Panduan Kompensasi Pemotong:Apa itu G41 dan G42?
Mesin CNC adalah bisnis besar. Diperkirakan pada tahun 2020, permesinan CNC adalah industri senilai $81,95 miliar dan diperkirakan akan mencapai $128,4 miliar pada tahun 2028.
Pertumbuhan ini didorong oleh permintaan yang lebih besar untuk suku cadang presisi, hasil dari peningkatan teknologi, dan penyesuaian. Belum lagi persyaratan keberlanjutan dan standar industri yang ketat seperti kedirgantaraan, medis, dan militer.
Konvergensi teknologi dan permintaan pelanggan untuk toleransi yang lebih tinggi berarti bahwa produsen presisi harus sepenuhnya memanfaatkan setiap alat yang mereka miliki untuk memenuhi harapan. Dari memilih karakteristik kekuatan material yang tepat, mesin yang tepat, hingga kualitas perkakas yang tepat, perusahaan berada di bawah kendali untuk mencapai presisi yang lebih baik di semua bagian.
Dan salah satu metode tersebut adalah penggunaan kompensasi pemotong.
Apa itu Kompensasi Pemotong?
Kompensasi pemotong (cutter comp), atau Kompensasi Diameter Pemotong (CDC), memungkinkan penyesuaian jalur terprogram pada mesin CNC untuk memberikan presisi yang lebih besar dan mengimbangi karakteristik mesin, alat, atau material.
Dengan menggeser garis tengah dari poros pahat ke tepi pemotong, program dapat menggunakan geometri untuk menentukan arah offset alih-alih titik tengah pahat pada poros.
Salah satu keuntungan dari proses ini adalah bahwa program yang sama dapat digunakan untuk pahat dengan diameter yang berbeda. Ini juga memiliki keuntungan memungkinkan kompensasi untuk masalah seperti ukuran pahat, keausan pahat, dan dapat mengkompensasi defleksi pahat. Hal ini membuat kompensasi pemotong menjadi penting untuk kualitas, presisi, dan keserbagunaan.
Kompensasi pemotong juga bertindak sebagai pelindung tambahan untuk presisi. Banyak program CAD akan secara otomatis menghitung jalur alat untuk bagian yang kompleks. Meskipun ini dilakukan secara akurat dengan perangkat lunak CAD, itu tidak memungkinkan operator untuk menggunakan alat yang berbeda untuk menghemat waktu dalam perubahan alat. Ini juga mungkin tidak memungkinkan kompensasi keausan pahat untuk memastikan bagian terpotong secara akurat, bahkan dengan pahat yang sedikit aus.
Kompensasi pemotong menggunakan kode comp G pemotong untuk menentukan offset aktual yang akan dilakukan. Ini mungkin kompensasi diameter pemotong atau kompensasi radius pemotong, tergantung pada potongan dan ukuran pahat. Garis tengah selalu disetel berdasarkan jari-jari pahat - jika kurang dari itu, potongannya akan dipotong.
Namun dalam geometri atau kontur bagian yang kompleks, bentuk dan pemrograman pahat mungkin tidak dipotong dengan presisi yang diperlukan. Di sinilah kompensasi pemotong masuk. Jika pemotongan sama dengan atau kurang dari radius pahat, radius pahat digunakan sebagai offset. Jika ukuran pahat dan pemotongan yang dibutuhkan lebih besar dari radius, offset diameter pahat dapat memanfaatkan garis tengah untuk menentukan jalur terbaik.
Kapan Anda Harus Menggunakan Kompensasi Pemotong?
Mesin CNC menjalankan kode G untuk menentukan jalur pahat untuk benda kerja. Namun seringkali, sedikit penyesuaian perlu dilakukan untuk memperhitungkan defleksi atau keausan pahat. Kompensasi pemotong memungkinkan penyesuaian kecil tanpa mengubah alat atau menulis ulang kode G.
Dengan menambahkan diameter pahat secara manual ke dalam kontrol mesin, posisi pahat dapat dikalibrasi ulang. Seringkali tidak perlu mengganti alat atau mengatur ulang di dalam carriage.
Bagian dengan kontur ekstensif atau geometri kompleks sering kali menjadi kandidat untuk komponen pemotong. Sebuah contoh dapat ditemukan dalam pembahasan tooltip. Karena koordinat pusat tooltip sering menentukan koordinat pengaturan, program mungkin tidak mencerminkan koordinat sebenarnya dari tepi potong. Jika dimensi bagian mempengaruhi potongan di ujungnya, kompensasi pemotong dapat digunakan.
Cara Menggunakan Kompensasi Pemotong
Kompensasi pemotong dapat digunakan oleh mesin CNC yang diprogram secara manual secara efektif, dan ini adalah cara yang bagus untuk mencapai akurasi bagian tanpa perubahan alat yang berlebihan dan penyesuaian lainnya. Namun, mesin CNC otomatis juga menggunakan alat pemotong untuk presisi. Dengan menggunakan kode G, kompensasi pemotong dapat mengurangi waktu produksi, memperbaiki kesalahan, dan membutuhkan lebih sedikit penggilingan manual.
Mesin CNC akan membaca instruksi kode G untuk menentukan di mana posisi pahat relatif terhadap potongan dan berdasarkan diameter pahat dari mana ia memperoleh radius. Dengan cara ini, operator dapat memasukkan diameter pahat daripada menghitung secara manual kompensasi radius pemotong dari tabel offset, mengurangi kesalahan manusia dan menghemat waktu.
Berikut adalah beberapa kode penyesuaian:
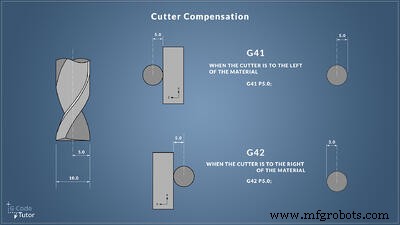
- Kode G41 akan memungkinkan kompensasi kiri di sebelah kiri jalur alat.
- Kode G42 akan mengaktifkan kompensasi yang tepat di sebelah kanan jalur alat.
- Jika kode G memiliki kode angka D yang terkait dengannya yang mengikuti kode G, offset akan menggunakan diameter. Angka D memberi tahu mesin pahat mana yang digunakan, dan kontrol mesin CNC menghitung offset menggunakan diameter pahat.
 Sumber
Sumber
Jika tidak ada kode, pemrograman akan menggunakan jari-jari alat. Perbedaan ini memungkinkan untuk menggunakan pahat yang lebih besar untuk memotong yang diperlukan karena kompensasi radius pemotong, dan karena itu offset, dapat ditentukan secara matematis oleh mesin CNC.
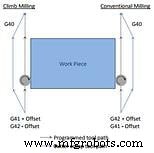
Climb Milling
Kompensasi pahat yang diperlukan mungkin bergantung pada apakah alat berat menggunakan penggilingan panjat atau penggilingan tradisional. Dalam frais panjat, pemotongan berada dalam arah yang sama dengan umpan stok, dan ujung pahat membentur benda kerja di bagian atas pemotongan. Metode ini membutuhkan lebih sedikit pemotongan karena serpihan jatuh di belakang pemotong. Ini juga lebih efisien dalam konsumsi daya, dan alat bertahan hingga 50% lebih lama.
Climb milling sering digunakan pada mesin CNC otomatis. Meskipun serangan balik selalu menjadi pertimbangan, potongan dapat dikerjakan dengan lebih mudah. Proses ini menghasilkan permukaan akhir yang lebih baik dan membutuhkan lebih sedikit kompensasi.
Penggilingan Konvensional
Sebagian besar mesin penggilingan CNC modern menggunakan penggilingan panjat. Tetapi penggilingan konvensional mungkin diperlukan jika benda kerja membutuhkan pengerasan kerja karena metode ini menghasilkan panas. Ini juga menyebabkan lebih banyak keausan pahat, dan pemotong menangkap sebagian besar serpihan yang dipotong dan memotongnya kembali saat pekerjaan sedang dilakukan.
Mesin CNC manual yang menggunakan penggilingan konvensional dapat diprogram dengan kompensasi pemotong menggunakan tabel offset untuk mengatasi banyak masalah. Operator memilih nilai dari tabel alat dan memasukkannya. Ini membantu mengurangi aspek manual dari penggantian perkakas atau pengulangan terus menerus untuk menyelesaikan bagian sesuai spesifikasi.
 Sumber:MachMotion
Sumber:MachMotion
Berbagai Metode Menggunakan Comp Pemotong
Jenis dan tujuan kompensasi pemotong tergantung pada arah tindakan yang diperlukan. Sebagian besar mesin CNC akan mengizinkan kompensasi dalam dua sumbu, sumbu X/Y atau X/Z.
Jari-jari pahat potong harus tegak lurus dengan area potong. Kompensasi pemotong juga dapat digunakan untuk memperhitungkan perbedaan antara jalur pahat terprogram dan jalur pahat aktual relatif terhadap diameter pahat. Dalam hal ini, kompensasi akan mengikuti jalur alat yang sama.
Sebagai contoh, misalkan pahat yang digunakan adalah pemotong yang diasah ulang dengan diameter 0,10 mm yang dilepas selama diasah. Dalam hal ini, kompensasi akan menelusuri kembali jalur pahat menggunakan radius aktual dan offset positif untuk mengompensasi dan menghilangkan tambahan 0,10 mm.
Kompensasi pemotong juga digunakan untuk menghitung pahat dengan diameter yang lebih besar. Mesin CNC akan membaca diameter pahat sebenarnya dan menyesuaikan dengan nilai negatif untuk memungkinkan pahat berdiameter lebih besar membuat potongan yang sama menggunakan offset diameter.
Otomasi dan Pemantauan Memudahkan Kompensasi Pemotong
Kompensasi pemotong digunakan oleh mesin yang digerakkan oleh CNC otomatis dan mesin yang diprogram secara manual. Namun, pertimbangkan faktor-faktor yang terlibat. Mesin harus diprogram dengan kode G41 atau G42 untuk melakukan gerakan ramp-on dan ramp-off yang diperlukan dalam kompensasi. Sebagai alternatif, perintah "Off" G40 harus mengikuti agar kompensasi tidak terjadi di tempat yang tidak diperlukan.
Sementara kompensasi pemotong adalah alat yang ampuh untuk memastikan bagian presisi, itu masih terbuka untuk kesalahan manusia jika dilakukan secara manual. Misalnya, operator dapat memprogram kompensasi menggunakan kode P untuk memberi tahu radius pahat secara manual.
Tetapi ini membutuhkan pengetahuan tentang radius alat, mengetahui bahwa itu dalam kondisi murni, dan memahami persyaratan pemrograman. Menggunakan kode G41 atau G42, mesin CNC dapat diprogram untuk menerapkan kompensasi pemotong secara otomatis berdasarkan pengukuran variabel. Ini menghemat waktu dan tenaga dan mengurangi kemungkinan kesalahan manusia dalam perhitungan manual menggunakan tabel alat. Dengan mengotomatiskan kompensasi pemotong, alat berat dapat menyelesaikan pekerjaan dengan lebih tepat.
Mengoptimalkan Alat Anda
Memanfaatkan solusi pemantauan pahat dapat membantu produsen presisi lebih memahami dan memanfaatkan masa pakai penuh pahat mereka, mencegah waktu henti akibat kegagalan bencana dan penggantian pahat yang berlebihan, dan secara signifikan mengurangi suku cadang akibat perkakas yang aus.
BC Machining, produsen suku cadang logam fabrikasi, memproduksi skrap dalam jumlah besar sehingga mereka terpaksa menjalankan mesin mereka pada kapasitas 200% hanya untuk mencapai tujuan produksi mereka. Tanpa wawasan tentang kapan perkakas aus atau akan rusak, Pemesinan BC mengakumulasikan biaya yang signifikan dari memproduksi skrap dan mengganti perkakas yang rusak.
Untuk mencegah produksi sisa dan memaksimalkan masa pakai alat, mereka bermitra dengan MachineMetrics. Baca studi kasus kami untuk mempelajari bagaimana BC Machining secara virtual menghilangkan sisa dari keausan pahat, mengurangi waktu penggantian secara signifikan, dan menghemat $72k per mesin per tahun.
Baca studi kasus selengkapnya.



