23 Unit 6:Kontrol Haas
TUJUAN
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Identifikasi Kontrol Haas.
- Identifikasi Keyboard.
- Jelaskan prosedur Start/Home Machine.
- Jelaskan prosedur Door Override.
- Jelaskan prosedur Load Tools.
- Jelaskan Tool Length Offset (TLO) untuk setiap alat.
- Verifikasi bagian nol offset(XY) menggunakan MDI.
- Jelaskan offset alat setelan.
- Verifikasi offset Panjang Alat menggunakan MDI.
- Jelaskan prosedur memuat program CNC.
- Jelaskan prosedur menyimpan program CNC.
- Menjelaskan cara menjalankan program CNC.
- Jelaskan penggunaan kompensasi diameter pemotong.
- Jelaskan program yang dimatikan.
Kontrol Haas
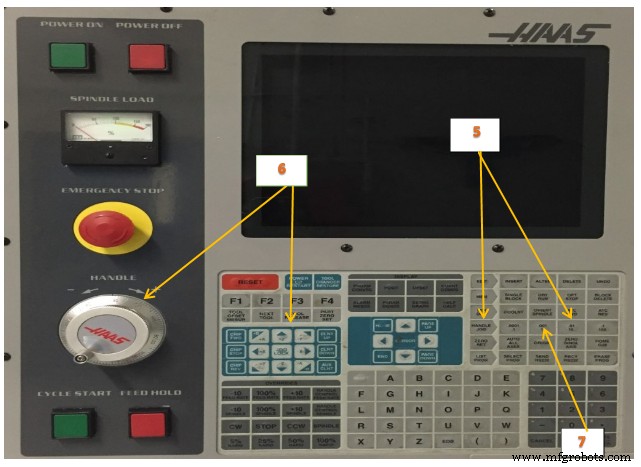
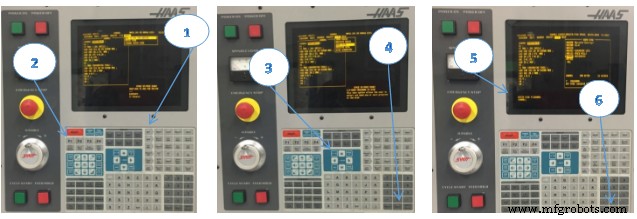
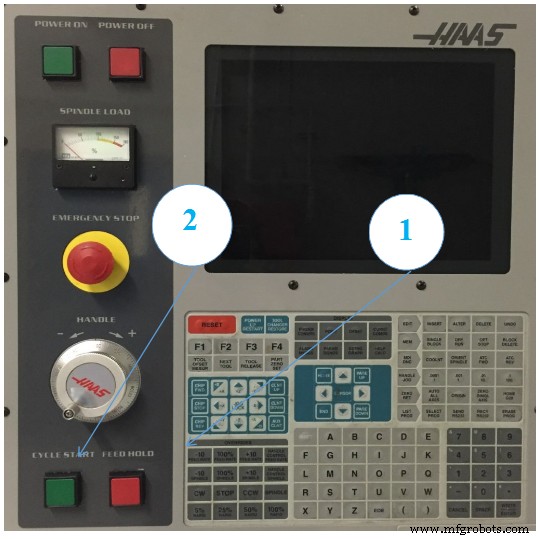
Kontrol Haas ditunjukkan pada Gambar 18 dan 19. Biasakan diri Anda dengan lokasi tombol dan kontrol. Instruksi terperinci pada halaman berikut menunjukkan cara mengoperasikan kontrol.

Gambar 1. Haas CNC Mill Control Haas Keyboard
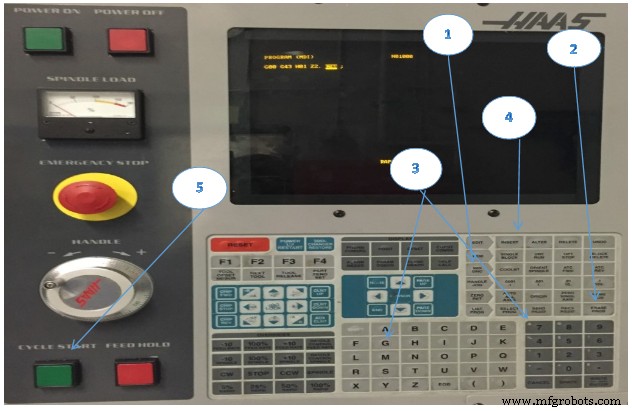
Keyboard
Tombol keyboard dikelompokkan ke dalam area fungsional berikut:
1. Tombol Fungsi
2. Tombol Kursor
3. Tombol Tampilan
4. Tombol Mode
5. Tombol Numerik
6. Tombol Alfa
7. Tombol Jog
8. Mengganti Kunci
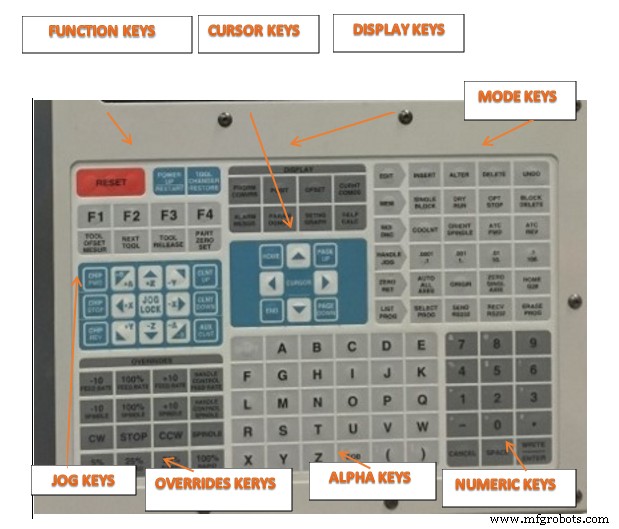
Gambar 2. Tombol Kontrol CNC Haas/ Tombol keyboard
Mesin Start/Home
Daftar Periksa:
1. Area Kerja:Pastikan area kerja Bersih
2. Pemutus Utama:Nyalakan
3. Pasokan Udara:Nyalakan Udara untuk Memperbaiki tekanan (setidaknya 70PSI agar tool changer dapat beroperasi)
4. POWER ON:Tekan Tombol Hijau
5. Pastikan Berhenti Darurat tidak tersandung. Jika ya, putar kenop merah ke kanan untuk melepaskan.
6. Tunggu hingga pesan102 SERVOS OFF muncul sebelum melanjutkan.
7. SETEL ULANG
8. Hidupkan Mulai Ulang
9. Pastikan pintu tertutup dan area kerja bersih.
10. Biarkan semua sumbu mesin ke rumah sebelum melanjutkan
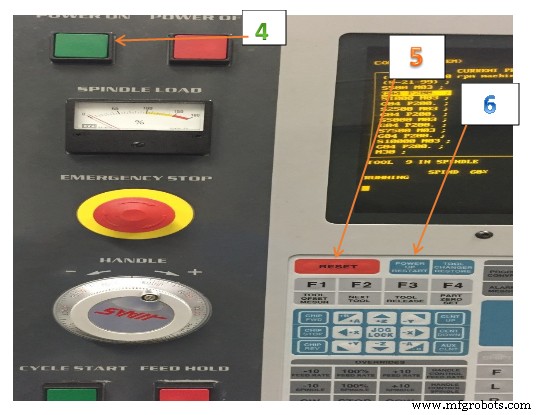
Gambar 3. Mulai/Mesin Rumah
Pengabaian Pintu
1. Mem:Pilih dan Tekan Mem.
2. Grafik Pengaturan:Pilih dan Tekan Grafik Pengaturan
3. Masukkan 51
4. Kursor:Tekan tombol panah bawah lalu tombol panah kanan untuk mematikan
5. Tulis/Enter:Pilih dan Tekan Tulis/Enter
Gambar 4. Penimpaan Pintu
Muat Alat
Daftar Periksa:
1. Kunci MDI/DNC:Tekan tombol MDI/DNC.
2. Nomor Alat:
- Misalnya, untuk memposisikan pengubah alat ke T1,
- Tekan tombol T lalu tombol 1.
3. ATC FWD:Tekan tombol ATC FWD.
- Korsel alat akan mengindeks ke posisi T1.
4. Posisikan Alat di Spindle
- Jangan pegang seruling pemotong dengan alat!
- Pastikan lancip alat bersih.
- Pegang tool holder di bawah V-flange untuk mencegah terjepit.
- Dorong alat ke dalam poros.
- Pastikan “anjing” pada spindel sejajar dengan slot pada dudukan alat.
5. Pelepas Alat:Tekan tombol Pelepas Alat
- Mesin akan meniupkan udara melalui poros untuk membersihkan kotoran.
- Dorong perlahan alat ke atas lalu lepaskan tombol Pelepas Alat.
- Pastikan alat dicengkeram erat oleh spindel sebelum melepaskannya.
6. Ulangi langkah 2-5 sampai semua alat dimuat.
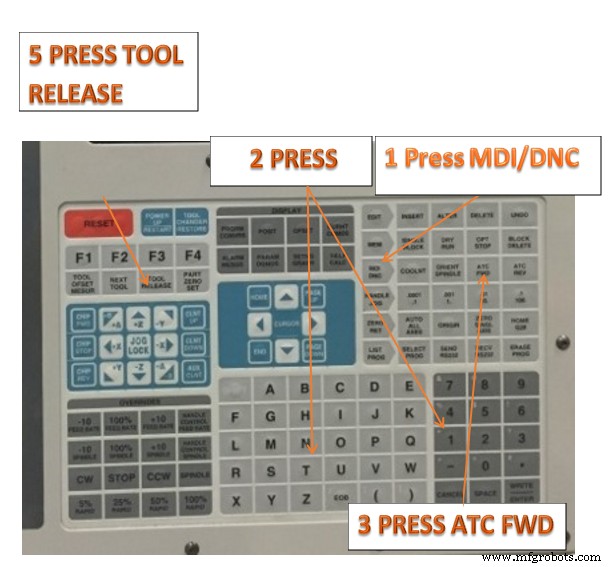
Gambar 5. Memuat Alat
Mengatur Offset
Untuk mengerjakan suatu suku cadang secara akurat, pabrik perlu mengetahui di mana letak suku cadang tersebut di atas meja
dan jarak dari ujung pahat ke bagian atas (penggeseran pahat dari rumah
posisi).
Untuk memasukkan offset secara manual:
1. Pilih salah satu halaman offset.
2. Pindahkan kursor ke kolom yang diinginkan.
3. Ketik nilai offset yang ingin Anda gunakan.
4. Tekan (ENTER) atau (F1). Nilai tersebut dimasukkan ke dalam kolom.
5. Masukkan nilai positif atau negatif dan tekan (ENTER) untuk menambahkan jumlah yang dimasukkan ke angka di kolom yang dipilih; tekan (F1) untuk mengganti nomor di kolom.
Mode Joging
Mode jog memungkinkan Anda menggerakkan sumbu mesin ke lokasi yang diinginkan. Sebelum Anda dapat menjalankan sumbu,
mesin harus menetapkan posisi asalnya. Kontrol melakukan ini saat mesin dihidupkan.
Untuk masuk ke mode joging:
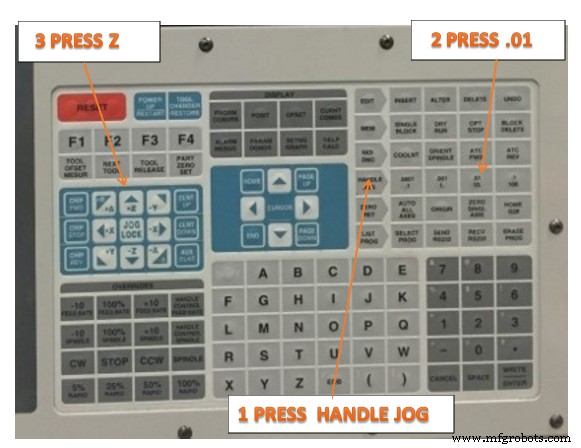
1. Tekan (HANDLE JOG).
2. Tekan sumbu yang diinginkan (+X, -X, +Y,-Y, +Z, -Z).
3. Ada kecepatan kenaikan berbeda yang dapat digunakan saat dalam mode joging; mereka adalah (.0001), (.001), (.01) dan (.1). Setiap klik pegangan jog menggerakkan sumbu jarak yang ditentukan oleh tingkat jog saat ini. Anda juga dapat menggunakan Remote Jog Handle (RJH) opsional untuk menggerakkan sumbu.
4. Tekan dan tahan tombol pegangan jog atau gunakan kontrol pegangan jog untuk menggerakkan sumbu.
Setel Offset Panjang Alat (TLO)
Daftar Periksa:
1. Handle Jog Mode:Pilih tombol Handle Jog.
- Ini mengatur mesin untuk dikendalikan oleh roda tangan.
2. Peningkatan Jog:.01
- Ini mengatur peningkatan pekerjaan sehingga setiap klik roda tangan menggerakkan pahat 0,01 inci ke arah joging.
3. Arah Jog:Tekan tombol Z
- Ini mengatur alat untuk bergerak di Z saat pegangan joging dipindahkan.
Gambar 6. TLO
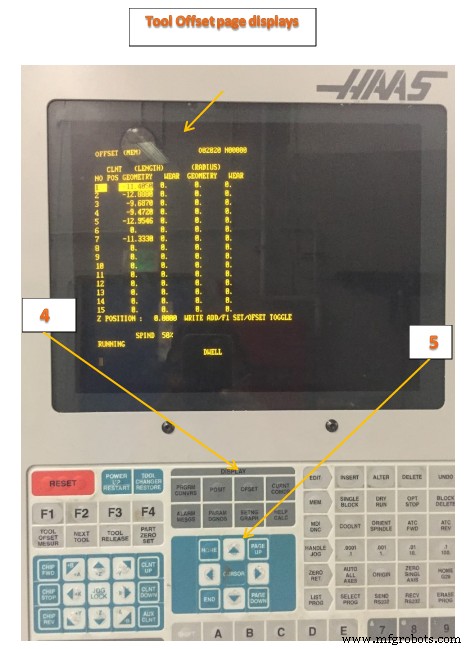
4. Offset:Pilih dan Tekan Offset
- Laman Offset Alat ditampilkan.
5. Panah Kursor:Sejajarkan untuk alat aktif
- Gunakan tombol kursor Up-Dn (jika perlu) untuk memindahkan bilah yang disorot pada tampilan grafis di atas nilai offset untuk alat yang sedang aktif.
Gambar 7. Offset
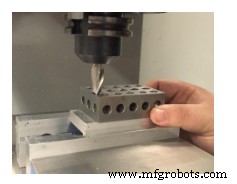
6.Gunakan Blok 1-2-3 untuk Mengatur Panjang Alat
- Berlari agar alat berada di bawah blok atas.
- Terapkan sedikit tekanan untuk memblokir alat. Gunakan Jog Wheel untuk menaikkan alat sampai balok meluncur di bawahnya.
- Pindahkan blok, lalu pindahkan alat kembali ke bawah 0,01 inci di bawah bagian atas blok.
Gambar 8
7. Peningkatan Jog:.001
- Kurangi kenaikan jog dan gunakan pegangan jog untuk menaikkan alat dalam kenaikan .001 sampai hanya meluncur di bawah blok lagi.
8. Alat Pengukur Offset:Pilih dan Tekan Alat Pengukur Offset
- Ini menyebabkan kontrol memasukkan posisi pahat saat ini dalam register offset panjang.
- Pastikan nomor panjang alat diperbarui sebelum melanjutkan.
9. Alat Berikutnya:Pilih dan Tekan Alat Berikutnya
- Ini menyebabkan alat saat ini disingkirkan dan alat berikutnya dimuat.
- Ulangi langkah 1 sampai 9 sampai semua alat siap.
Gambar 9. Halaman Tampilan Offset
CATATAN:
Alat penyetelan memerlukan joging mesin secara manual dengan tangan di dalam amplop kerja mesin. Gunakan sangat hati-hati dan patuhi aturan berikut:
• Spindel harus dimatikan.
• Jangan pernah meletakkan tangan Anda di antara pahat dan benda kerja.
• Pastikan sumbu dan kenaikan jog yang benar telah diatur sebelum joging.
• Gerakkan pegangan secara perlahan dan hati-hati. Perhatikan tangan Anda dan posisi alat setiap saat.
• Jangan biarkan orang lain mengoperasikan kontrol saat tangan Anda berada di area kerja.
Cara Mengakses MDI
Mode Input Data Manual (MDI) adalah salah satu mode yang dapat dioperasikan oleh mesin CNC Anda. Idenya adalah memasukkan G-Codes atau M-Codes pada baris yang langsung dieksekusi oleh mesin–Anda tidak perlu menulis seluruh program kode-g ketika satu atau dua baris sudah cukup. MDI menawarkan banyak kekuatan sementara hanya membutuhkan sedikit pembelajaran. Anda bahkan dapat menggunakan perintah MDI untuk mengerjakan bagian Anda. Dengan MDI, CNC dapat menjadi cepat dan kotor seperti halnya pemesinan manual.
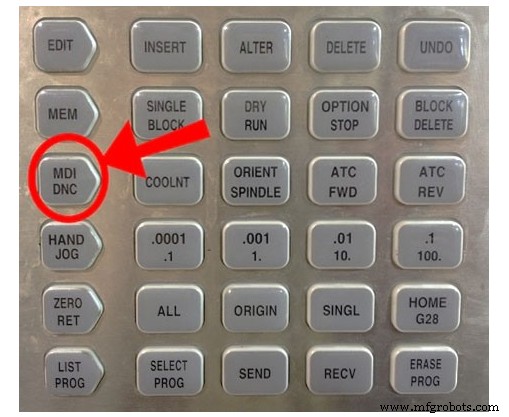
Gambar 10. MDI
Tekan tombol MDI pada panel kontrol CNC untuk masuk ke mode MDI.
Contoh:
Tekan MDI/DNC
Hapus Prog:Pilih dan Tekan (untuk menghapus perintah apa pun)
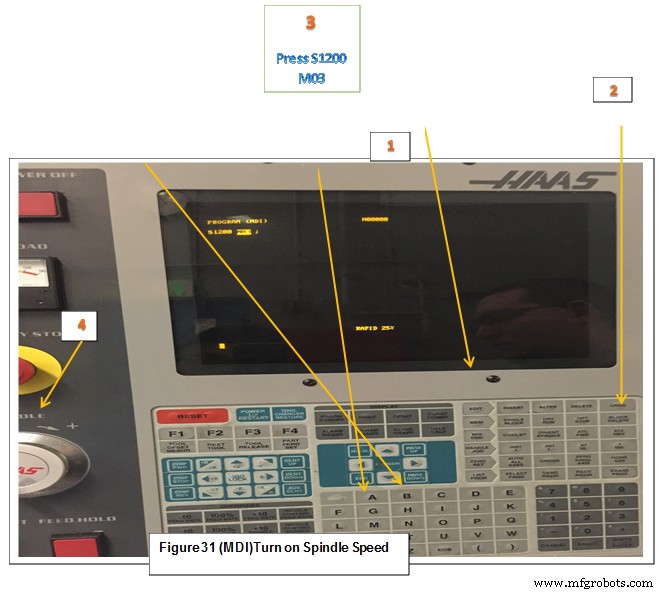
Masukkan S1200 M03 (Kecepatan Spindle 1200 RPM, Pada CW)
Menyetel Bagian Nol Offset Offset XY(Menggunakan Edge Finder)
Daftar Periksa:
1. Kunci MDI/DNC:Pilih dan Tekan MDI/DNC
2. Hapus Prog:Pilih dan Tekan Hapus Prog untuk menghapus semua perintah
3. Nyalakan Kecepatan Spindle:S1200
- Tekan S1200 M03(Masukan):Pilih:Tulis/Enter
4. Siklus Mulai:Pilih
- Spindle akan memulai CW pada 1200 RPM
Gambar 11. Aktifkan Kecepatan Spindle (MDI)
5. Handle Jog:Pilih Handle Jog dan Jog Increment:.01
6. Jog Handle:Sesuai Kebutuhan
- Pilih arah joging dan gunakan pegangan sesuai kebutuhan untuk menempatkan stylus pencari tepi di samping tepi bagian kiri.

7. Peningkatan Jog:.001
- Pindahkan pencari tepi secara perlahan hingga terlepas dari tengah seperti yang ditunjukkan di bawah ini.
- Ini menempatkan pusat spindel tepat 0,100 dari tepi bagian

Gambar 12. Tepat sebelum tersandung Gambar 13. Setelah tersandung
8. Jog Handle:Tarik kembali di Z 
• Joging lurus ke atas di Z sampai pencari tepi berada di atas bagian dan pegangan jog membaca nol pada dial.
9. Jog Handle:Atur arah jog ke +X dan putar handle satu putaran penuh searah jarum jam. 
Karena kontrol berada dalam mode kenaikan 0,001, memutar tombol tepat satu putaran penuh menempatkan pusat spindel langsung di atas tepi bagian kiri.
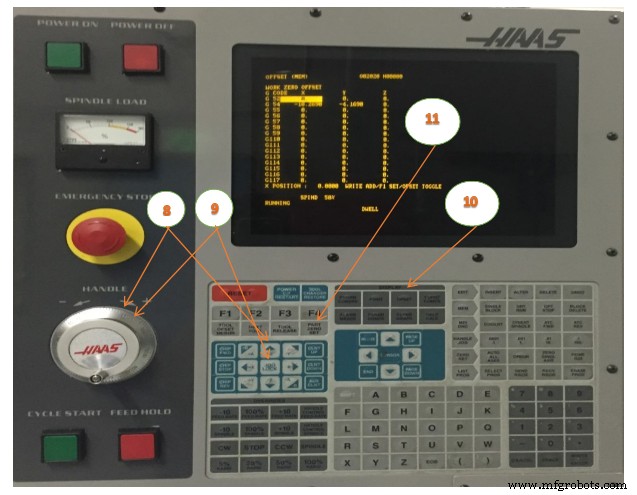
10. Halaman Offset:Pilih dan Tekan 
• Pilih tombol Offset dan tombol PgUp/PgDn sampai halaman Work Zero Offset muncul. Gunakan tombol Panah untuk menyorot G54 (atau offset perlengkapan apa pun yang akan disetel).
11. Set Bagian Nol:Tekan Set Bagian Nol
• Ini menetapkan nilai G54 X ke posisi spindel saat ini.
12. Spindle Stop:Tekan spindle stop
13. Untuk Mengatur sumbu Y ulangi langkah 6-11
Menggunakan MDI untuk memverifikasi Part zero offset
1. Tombol MDI/DNC:Pilih dan Tekan MDI/DNC
2. Hapus Prog:Pilih dan Tekan (untuk menghapus perintah apa pun)
3. Masukkan G00 G90 G54 X0 Y0
4. Sisipkan:Pilih dan Tekan Sisipkan
5. Siklus Mulai:Pilih dan Tekan Mulai Siklus
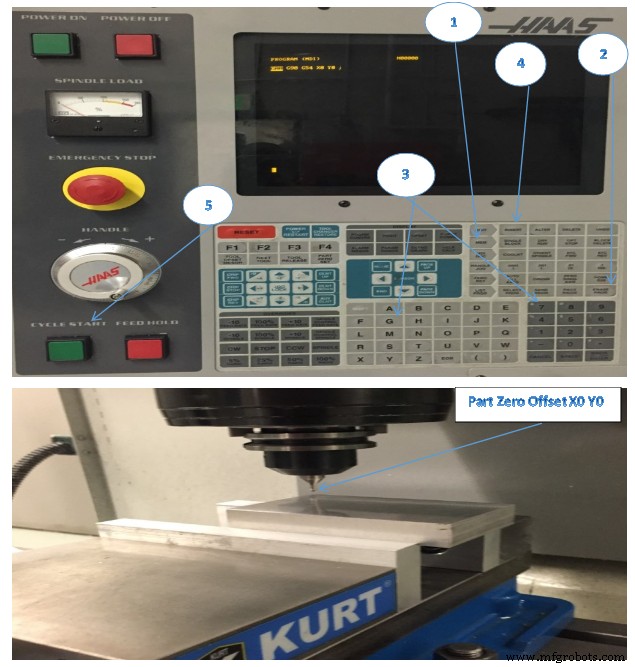
Bagian Nol Offset X0 Y0 (MDI)
- Untuk menggeser datum KANAN dalam kaitannya dengan operator mesin, TAMBAHKAN jumlah pergeseran ke nilai X offset. Misalnya, untuk menggeser X+.1, masukkan .1 MENULIS/ENTER.
- Untuk menggeser datum CLOSER ke operator mesin, KURANGI jumlah pergeseran dari nilai Y offset. Misalnya, untuk menggeser Y-.1, masukan -1 WRITE/ENTER
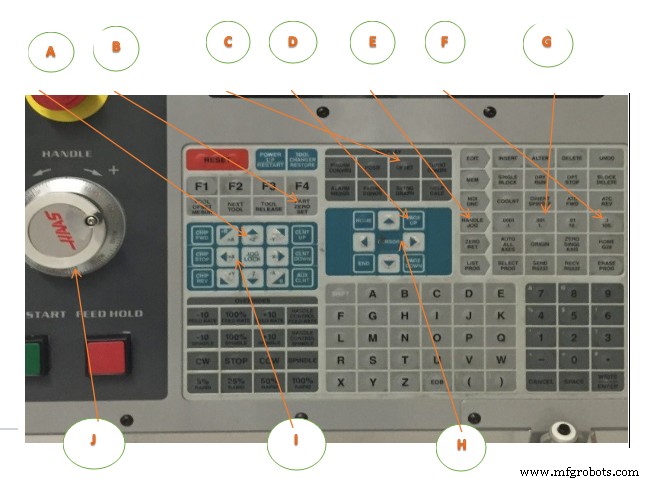
Menyetel Bagian Nol Offset XY(Menggunakan penunjuk Mekanis)
Untuk mengerjakan suatu suku cadang, pabrik perlu mengetahui di mana suku cadang tersebut berada
meja. Anda dapat menggunakan pencari tepi, probe elektronik, atau banyak alat lainnya dan
metode untuk menetapkan bagian nol. Untuk mengatur offset bagian nol dengan penunjuk mekanis:
1. Tempatkan bahan (1) di ragum dan kencangkan.
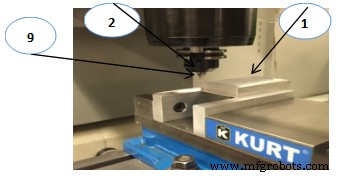
Gambar 14. Mengatur Bagian Nol XY (Menggunakan penunjuk Mekanik )
2. Masukkan alat penunjuk (2) ke dalam poros.
3. Tekan (HANDLE JOG) (E).
4. Tekan (.1/100.) (F) (Penggiling akan bergerak dengan cepat
kecepatan saat pegangan diputar).
5. Tekan (+Z) (A).
6. Pegang joging (J) Z-Axis kira-kira 1″ di atas bagian.
7. Tekan (.001/1.) (G) (Penggiling akan bergerak dengan kecepatan lambat saat gagang diputar).
8. Tangani jog (J) Z-Axis kira-kira. 0,2″ di atas bagian.
9. Pilih antara sumbu X dan Y (I) dan handle jog (J) alat ke pojok kiri atas
bagian (Lihat Gambar 36 di atas (9).
10. Tekan (OFFSET) (C) hingga panel Active Work Offset aktif.
11. Kursor (H) ke kolom Sumbu X G54.
12. Tekan [PART ZERO SET] (B) untuk memuat nilai ke dalam kolom Sumbu X. Yang kedua
tekan [PART ZERO SET] (B) memuat nilai ke dalam kolom Sumbu Y.
Mengatur Offset Alat
Langkah selanjutnya adalah menyentuh alat. Ini menentukan jarak dari ujung alat ke
bagian atas. Nama lain untuk ini adalah Offset Panjang Alat, yang ditetapkan sebagai H di
sederet kode mesin. Jarak tiap alat dimasukkan ke dalam Tabel Offset Alat.
Pengaturan Alat Offset. Dengan Sumbu Z di posisi asalnya, Offset Panjang Alat diukur
dari ujung alat (1) ke bagian atas (2). Lihat Gambar 15.
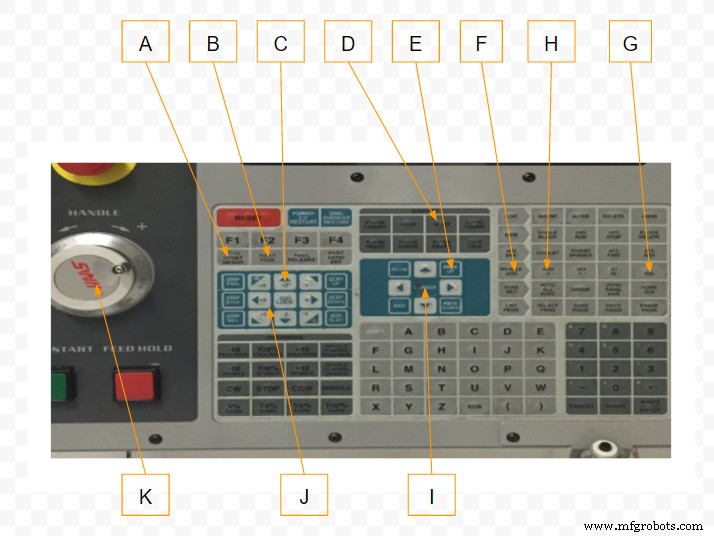
1. Masukkan pahat ke dalam poros (1).
2. Tekan (HANDLE JOG) (F).
3. Tekan (.1/100.)(G) (Penggiling bergerak dengan kecepatan tinggi saat gagang diputar).
4. Pilih antara sumbu X dan Y (J) dan pegang alat jog (K) di dekat bagian tengah.
5. Tekan (+Z) (C).
6. Pegang jog (K) Sumbu Z kira-kira 1″ di atas bagian.
7. Tekan (.0001/.1) (H) (Penggiling bergerak dengan kecepatan lambat saat gagang diputar).
8. Letakkan selembar kertas di antara pahat dan benda kerja. Pindahkan alat dengan hati-hati
ke bagian atas bagian, sedekat mungkin, dan masih dapat memindahkan kertas.
9. Tekan (OFFSET) (D).
10. Tekan (PAGE UP) (E) sampai Anda menampilkan jendela Program Tool Offsets. Gulir ke alat #1.
11. Kursor (I])ke Geometri untuk posisi #1.
12. Tekan [TOOL OFFSET MEASURE] (A).
Langkah selanjutnya menyebabkan spindel bergerak cepat di Sumbu Z.
13. Tekan (ALAT BERIKUTNYA) (B).
14. Ulangi proses offset untuk setiap alat.
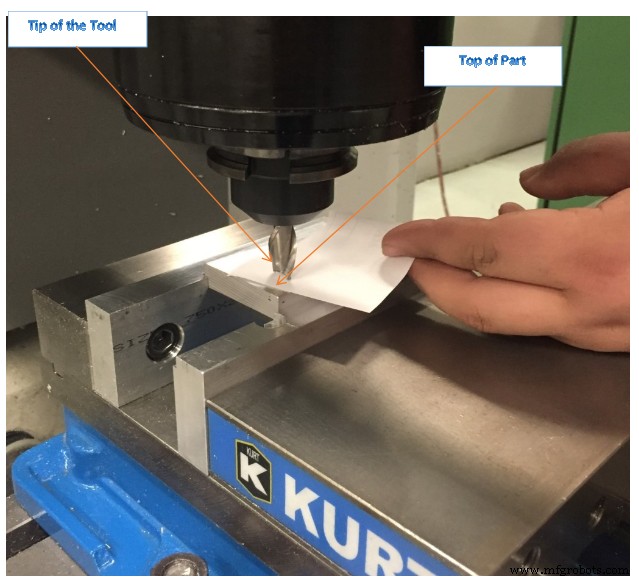
Gambar 15. Alat Pengaturan Offset (lembar kertas)
Menggunakan MDI untuk memverifikasi offset Panjang Alat
1. Tombol MDI/DNC:Pilih dan Tekan MDI/DNC
2. Hapus Prog:Pilih dan Tekan (untuk menghapus perintah apa pun)
3. Masukkan G00 G90 G43 H01 Z2.00
4. Sisipkan:Pilih dan Tekan Sisipkan
5. Siklus Mulai:Pilih dan Tekan Mulai Siklus
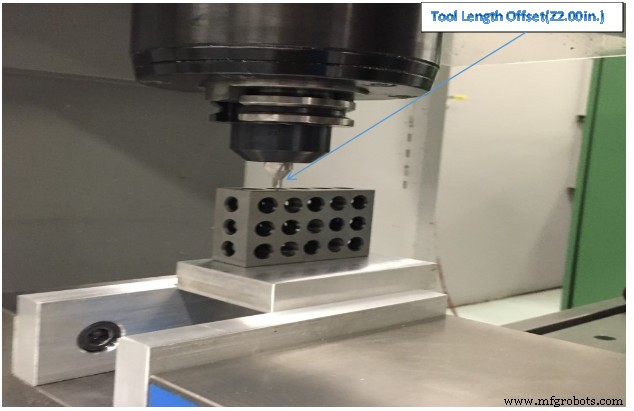
Gambar 16. Panjang pahat Offset (2,00 inci di atas bagian menggunakan 1 2 3 blok untuk memverifikasi)
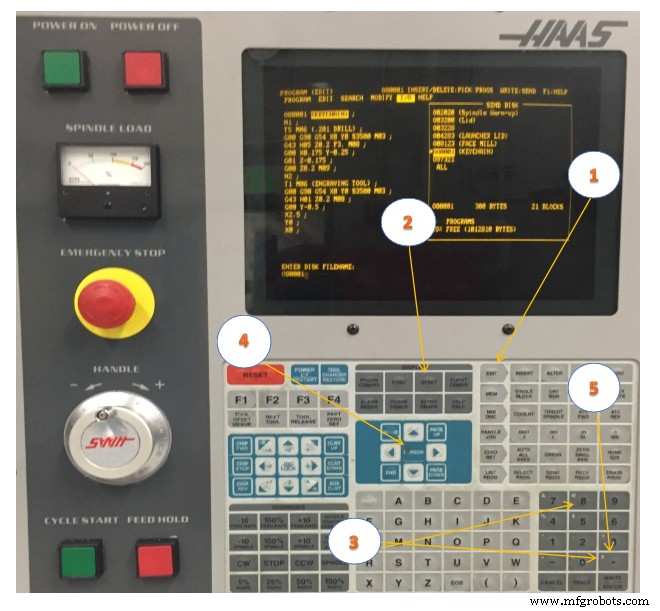
Muat Program CNC
1. Edit:Pilih dan Tekan Edit
2. F1:Pilih dan Tekan F1
3. Kursor:Tekan tombol panah kiri untuk I/O dan kemudian tombol panah DN untuk memindahkan bilah sorotan ke Direktori Disk.
4. Tulis/Enter:Pilih dan Tekan Tulis/Enter
5. Kursor ( Direktori Disk):Tekan tombol panah DN untuk memprogram untuk memuat.
6. Tulis/Enter:Pilih dan Tekan Tulis/Enter
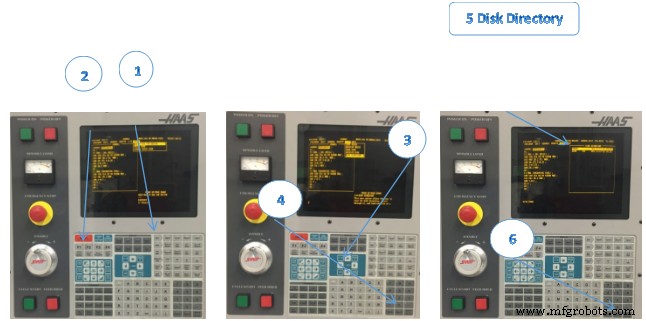
Gambar 17. Muat Program CNC
Simpan Program CNC
1. Edit:Pilih dan Tekan Edit
2. F1:Pilih dan Tekan F1
3. Kursor:Tekan tombol panah kiri untuk I/O dan kemudian tombol panah DN untuk memindahkan bilah sorotan ke Send Disk.
4. Tulis/Enter:Pilih dan Tekan Tulis/Enter
5. Masukkan Nama File Disk:O80001
6. Tulis/Masukkan
 Gambar 18. Simpan Program CNC
Gambar 18. Simpan Program CNC
Jalankan Program CNC
Ini adalah proses yang disukai untuk menjalankan program baru. Setelah program terbukti, semua laju umpan dapat disetel ke 100% dan mode blok tunggal dapat disetel ke nonaktif.
Operasi Lari Kering
Mesin mengeksekusi semua gerakan persis seperti yang diprogram. Jangan gunakan benda kerja di dalam mesin saat dry run beroperasi. Fungsi Dry Run digunakan untuk memeriksa program dengan cepat tanpa benar-benar memotong bagian.
Untuk memilih Dry Run:
1. Saat dalam mode MEM atau MDI, tekan (DRY RUN).
Saat dalam Dry Run, semua jeram dan umpan dijalankan pada kecepatan yang dipilih dengan tombol kecepatan jog.
2. Dry Run hanya dapat dihidupkan atau dimatikan ketika program telah selesai atau [RESET] adalah
ditekan. Dry Run membuat semua gerakan X Y Z yang diperintahkan dan alat yang diminta
perubahan. Tombol override dapat digunakan untuk menyesuaikan kecepatan Spindle.
Daftar Periksa :
1. Pra-Mulai
- Pastikan catok atau perlengkapan aman dan Anda memiliki pengaturan yang aman.
- Seharusnya tidak ada kemungkinan bahwa work holding akan gagal berfungsi seperti yang dipersyaratkan.
- Lepaskan pegangan catok.
- Bersihkan area kerja dari semua alat atau objek lain.
- Tutup pintu mesin.
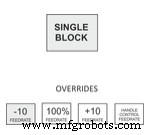
- Aktifkan Single BlockMode.
- Tekan tombol Rapid Feedrate-10 delapan kali untuk menyetel Override Kecepatan Umpan cepat ke maksimum 20%.
2. Mulai
- Letakkan satu tangan di tombol Tahan Umpan dan bersiaplah untuk menekannya jika ada masalah.
- Tekan Tombol Mulai Siklus.
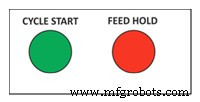
Gambar 19. Jalankan Program CNC
Kesalahan umum adalah mengatur offset Fixture atau Tool Length secara tidak benar. Saat menjalankan program untuk pertama kalinya, atur mesin ke mode Blok tunggal. Kurangi laju umpan cepat menjadi 25%, dan lanjutkan dengan hati-hati. Setelah alat memotong, matikan mode blok tunggal dan biarkan program berjalan. Jangan tinggalkan mesin tanpa pengawasan, dan letakkan satu tangan di tombol tahan umpan. Dengarkan, amati pembentukan chip, dan bersiaplah untuk menyesuaikan kecepatan pemotongan dengan kondisi pemotongan yang sesuai.
Menyesuaikan Offset CDC
Operasi pemesinan yang menggunakan Kompensasi Diameter Pemotong (CDC:G41/G42) dapat disesuaikan untuk memperhitungkan keausan dan defleksi pahat. Ukur seluruh fitur yang sudah jadi pada bagian dan bandingkan dengan nilai yang diinginkan. Kurangi Aktual dari ukuran Target dan masukkan perbedaannya ke dalam register CDC pada kontrol untuk alat itu. Misalnya:
(Ukuran Fitur Target:2.5000) – (Ukuran Fitur Sebenarnya:2.5150) = Nilai Pakai: -0.0150
Jalur alat sekarang akan dikompensasikan untuk perbedaan ukuran. Menjalankan operasi yang sama lagi akan menghasilkan fitur yang sama persis dengan ukuran target
Kompensasi keausan hanya digunakan pada lintasan kontur. Ini tidak digunakan untuk penggilingan wajah, penggilingan 3D, atau siklus bor. Pilih opsi Kompensasi Keausan dalam perangkat lunak CAD/CAM Anda dan, jika perlu, atur nilai Keausan Diameter Alat seperti yang ditunjukkan di atas. Saat digunakan, nilai keausan selalu berupa angka negatif. Selalu setel Geometri Diameter Alat ke nol untuk semua alat karena perangkat lunak CAD/CAM sudah memperhitungkan diameter pahat dengan memprogram jalur garis tengah pahat.
Daftar Periksa:
1. Halaman Offset:Pilih dan Tekan Offset
2. Sesuaikan Diameter Offset:Pilih dan Masukkan Nilai
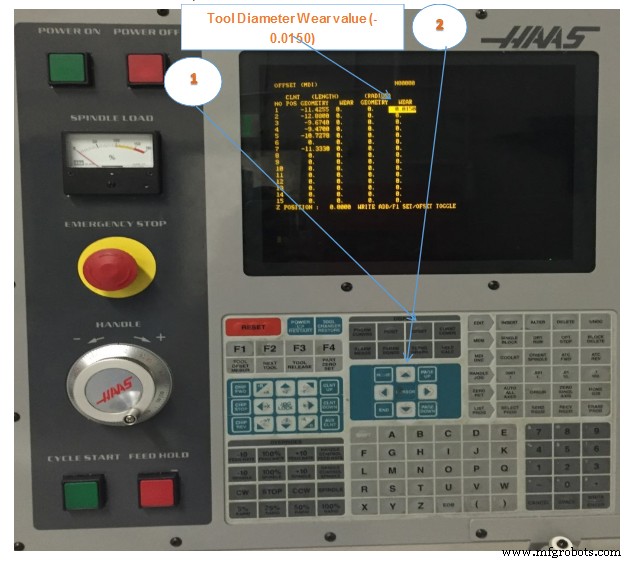
- Pg Up/Dn untuk menyorot alat yang akan disesuaikan.
- Masukkan nilai menggunakan keypad numerik.
- Contoh Nilai Keausan Diameter Alat seperti yang ditunjukkan di atas:-0,0150
- Pilih dan Tekan Tulis/Enter
Gambar 20. Menyesuaikan Offset CDC
Matikan Mesin CNC
Daftar Periksa:
1.Hapus alat dari spindel:
- Masukkan nomor korsel alat kosong.
- Pilih ATC FWD
2. Mesin Joging ke Area Aman:
• Pilih Joging
3. Tombol Matikan:Tekan POWER OFF
Daftar Periksa Setelah Mematikan:
• Lap spindel dengan lap bersih yang lembut untuk menghilangkan cairan pendingin dan mencegah karat.
• Singkirkan alat.
• Membersihkan area kerja.
• Selalu tinggalkan mesin, peralatan, dan perlengkapan dalam kondisi yang sama atau lebih baik daripada saat Anda menemukannya.
Penting untuk membersihkan mesin setelah setiap kali digunakan untuk mencegah korosi, meningkatkan lingkungan kerja yang aman, dan sebagai rasa hormat profesional kepada orang lain. Biarkan setidaknya 15-30 menit di akhir setiap kelas untuk pembersihan. Paling tidak, singkirkan semua perkakas dan perkakas yang tidak digunakan, cuci mesin dengan cairan pendingin, keluarkan cairan pendingin dari meja, dan jalankan konveyor chip.
UJI UNIT
1. Sebutkan delapan area fungsional HAAS Keyboard.
2. Jelaskan cara Override Pintu.
3. Jelaskan cara memuat Alat.
4. Jelaskan MDI dan berikan satu contoh.
5. Jelaskan cara menyetel offset bagian nol.
6. Jelaskan penggunaan MDI untuk memverifikasi offset bagian nol.
7. Jelaskan cara menyetel offset Panjang Alat
8. Jelaskan penggunaan MDI untuk memverifikasi offset Panjang Alat.
9. Jelaskan cara menyimpan program CNC.
10. Mohon Jelaskan prosedur shutdown.


