Pengelasan Lembaran Logam:Metode dan Tip Umum untuk Pengelasan

Setelah memotong potongan logam dengan ukuran yang diinginkan, perlu untuk menggabungkannya agar sesuai dengan bentuk dan spesifikasi yang diinginkan. Oleh karena itu, pengelasan lembaran logam merupakan aspek penting dari fabrikasi logam.
Ada berbagai teknik pengelasan lembaran logam, tetapi tahukah Anda mana yang terbaik untuk aplikasi industri Anda?
Artikel ini memberikan gambaran rinci tentang berbagai metode yang digunakan dalam pengelasan lembaran logam, termasuk keuntungan dan aplikasinya. Ini juga memberikan tips penting yang perlu diperhatikan saat mengelas lembaran logam tipis untuk mendapatkan hasil terbaik.
6 Metode Pengelasan Lembaran Logam
Sekarang, mari kita lihat secara menyeluruh beberapa metode untuk menggabungkan lembaran logam.
1. Pengelasan MIG
Pengelasan Gas Inert Logam (MIG), juga dikenal sebagai Pengelasan Busur Logam Gas. Ini melibatkan memasukkan elektroda kawat padat terus menerus ke dalam genangan las dengan pistol las. Kawat meleleh di kolam menyebabkan bergabungnya potongan-potongan logam. Gas pelindung dalam pistol las mencegah kontaminasi atmosfer dari genangan las.

Pengelasan MIG menghasilkan lasan berkualitas tinggi, dan cocok untuk sebagian besar lembaran logam, seperti aluminium, baja, dan baja tahan karat.
Metode pengelasan ini adalah teknik masuk dalam industri otomotif dan perbaikan rumah. Selain itu, teknik ini hemat biaya, karena tidak memerlukan mesin yang canggih.
Pengelasan TIG
Tungsten Inert Gas (TIG) adalah pengelasan busur yang melibatkan penggunaan elektroda tungsten non-konsumsi di bawah DC atau AC untuk menghasilkan lasannya. Seperti pengelasan MIG, pengelasan ini menggunakan gas pelindung inert – argon atau helium untuk mencegah kontaminan atmosfer dan oksidasi elektroda dan genangan air.

Pengelasan TIG cocok untuk pengelasan logam non-ferrous seperti aluminium, titanium, tembaga, nikel, magnesium, kromium, dll. Ini adalah teknik yang berharga untuk industri penerbangan dan kedirgantaraan. Selain itu, sangat ideal untuk membuat rangka sepeda motor, pintu, dan feeder.
Metode pengelasan ini memberikan kontrol yang lebih baik kepada tukang las yang mengarah ke lasan yang rapi dan kuat. Namun, ini mungkin memakan waktu dan membutuhkan keahlian dari pihak tukang las.
[Bacaan lebih lanjut:Panduan Memilih Antara Pengelasan Mig dan Pengelasan Tig]
Pengelasan Tongkat
Pengelasan tongkat disebut sebagai pengelasan busur logam terlindung. Ini adalah proses pengelasan busur manual yang menggunakan tongkat yang dilapisi fluks sebagai elektroda. Arus listrik dari catu daya las membentuk busur antara potongan-potongan yang menghubungkan logam dan elektroda. Sangat cocok untuk logam keras seperti besi dan baja.
Proses ini tidak menggunakan gas pelindung. Saat panas dihasilkan, ia menghancurkan fluks yang menutupi elektroda, membentuk terak yang melindungi kolam las dari kontaminasi.

Teknik pengelasan ini mungkin yang paling nyaman, karena peralatannya kompak dan portabel – mudah dibawa kemana-mana. Ini adalah teknik umum dalam industri konstruksi, pembuatan kapal, dan fabrikasi baja.
Pengelasan Busur Plasma
Pengelasan busur plasma mirip dengan pengelasan TIG karena menggunakan elektroda tungsten. Namun, ia menggunakan busur kecil dan memungkinkan penempatan elektroda pada badan obor las. Gas bertekanan membentuk plasma panas, yang melelehkan logam bersama-sama untuk membuat lasan padat.

Teknik pengelasan ini membutuhkan daya yang rendah dan bekerja dengan kecepatan tinggi. Selain itu, alat ini menghasilkan las yang presisi sehingga diterima secara luas di industri penerbangan dan kelautan.
Seperti pengelasan TIG, pengelasan busur plasma tidak memerlukan bahan pengisi. Selain itu, alat ini menghasilkan lasan berkualitas tinggi dengan sedikit kebutuhan untuk finishing.
Pengelasan Sinar Elektron dan Laser
Seperti namanya, laser dan las berkas elektron menggunakan laser dan berkas elektron sebagai sumber panas untuk melebur dan menggabungkan potongan logam. Tidak seperti kebanyakan metode lainnya, teknik pengelasan ini membutuhkan mesin canggih atau robot otomatis.
Ini adalah teknik pengelasan presisi tinggi, yang membuatnya cocok untuk operasi dengan detail yang rumit. Sinar laser dapat fokus pada zat terkecil untuk pengelasan yang sangat akurat.
Selain itu, sangat cocok untuk mengelas logam keras seperti baja karbon, titanium, baja tahan karat, dan aluminium. Teknik ini juga cocok untuk termoplastik. Metode ini menghasilkan produk dengan daya tarik estetika yang hebat, mengurangi kebutuhan pasca produksi.
Pengelasan Gas

Pengelasan gas adalah salah satu bentuk pengelasan tradisional dengan panas. Ini melibatkan penggunaan panas yang dihasilkan dari pembakaran bahan bakar (bensin), oksigen, atau oxyacetylene untuk menyatukan potongan-potongan logam. Pembakaran bahan bakar ini menghasilkan nyala api yang sangat panas yang melelehkan permukaan logam selama penyambungan.
Teknik ini tetap menjadi salah satu metode pengelasan yang paling banyak digunakan di industri. Ini memiliki cakupan aplikasi yang luas, cocok untuk logam besi dan non-ferro. Juga, efektif dan efisien untuk pengelasan pipa dan tabung, perbaikan sistem ventilasi dan pendingin udara, dll.
Tidak seperti banyak teknik pengelasan lainnya, tidak memerlukan listrik. Selain itu, perangkat ini portabel, sangat ekonomis, dan tidak memerlukan layanan spesialis.
Apakah Anda tidak yakin jika Anda menggabungkan bagian lembaran logam Anda menggunakan teknik pengelasan atau memukau? Jika demikian, kami memiliki panduan tentang cara memilih antara pengelasan dan memukau.
Pertimbangkan Permukaan Saat Memilih Pengelasan Lembaran Logam Metode
Di bawah ini adalah permukaan yang dapat Anda temui saat mengelas lembaran logam dan metode terbaik untuk menggunakannya.
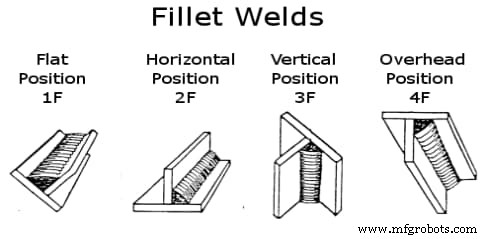
Permukaan Datar
Pengelasan permukaan datar disebut pengelasan datar. Tukang las mendekati permukaan ini dari sisi atas sambungan, memungkinkan gravitasi membantu aliran cair.
Untuk mendapatkan lasan yang baik pada permukaan yang rata, tukang las perlu memposisikan sudut ujung pada 45 derajat ke permukaan logam, dengan hati-hati mengarahkan nyala api ke titik penyambungan.
Metode pengelasan MIG dan TIG paling cocok untuk permukaan datar. Umpan kawat dan aliran gas bekerja dengan sangat baik dalam pengaturan datar.
Permukaan Horizontal
Dalam konfigurasi horizontal, lembaran logam tampak horizontal ke tukang las. Namun, itu bisa ada dalam dua bentuk.
- Pengelasan Fillet:Pengelasan terjadi di ujung atas permukaan horizontal terhadap permukaan vertikal. Area sambungan tampaknya merupakan pertemuan dua potong logam yang saling tegak lurus dalam bentuk 'L'.
- Pengelasan Alur:Permukaan pengelasan terletak pada bidang vertikal. Kedua potongan logam yang akan disambung berada pada bidang yang sama.
Pengelasan stick paling cocok untuk bekerja pada permukaan horizontal yang sulit mendapatkan keseimbangan sempurna antara pengelasan TIG dan MIG.
Permukaan Vertikal
Posisi vertikal poros las pada dasarnya adalah permukaan tegak menghadap tukang las. Logam cair cenderung mengalir ke bawah dan menumpuk saat pengelasan. Oleh karena itu, tukang las perlu mengontrol aliran logam. Ini melibatkan mengarahkan pistol las pada sudut 45 derajat ke pelat dan menahan elektroda di antara nyala api dan kolam las.
Metode terbaik untuk permukaan vertikal adalah pengelasan tongkat. Seringkali, tukang las hanya mencoba menyesuaikan sumbu las agar tampak rata atau horizontal untuk kenyamanan yang lebih baik.
Permukaan Overhead
Pengelasan material pada permukaan overhead adalah yang paling menantang. Seperti namanya, ini melibatkan pengelasan benda kerja yang ditempatkan di atas kepala Anda. Logam cair cenderung jatuh saat Anda mencoba mengelas.
Untuk meringankan kesulitan pengelasan di atas kepala, minimalkan genangan las. Juga, pastikan untuk menggunakan bahan pengisi yang cukup untuk mendapatkan hasil las yang baik.
Pengelasan tongkat adalah metode yang paling tepat untuk konfigurasi ini. Pengelasan permukaan overhead relatif jarang terjadi di fasilitas fabrikasi lembaran logam khusus.
8 Kiat untuk Mengelas Lembaran Logam
Ketika lembaran logam pernikahan, tujuannya adalah untuk memastikan bagian yang dilas mempertahankan sifat mekanik yang cukup untuk aplikasi. Berikut adalah tips yang perlu diingat saat Anda melakukan pengelasan.
1. Pilih Logam Pengisi
Sangat penting untuk menggunakan logam pengisi yang sesuai dengan fitur mekanis fabrikasi Anda. Pengisi harus lebih tipis dari lembaran logam. Misalnya, saat mengelas logam tipis 1 mm, pengisi 0,6 mm adalah pilihan terbaik.
Semakin tipis kawat, semakin sedikit panas yang dibutuhkan untuk melelehkannya. Oleh karena itu, lebih sedikit risiko penumpukan panas yang berlebihan dan peluang yang lebih besar untuk mendapatkan hasil terbaik dari pengelasan Anda.
Selain itu, membuat pilihan logam pengisi yang tepat akan mengurangi risiko karat, retak, dan kemungkinan cacat lainnya.
2. Gunakan Teknik Lewati Pengelasan
Teknik las lewati melibatkan penggunaan serangkaian jahitan atau las pendek pada titik-titik kritis untuk menahan lembaran logam tipis di tempatnya. Setelah membiarkannya dingin selama beberapa menit, tukang las dapat melanjutkan mengelas tempat yang sebelumnya dilewati.
Lewati pengelasan membantu menghindari distorsi dan lengkungan logam, yang sering kali disebabkan oleh distribusi panas yang tidak merata.
Juga, saat mengelas, hindari menenun obor las; ini juga dapat menyebabkan panas yang berlebihan. Sebagai gantinya, gerakkan obor dengan cepat di sepanjang jalan yang lurus.
3. Gunakan Teknik Pengelasan Taktik
Pengelasan taktis adalah teknik lain yang sangat baik untuk mengurangi risiko pembentukan dan pembakaran panas yang berlebihan.
Tacks adalah las minor dan sementara yang digunakan untuk menahan bagian logam bersama-sama sampai pengelasan akhir. Untuk menghindari lubang yang terbakar, jaga agar potongan logam tetap menyatu dengan jarak 1 mm di antara mereka. Kemudian, buat sambungan las kecil hingga sambungan tertutup sepenuhnya.
4. Gunakan Diameter Kawat Kecil
Saat mengelas dengan elektroda kawat padat, seperti pada pengelasan MIG, pastikan untuk menggunakan kabel dengan diameter terkecil yang tersedia. Kabel kecil memberikan kontrol yang lebih baik kepada tukang las dan peluang lebih tinggi untuk memperbaiki kesalahan karena menghasilkan lebih sedikit endapan.
Juga, semakin kecil kawat, semakin sedikit panas yang dibutuhkan untuk meleleh. Oleh karena itu, ada lebih sedikit masalah panas berlebih.
Umumnya, saat bekerja dengan lembaran logam pengukur cahaya, direkomendasikan 0,023 atau 0,024 inci. Namun, kawat 0,030 inci mungkin ideal untuk mengelas 18 garasi atau logam yang lebih tebal.
5. Gunakan Elektroda Kecil
Pastikan untuk menggunakan batang yang kurang tebal dari logam Anda. Gunakan elektroda yang lebih kecil dari inci. Elektroda yang lebih kecil akan bekerja dengan sangat baik pada panas dan arus yang lebih rendah, sehingga mengurangi pembakaran dan memungkinkan Anda menggiling elektroda ke area kecil untuk menjalankan busur yang rapat.
6. Menjepit Bilah Pendukung
Menjepit backing bar ke logam kerja memungkinkan pembuangan panas lebih cepat daripada hanya menunggu dingin. Backing bar menarik panas dari logam, sehingga mengurangi risiko melengkung atau terbakar.
Batangan logam biasanya terbuat dari bahan tembaga atau aluminium karena menghamburkan panas paling baik karena konduktivitas panasnya yang tinggi. Pastikan backing bar dijepit erat ke benda kerja untuk transfer panas yang memadai.
7. Gunakan Gas Pelindung Berbasis Argon Tinggi
Saat mengelas, gunakan gas pelindung dengan persentase argon yang tinggi. Contohnya adalah kombinasi khas argon dan karbon dioksida dengan rasio masing-masing 75 berbanding 25.
Gas pelindung dengan kandungan argon tinggi lebih disukai karena argon memancarkan lebih sedikit panas. Saat melakukan pengelasan TIG atau MIG pada logam aluminium, Anda mungkin perlu menggunakan argon murni sebagai gas pelindung.
8. Fit-up dan Desain Sambungan
Pengelasan lembaran logam tipis mungkin rumit. Ini membutuhkan penyesuaian yang ketat dan tegas, karena ada sedikit margin untuk kesalahan. Pastikan ruang di antara dua logam penyambung minimal untuk mencegah luka bakar karena lubang dapat menyerap panas.
Sebagai aturan praktis, tukang las harus mengukur dua kali dan memotong sekali. Dalam beberapa kasus, Anda mungkin perlu mendesain ulang sambungan agar memiliki ketahanan panas yang lebih tinggi.
Sambungan Pantat
Sambungan butt mengacu pada dua potong logam yang ditempatkan berdampingan untuk pengelasan.
Permukaan faying adalah area yang meleleh selama pengelasan. Sangat penting untuk melakukan persiapan tepi pada permukaan untuk meningkatkan kekuatan las. Tukang las mungkin perlu menekuk salah satu sisi agar pas satu sama lain untuk menghasilkan las yang kuat.
Lasan butt relatif mudah disiapkan dan tahan terhadap tegangan lebih baik daripada sambungan las lainnya. Itu sebabnya ini adalah sambungan las yang paling umum dalam struktur fabrikasi. Namun, ada jenis sambungan las lainnya.
Lap Joint
Sambungan pangkuan adalah modifikasi khas sambungan pantat. Mereka adalah sambungan utama untuk mengelas lembaran logam dengan ketebalan yang bervariasi.
Di sambungan pangkuan, dua potongan logam bergabung dalam tumpang tindih – satu ditempatkan di atas yang lain. Kelemahan utama sambungan pangkuan adalah sambungan kedua logam rentan terhadap karat.
T-Joint
Seperti namanya, T-joint terjadi di mana dua potong logam berpotongan tegak lurus, membentuk sudut siku-siku dalam bentuk 'T'. Mereka dianggap sebagai bentuk lasan fillet.
Saat menggunakan sambungan ini, pastikan penetrasi yang memadai ke atap las. Anda mungkin juga perlu menambahkan stopper untuk mengurangi pembatasan sambungan yang sering dialami di titik sambungan. T-joint umum digunakan pada struktur dengan sistem perpipaan dan tubing.
Sambungan Sudut
Sambungan sudut agak mirip dengan sambungan T karena keduanya membentuk sudut tegak lurus. Namun, logam yang bergabung berada dalam orientasi yang berbeda. Di sambungan sudut, logam bertemu di sudut, menciptakan satu sudut siku-siku dalam bentuk bentuk 'L'. Sambungan sudut adalah fabrikasi suku cadang standar, terutama bingkai dan kotak.
Sambungan Tepi
Pada sambungan tepi, lembaran logam ditempatkan berdampingan dan dilas pada tepi yang sama. Itu terjadi pada benda kerja dengan tepi bergelang. Tukang las mungkin perlu membengkokkan tepi salah satu potongan logam pada sudut yang sesuai untuk memungkinkan potongan tersebut cocok dengan yang lain untuk menghasilkan las yang kokoh.
RapidDirect:Kustom Anda Sheet Metal Welding Partner
Are you in need of top-notch welding operations for custom sheet metal fabrication ? Or you don’t know how to weld sheet metal for your manufacturing needs? RapidDirect is just what you need. We offer some of the best services in the industries ranging from welding to laser cutting and other related technologies.
RapidDirect provides outstanding and professional sheet metal services. We just require you to upload your design files. You get a free DfM analysis report on the manufacturing of your sheet metal parts. What’s more? We guarantee high quality at competitive pricing and fast lead times.
FAQ
Which Welding is Suitable for Thin Metals?
TIG welding is the most appropriate for welding thin sheets of metals. The TIG welding process is highly precise, not deviating from where it ought to focus welding. Consequently, you have a smooth and delicate finish for the welded parts.
Can I Use AC or DC to MIG Weld Aluminum?
Both alternating and direct current MIG welding is suitable for aluminum. However, direct current welding, which is the typical form of MIG welding, is a lot faster as it does not require machines with AC and DC specifications.
What’s the Thinnest Sheet Metal That Can Be Welded?
Welding very thin metals requires experts who can optimally control the heat applied to the metal. With good heat control, it’s possible to weld sheet metal as low as 0.8 mm thickness with MIG welding. Besides, TIG allows you to weld as low as 0.6 mm thickness or even lower.


