasang pada mandrel yang terhubung ke kepala pemisah. Pemotong dipasang di punjung.
Sumbu pemotong selalu tegak lurus terhadap sumbu kosong roda gigi seperti yang ditunjukkan pada gambar 1.2. Selanjutnya, sumbu vertikal roda kosong dicocokkan dengan benar dengan sumbu horizontal pemotong.
Meja kemudian digerakkan ke atas menggunakan engkol gerakan vertikal sampai hidung pemotong hanya menyentuh pinggiran roda kosong persneling. Pergerakan pengindeksan sudah dihitung sebelumnya dan ditentukan sesuai dengan itu.
Kemudian lutut dinaikkan dengan ketinggian yang diperlukan yaitu, sama dengan kedalaman gigi, dan nol vertikal diatur. Secara bersamaan daya diberikan ke pemotong.
Dalam satu lintasan, satu gigi selesai, dan meja dibawa kembali ke posisi awal. Pergerakan vertikal ini mungkin berkurang jika roda gigi harus dipotong dalam dua lintasan atau lebih. Gear kosong kemudian diindeks untuk gigi berikutnya.
Siklus operasi yang sama diulang sampai jumlah gigi yang dibutuhkan dipotong di sepanjang pinggiran roda kosong persneling.
Untuk pembuatan roda gigi heliks atau worm pada mesin penggilingan universal, perlengkapan penggilingan spiral digunakan.
Sudut heliks diperoleh dengan menggunakan lampiran untuk mengatur pemotong dan roda gigi kosong pada kemiringan satu sama lain. Dalam pemotongan roda gigi heliks, satu set dua pemotong digunakan.
Satu untuk roughing dan satu lagi untuk finishing. Roda gigi ini juga dipotong dengan urutan operasi yang sama seperti yang dibahas di atas.
Untuk memproduksi pinion pitch besar, pemotong gilingan akhir digunakan di tempat pemotong tipe cakram. Pemotong pabrik akhir dipasang pada spindel mesin penggilingan melalui chuck.
Memproduksi roda gigi pada mesin penggilingan adalah salah satu metode paling sederhana dan paling ekonomis. Roda gigi tipe taji, bevel dan heliks, serta rak dapat dibuat dengan metode penggilingan roda gigi.
Kualitas roda gigi yang dihasilkan tidak dapat dianggap akurat karena gerakan pengindeksan tidak tepat.
3.1.2 Pemotongan roda gigi pada Mesin Pembentuk atau Planer dengan alat bentuk titik tunggal.
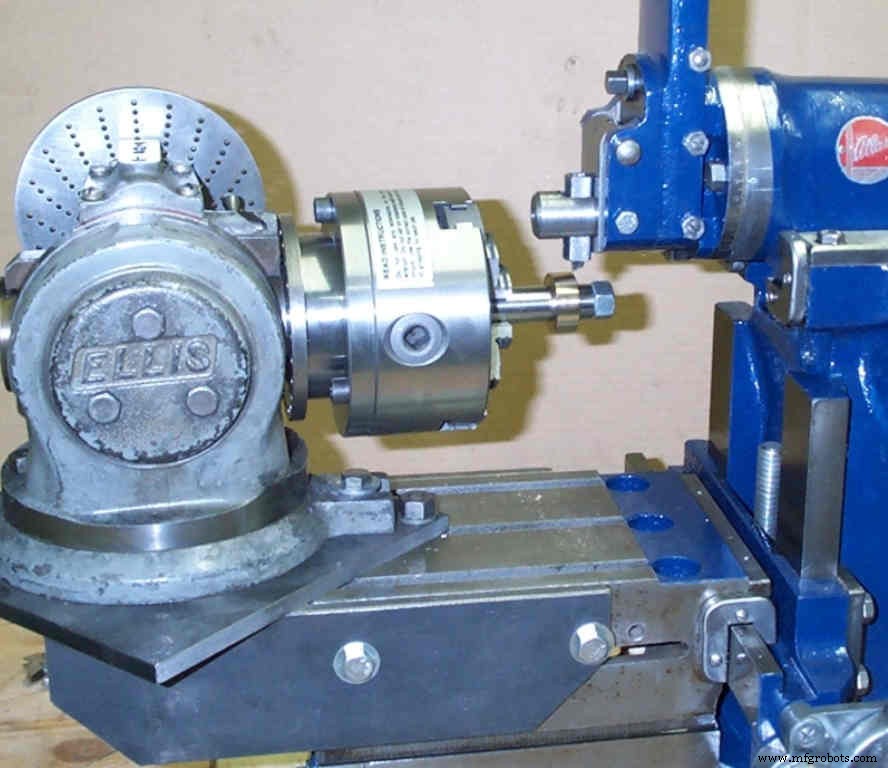
Gears juga dapat diproduksi pada mesin pembentuk, planer, atau slotting. Dalam metode pembuatan ini, alat bentuk titik tunggal digunakan untuk mencungkil gigi pada roda kosong seperti yang ditunjukkan pada gambar 1.3.
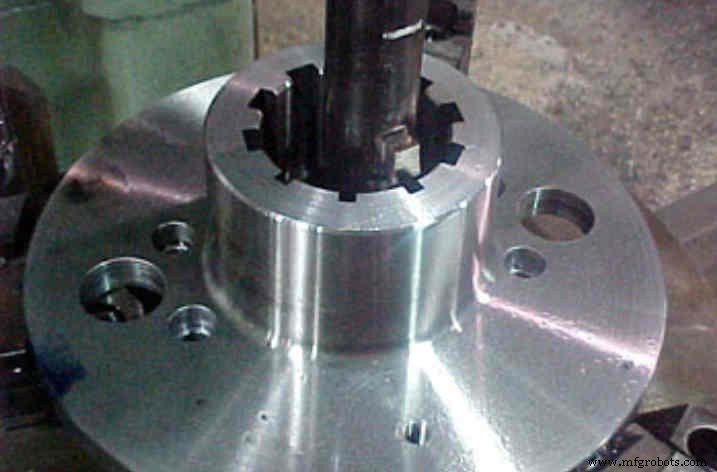
Di semua mesin ini, gear blank dipasang pada mandrel yang terletak di antara tailstock dan kepala pembagi. Kepala pemisah mesin penggilingan dapat langsung dibaut ke meja mesin ini. Dalam produksi kecil, kosong roda gigi langsung dipasang di chuck seperti yang ditunjukkan pada gambar. 1.4.
Alat dipasang dengan aman di kepala alat. Di masing-masing mesin ini, pemotongan roda gigi dicapai dengan cara bolak-balik pahat terhadap benda kerja atau dengan membalik roda kosong roda gigi melewati pahat satu titik.
Dalam hal mesin pembentuk dan slotter, roda kosong roda gigi tetap diam di chuck dan di fixture masing-masing, sedangkan alat pemotong titik tunggal membalas melewati benda kerja. Pahat ditempelkan pada ram mesin dalam kedua kasus seperti yang ditunjukkan pada gambar. 1.4.
Dalam kasus mesin planer, pahat satu titik tetap statis sementara meja yang menahan roda kosong bergerak mundur melewati pahat. Kedalaman gigi disesuaikan dengan pergerakan kepala pahat sepanjang sumbu vertikal. Setelah memotong setiap gigi, roda diputar sepanjang satu arah dengan pengindeksan.
Dengan demikian, gigi baru dipotong dengan mengulangi operasi reciprocating alat atau roda kosong. Urutan ini diulang sampai jumlah gigi yang dibutuhkan dibuat di sepanjang pinggiran roda kosong.
Metode pemotongan roda gigi ini hemat biaya dan ekonomis, tetapi kelemahan utamanya adalah, metode ini tidak cocok untuk produksi skala besar karena tindakan pemotongannya yang lambat. Oleh karena itu, metode ini tidak banyak digunakan untuk pembuatan roda gigi.
Perbandingan pemotongan gigi pada mesin shaper vs planer vs slotter:
| Mesin pembentuk | Mesin perencana | Mesin slot |
| Roda roda gigi kosong tetap tidak bergerak | Alat tetap diam | Roda kosong gigi tetap tidak bergerak |
| Alat membalas melewati roda kosong | Roda kosong bergerak melewati alat | Alat membalas melewati roda kosong |
| Roda kosong dipasang di chuck | Roda kosong dijepit di meja kerja | Roda kosong dijepit pada sebuah perlengkapan |
| Kedalaman potongan lebih sedikit | Kedalaman pemotongan lebih tinggi | Kedalaman pemotongan lebih kecil |
3.1.3 Pemotongan roda gigi pada Mesin Broaching dengan pemotong yang dibentuk:
Broaching adalah operasi pemesinan yang dilakukan pada mesin broaching. Alat yang digunakan untuk operasi broaching disebut 'broach'. Ini adalah proses yang sangat cepat, di sini, pembicaraan tentang ketebalan roda gigi didorong atau ditarik melewati permukaan bagian dalam atau luar benda kerja seperti yang ditunjukkan pada gambar. 1.5.
Proses ini memiliki kemampuan untuk menghasilkan roda gigi dalam satu lintasan baik internal maupun eksternal. Metode ini ekonomis dan cepat dengan permukaan akhir yang bagus.
Satu-satunya batasan metode ini adalah tidak dapat diadopsi untuk produksi skala kecil karena peralatannya yang mahal.
3.1.4 Pemotongan roda gigi dengan bilah perkakas bentuk dengan Proses kecepatan geser:
Seperti yang dikatakan oleh judul metode itu sendiri, ini adalah proses yang cepat. Pemotongan semua gigi pada satu atau dua sampai tiga kali membuat metode ini sangat cepat.
Metode ini mirip dengan teknik broaching, tetapi di sini, alih-alih satu alat pemotong titik tunggal, sejumlah alat pemotong disusun secara radial sesuai dengan jumlah gigi yang diperlukan untuk dipotong di pinggiran kosong.
Proses ini menghasilkan roda gigi pada permukaan internal dan eksternal. Untuk memotong roda gigi eksternal, pahat radial dipasang di sekitar kepala berongga. Untuk setiap pukulan, pahat diumpankan dengan kedalaman potong tambahan.
Sebuah jarak bebas disediakan di sepanjang setiap langkah mundur dari pahat. Metode ini dapat diadopsi untuk memotong roda gigi taji internal dan eksternal, splines, gigi kopling, dan roda gigi khusus dalam jumlah besar.
Perbandinganpemotongan roda gigi dengan proses broaching dan proses kecepatan geser:
| Metode pembahasan | Metode kecepatan geser |
| Hanya satu alat titik yang digunakan | Beberapa alat dengan dimensi yang sama digunakan |
| Alat pembahasan digunakan | Alat bentuk radial digunakan |
| Satu gigi dipotong untuk satu gigi | Semua gigi dipotong untuk sekali lempar |
| Proses cepat | Proses lebih cepat |
| Biaya relatif rendah | Perkakas yang relatif mahal |
3.2 Pembuatan roda gigi:
Di era otomatis ini, jumlah roda gigi terbesar sedang diproduksi oleh 'Proses pembuatan roda gigi'. Proses pembuatan roda gigi dasar dan penting adalah:
- Pemotongan gigi dengan proses pembentuk.
- Pemotongan gigi dengan proses perencanaan rak.
- Proses hobbing gigi.
3.2.1. Pemotongan gigi dengan proses Pembentuk:
Operasi pembentuk roda gigi dapat dilakukan dalam dua metode berbeda. Salah satunya adalah metode 'pemotong pembentuk roda gigi putar' dan yang lainnya adalah metode 'pemotong pembentuk tipe rak'. Prinsip dasar pemotongan roda gigi adalah sama untuk kedua proses.
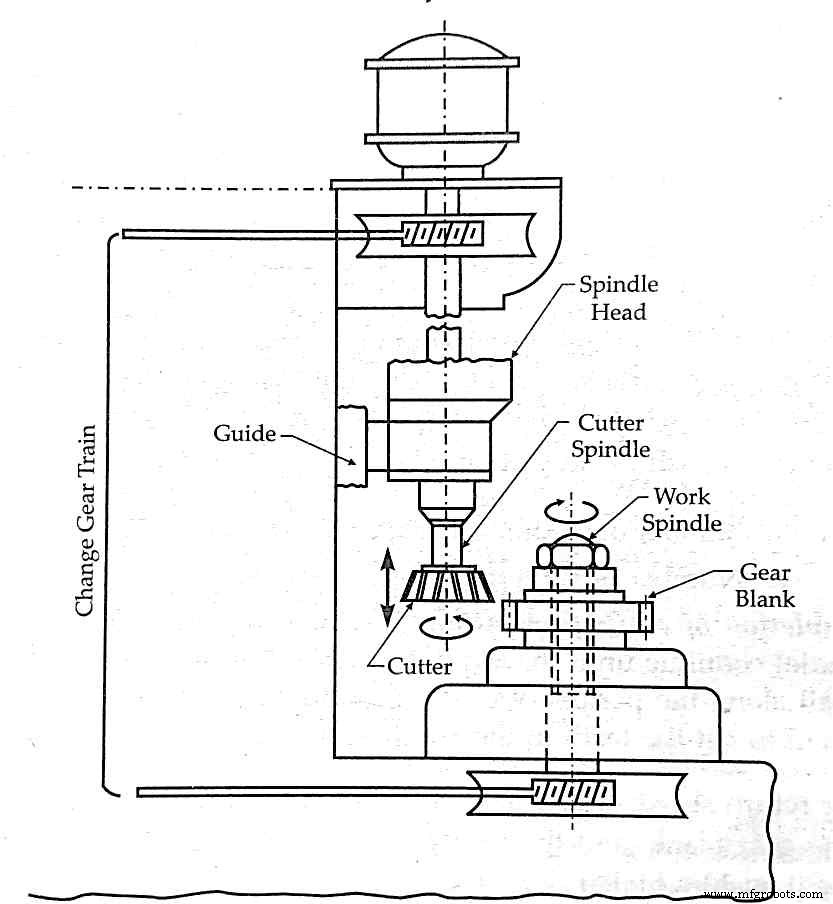
Dalam proses ini, blanko roda gigi dibaut ke poros spindel sementara pemotong dipasang pada punjung rintisan. Punjung mesin ini memiliki dua sumbu gerak. Satu gerakan vertikal atau bolak-balik dan yang kedua adalah putar.
Di sini, pemotong berbentuk pinion digunakan untuk mencungkil logam dari roda kosong. Pemotong dirancang dengan jarak bebas pada permukaan dan samping gigi.
Untuk memotong gigi, pemotong dilakukan secara bolak-balik sepanjang sumbu vertikal yang bersentuhan dengan roda kosong sehingga logam dari roda kosong dihilangkan. Gerakan linier ke bawah dari pemotong saat logam dipotong disebut gerakan memotong dan gerakan linier ke atas dari pemotong untuk menarik yang terakhir disebut langkah balik .
Tidak ada logam yang dihilangkan pada pukulan balik. Seiring dengan setiap pemotongan, kecepatan rotasi relatif diberikan ke pemotong dan roda kosong. Rotasi relatif lambat di antara keduanya disebut feed pengindeksan .
Kereta roda gigi yang terhubung antara poros punjung dan poros spindel memutar pemotong dan roda kosong secara perlahan dalam arah yang berlawanan satu sama lain untuk mencapai gerakan pengindeksan seperti yang diilustrasikan pada gambar 1.6.
Pengindeksan dan tindakan bolak-balik dari pemotong dilanjutkan sampai jumlah gigi yang diperlukan dipotong pada roda kosong.
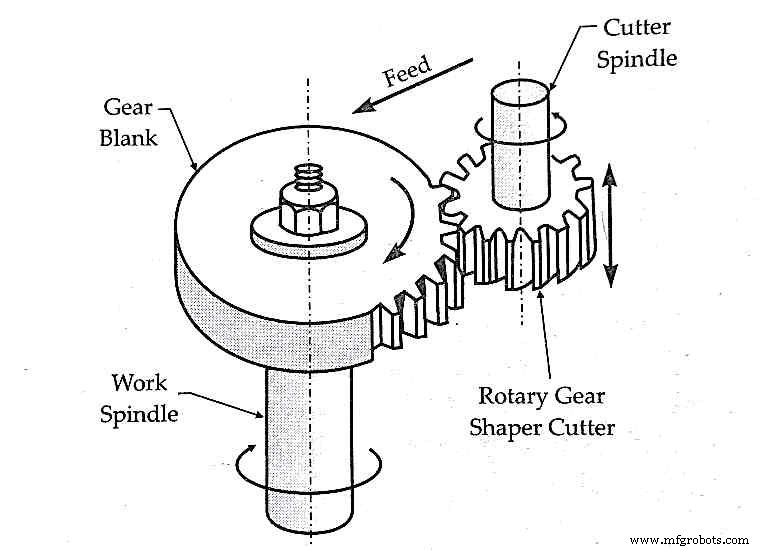
Dalam hal pemotong pembentuk roda gigi putar , pemotong yang digunakan untuk menghias roda gigi di sepanjang pinggiran roda kosong adalah pinion putar seperti yang diilustrasikan pada gbr.1.7.
Gigi pada pemotong memiliki nomor yang sama dengan yang akan dipotong pada roda kosong. Metode ini banyak digunakan untuk menghasilkan roda gigi karena outputnya yang lebih tinggi dan kemampuan untuk memotong semua jenis roda gigi kecuali roda gigi cacing dan roda cacing.
Pemotongan pembentuk roda gigi putar juga dapat disesuaikan untuk memotong roda gigi internal dengan prinsip kerja yang sama. Mesin pembentuk roda gigi putar tersedia secara luas dalam jenis spindel vertikal dan horizontal.
Biasanya, mesin pemotong pembentuk gigi putar horizontal memiliki dua punjung yang kuat. Masing-masing membalas masuk dan keluar terhadap satu sama lain.
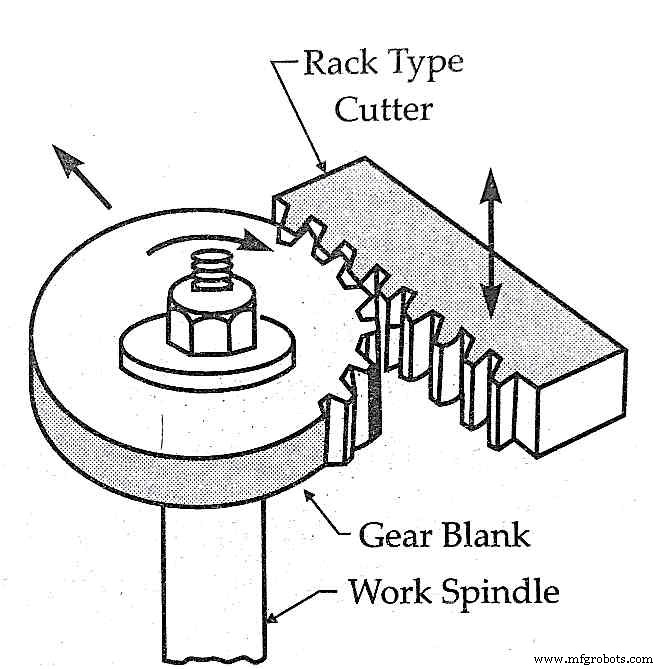
Di pemotong pembentuk roda gigi tipe rak metode, pemotong tipe rak digunakan untuk menghilangkan logam dari roda kosong dan membuat gigi. Prinsip kerja sama dengan prinsip dasar pemotong gigi pembentuk.
Ini melibatkan rotasi roda gigi kosong sementara pemotong tipe rak membalas sepanjang sumbu vertikal seperti yang dicontohkan pada gambar. 1.8.
Keterbatasan terbesar dari metode pembuatan roda gigi tipe rak ini adalah bahwa pemesinan harus dijeda setiap kali seluruh panjang rak, yaitu, Semua gigi pemotong digunakan untuk mengatur ulang posisi ke gigi pertama pemotong. Meskipun keuntungan terbesarnya adalah, gigi apa pun dengan jumlah gigi berapa pun dapat dibuat.
3.2.2 Pemotongan roda gigi dengan proses perencanaan Rak:
Proses ini terutama digunakan untuk membuat roda gigi dari gigi yang tidak beraturan. Spur dan roda gigi heliks adalah jenis roda gigi yang dapat diproduksi dengan metode ini.
Roda gigi dengan proses ini dapat dibuat pada dua mesin yang berbeda; Sunderland dan Maag. Kedua mesin bekerja dengan prinsip pemotongan yang sama sementara konstruksinya berbeda.
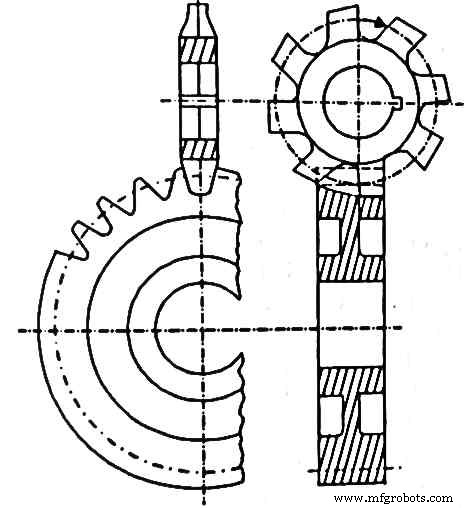
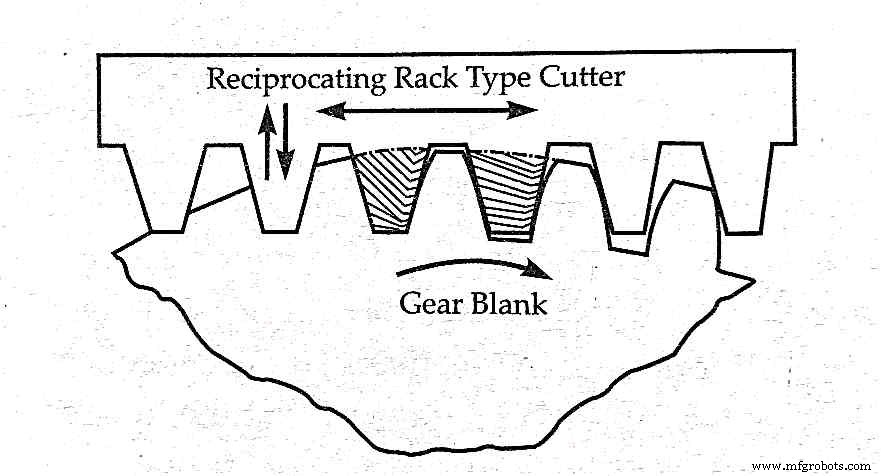
Pada proses perencanaan rak, roda kosong dibaut pada poros sumbu horizontal, sedangkan pemotong tipe rak dibaut pada punjung. Untuk memotong gigi involute pada roda kosong, roda kosong dijaga tetap statis saat pemotong bergerak maju dan mundur.
Pemotong mencungkil dua gigi penuh dan dua gigi parsial seperti yang ditunjukkan pada gambar 1.9. dan 1.10.
Sejumlah kecil logam dihilangkan di setiap pukulan maju dan mundur. Jenis pencabutan gigi yang tidak tepat ini menghasilkan profil gigi yang tidak rata. Roda gigi kosong kemudian secara bertahap diumpankan ke arah pemotong tipe rak, gerakan ini membuat gigi pemotong menembus pinggiran roda kosong.
Saat mereka menembus ke dalam kosong, umpan putar lambat atau umpan pengindeksan diberikan ke roda kosong, ini menghasilkan generasi gigi. Prinsip pembentukan gigi profil involute seperti yang ditunjukkan pada gambar. 1.9.
Urutan operasi yang sama diulang sampai jumlah gigi yang diperlukan dibuat di pinggiran roda kosong.
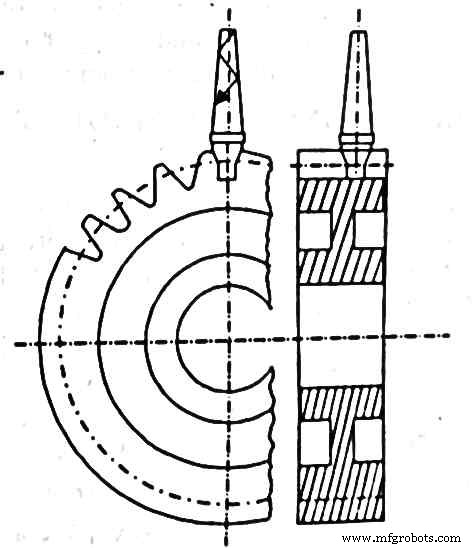
3.2.3 Pemotongan roda gigi dalam proses Sunderland:
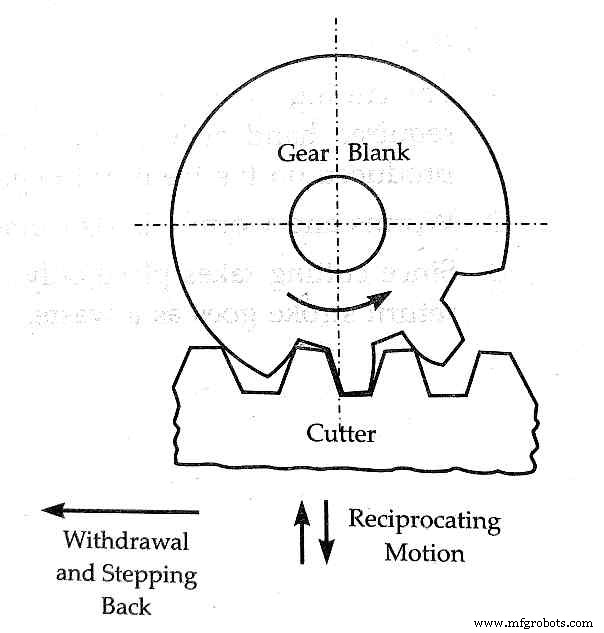
Proses ini dinamai penemunya 'Sunderland'. Prosesnya bekerja pada prinsip yang sama yang dibahas di atas, proses perencanaan rak. Selain itu, di sini, dalam proses ini, pemotong juga bergerak bersama dengan roda gigi kosong dan kemudian tiba-tiba mundur, dan mundur dengan jumlah yang sama dengan jarak satu nada.
Gerakan ini terjadi setelah kedalaman gigi yang dibutuhkan tercapai. Susunan rangkaian roda gigi dibuat untuk menyinkronkan gerakan pemotong dan rotasi kosong.
Setelah pemotong kembali ke posisinya, tindakan bolak-balik yang sama diulangi diikuti dengan pengindeksan kosong dan gerakan pahat dengan penarikan tiba-tiba.
Prinsip skema kerja proses Sunderland dicontohkan pada gambar 1.10. dan 1.11.
Dalam metode pembuatan roda gigi ini, operator bebas menyesuaikan kecepatan bolak-balik pemotong bergantung pada bahannya.

3.2.4 Pemotongan roda gigi dalam proses Maag:
Pada proses ini, roda kosong dipasang pada meja kerja dengan sumbu vertikal sedangkan pemotong tipe rak dipasang pada slide. Perosotan bebas melakukan timbal balik di sepanjang porosnya.
Proses Maag juga bekerja berdasarkan prinsip bidang rak. Selain itu, pemotong dapat diatur ke setiap kemiringan pada bidang vertikal, sehingga pemotong dapat memotong roda gigi ke arah yang diinginkan. Gambaran industri ditunjukkan pada gambar 1.12.

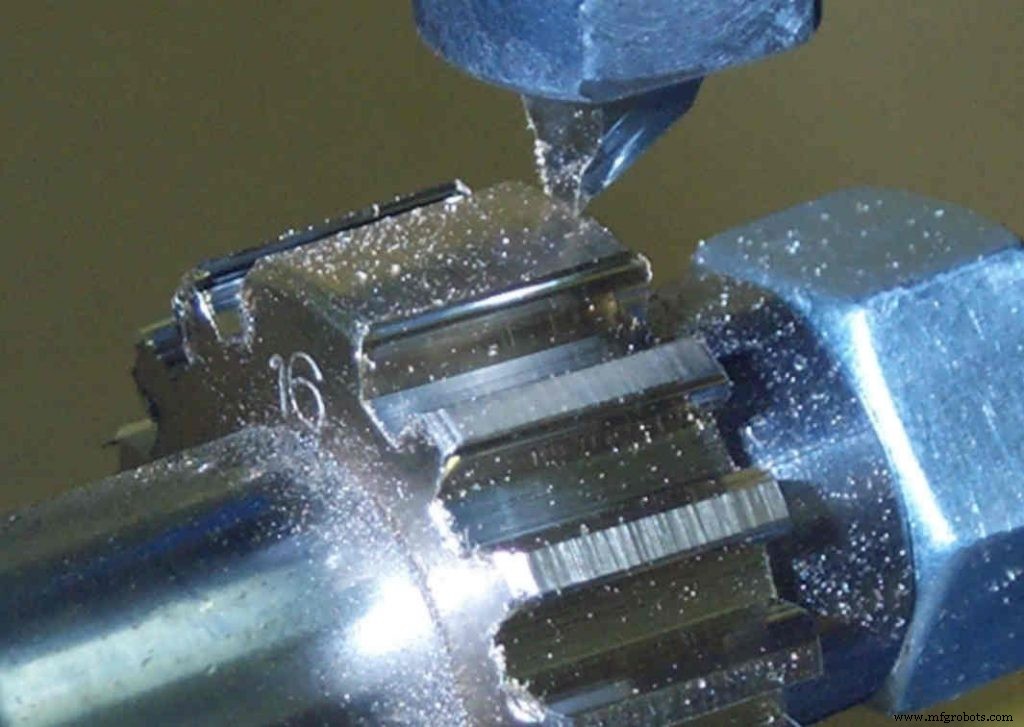
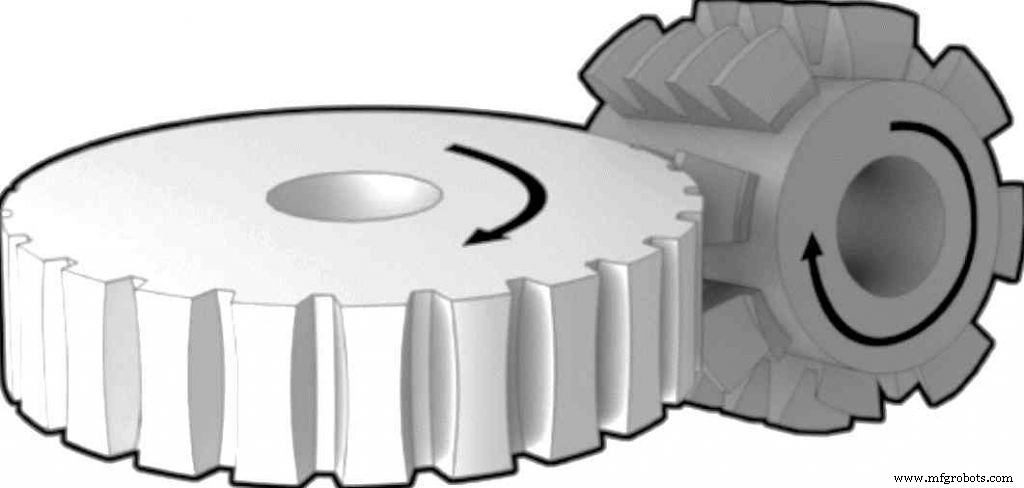
3.3.1 Proses Hobbing Gear atau pemotongan Gear pada mesin Hobbing:
Dalam proses ini, roda kosong roda gigi diputar melawan pemotong bergulir yang disebut kompor . Kompor adalah alat yang terlihat seperti cacing tetapi membawa beberapa seruling lurus yang dipotong di sekelilingnya.
Kompor dipasang di punjung sementara roda kosong dipasang di poros. Spindel memiliki kebebasan untuk bergerak dalam arah vertikal serta berputar di sekitar poros tengahnya seperti yang dicontohkan pada gambar 1.13.
Proses ini sebagian besar digunakan untuk memproduksi roda gigi involute dari semua jenis. Dalam operasi ini, kompor diberi kecepatan yang sesuai untuk berputar. Bersamaan dengan itu, blangko juga dibuat berputar di sekitar porosnya dengan pengaturan rangkaian roda gigi.
Gigi pemotong kompor mengeluarkan logam dari yang kosong. Gigi dengan kedalaman yang seragam dipotong untuk setiap putaran penuh dari blanko. Setelah blanko menyelesaikan rotasinya, kedalaman gigi meningkat dan hobbing diulang.
Urutan operasi ini diulang sampai kedalaman pemotongan yang diinginkan tercapai. Blanko juga digerakkan ke atas dan ke bawah untuk menghasilkan potongan dengan kedalaman yang seragam seiring dengan ketebalan roda.
Gambar industri hobbing gigi ditunjukkan pada gambar. 1.14.
Proses ini dapat menghasilkan roda gigi pada beberapa roda kosong secara bersamaan dengan memasang semua roda satu sama lain.
Hobbing terus dioperasikan pada set roda kosong sampai roda gigi diproduksi di semua roda. Untuk memotong roda gigi heliks, poros spindel roda kosong dimiringkan ke sudut yang sesuai.
Metode hobbing gigi banyak digunakan di seluruh dunia karena kemampuannya untuk menghasilkan sejumlah besar roda gigi jenis apa pun dalam waktu yang lebih singkat. Satu-satunya batasan hobbing roda gigi adalah tidak dapat menghasilkan roda gigi internal.

Mengapa proses hobbing gigi banyak digunakan?
- Metode ini lebih ekonomis dibandingkan dengan proses pembangkitan lainnya.
- Ini adalah proses yang lebih cepat dan berkelanjutan.
- Semua jenis roda gigi dapat diproduksi.
- Dimensi yang akurat tercapai.
- Beberapa blanko dapat dikerjakan secara bersamaan dengan memasang semuanya satu sama lain.
- Gigi berapa pun dapat dipotong menggunakan kompor yang sama.
Roda gigi yang dihasilkan oleh semua proses pengecoran, pembentukan, pemotongan, dan pembuatan dikirim untuk pencukuran, pemolesan, penggilingan, dan penyelesaian sebelum dipasang di mesin apa pun.


