Cara Memesin Roda Kemudi dengan Fusion 360
Sebagai bagian dari seri “Cara mengerjakan mesin” kami, dalam posting ini saya akan menjelaskan cara mengerjakan cetakan roda kemudi menggunakan kemampuan CAD dan CAM terintegrasi dari Autodesk Fusion 360. Jika Anda belum sempat membaca postingan sebelumnya dari seri ini, Anda dapat mengaksesnya dengan mengklik link di bawah ini:
- Cara mengerjakan Hub Roda
- Cara membuat Pelat Laba-laba
Penyiapan
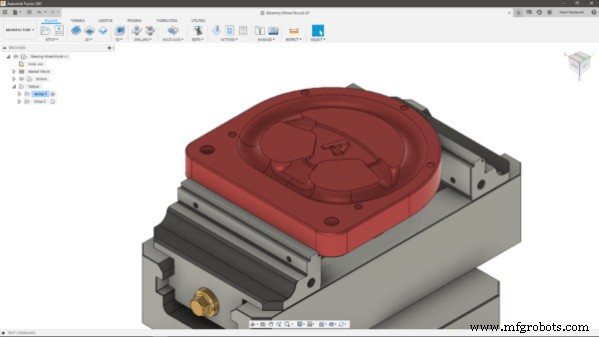
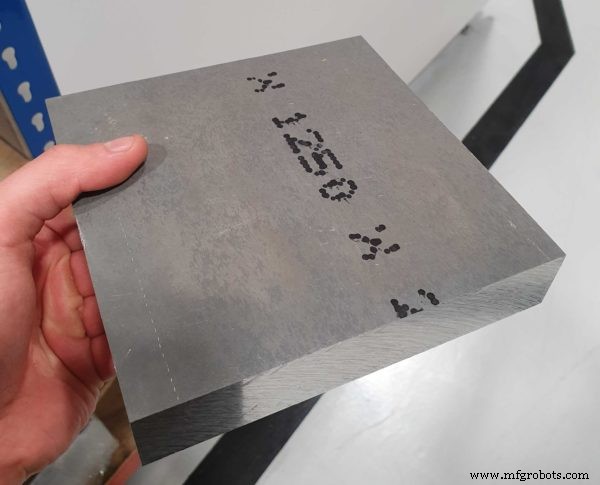
Titik awal untuk bagian ini adalah blok bahan mentah yang dapat Anda lihat pada gambar di bawah. Dalam hal ini saya memilih Aluminium 6082. Saya memutuskan untuk mengerjakan komponen ini pada linear DMG Mori DMU 60eVo, di Pusat Teknologi Birmingham.
Langkah selanjutnya adalah memutuskan sisi mana yang akan kita mesin terlebih dahulu. Opsi yang paling masuk akal adalah mengerjakan bagian atas terlebih dahulu, yang dapat Anda lihat di sisi kiri gambar di bawah.

Bahkan, masuk akal untuk menghapus sebagian besar material selama penyiapan pertama, dengan tetap mempertimbangkan keausan alat. Selain itu, memilih untuk bekerja di sisi ini terlebih dahulu, memastikan kami dapat meminimalkan getaran bahkan dengan umpan dan kecepatan yang relatif tinggi di area yang membutuhkan sebagian besar pekerjaan.
Pegangan Kerja
Seperti untuk sebagian besar bagian lain saya mesin, saya menggunakan wakil Lang untuk memegang billet. Alat ini menjamin pegangan yang andal dan bebas getaran, hanya membutuhkan material 3 mm untuk dijepit. Lang vice juga memungkinkan penyelarasan ulang komponen dalam toleransi 5 mikron. Hal ini membuat proses sangat berulang, dibandingkan dengan mekanisme holding yang lebih klasik.

Untuk Setup 1, kami menggunakan mekanisme crimp, menyadari sepenuhnya bahwa itu akan meninggalkan bekas di sisi komponen yang dikerjakan sebagian. Sebagai gantinya, untuk Penyiapan 2, kami menyiapkan rahang paralel , karena kami, jelas, tidak ingin ada tanda pada bagian yang sudah selesai.
Mengingat geometri bagian dan keserbagunaan wakil Lang, saya tidak perlu memikirkan perlengkapan, karena saya tidak memerlukannya untuk sepenuhnya mengerjakan bagian tersebut.
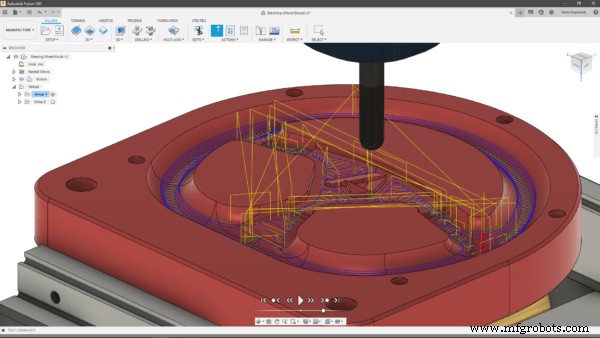
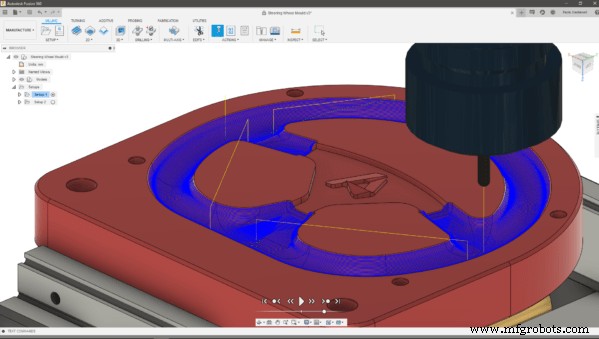
Kasar
Selama Penyetelan pertama, area utama yang harus diratakan adalah permukaan cekung yang membuat sebagian besar cetakan roda kemudi kami. Sementara saya biasanya menggunakan penggilingan akhir datar atau bullnose untuk operasi roughing saya, dalam hal ini saya menggunakan kombinasi 2D Adaptive Clearing dengan Bola 8mm alat. Dengan cara ini saya berhasil menghindari menjalankan toolpath semi-finishing. Ini akan diperlukan jika saya memilih alat datar untuk mengerjakan daerah cekung, karena akan ada lebih banyak bahan yang tersisa setelah pembersihan selesai.
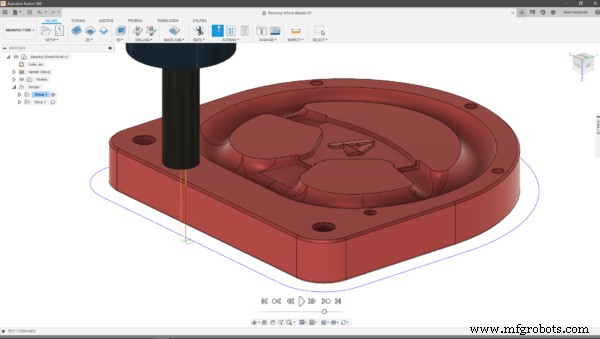
Untuk bentuk luar, kami menggunakan End Mill 16mm. Karena stok yang kami pesan tingginya hanya 26mm, kami berhasil mengerjakan bagian tersebut dengan satu lintasan. Dengan mempertahankan kecepatan spindel dan laju pengumpanan cukup rendah, kami mendapatkan penyelesaian permukaan yang sangat baik di luar tanpa menjalankan lintasan penyelesaian apa pun. Untuk hasil yang luar biasa, selalu usahakan alat Anda singkat mungkin , untuk meningkatkan kekakuan!
Penyelesaian
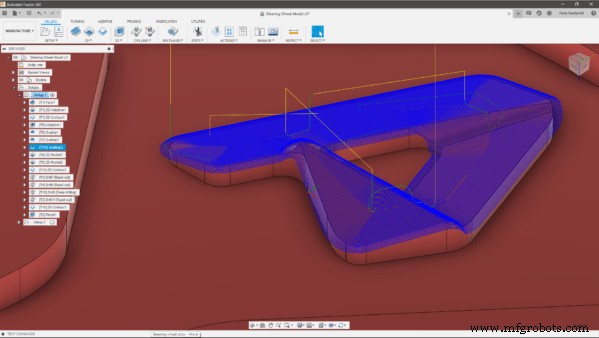
Untuk sebagian besar daerah cekung, saya menggunakan alat Bola 4mm untuk jalur alat finishing saya. Seperti yang saya sebutkan di atas, tidak banyak bahan yang tersisa setelah pengasaran di wilayah cetakan utama. Stepover yang saya gunakan untuk toolpath ini adalah 0.2mm, untuk mendapatkan permukaan akhir yang bagus tanpa perlu dipoles.
Namun, masih banyak pemrograman yang harus dilakukan untuk menyelesaikan Autodesk “A”. Untuk bagian dalamnya, saya menggunakan End Mill 2mm dengan toolpath saku 2D. Untuk bentuk A yang bebas, saya menggunakan alat Bola 2mm yang dikombinasikan dengan Scallop jalur alat. Saya melakukan stepover yang sangat bagus untuk strategi ini, hanya 0,05mm , untuk mendapatkan hasil akhir yang sempurna.
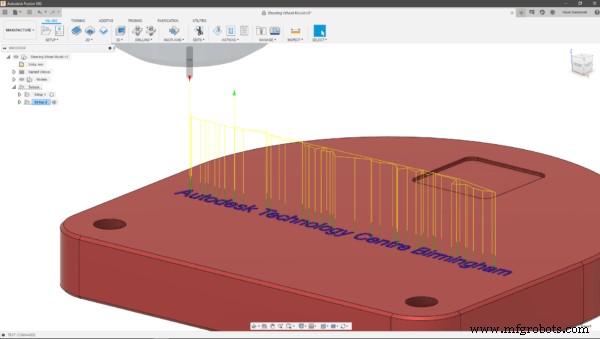
Untuk teks terukir pada Setup 2, kami menggunakan alat Bola 2mm yang sama, kali ini dengan Trace toolpath, memproyeksikan teks pada bagian belakang datar. Saya menemukan Trace sebagai toolpath yang sangat baik dalam hal kemudahan penggunaan dan kualitas output secara keseluruhan. Anda pasti harus menggunakannya lebih banyak jika Anda belum melakukannya!
Terakhir, untuk chamfer pada lubang dan sekitar bagian, saya menggunakan toolpath Kontur 2D dengan alat Chamfering. Memotong tepi yang tajam adalah praktik standar dalam manufaktur, karena meminimalkan risiko cedera saat menyentuh bagian tersebut.
Kesimpulan
Waktu pemotongan keseluruhan untuk komponen adalah sekitar 1 setengah jam . Seperti yang Anda duga, saya menghabiskan sebagian besar waktu ini di Penyiapan 1, karena Penyiapan 2 hanya menyumbang 15 menit dari total waktu pemotongan.
Alat CAD/CAM terintegrasi Fusion 360 membuat seluruh alur kerja desain dan manufaktur menjadi cepat dan mulus, karena mudah bagi saya untuk berpindah ruang kerja saat dibutuhkan. Jika Anda ingin mencobanya, tetapi belum mencoba perangkat lunaknya, Anda dapat mengunduh uji coba gratis di tautan ini.
Saya harap posting ini membantu Anda belajar lebih banyak tentang cara membuat cetakan roda kemudi. Nantikan postingan “Cara mengerjakan mesin” lainnya!



