Alat Inspeksi Mesin-Vernier Caliper
Kualitas adalah kunci kesuksesan sebuah perusahaan. Setiap industri permesinan sangat mementingkan kualitas produk. Oleh karena itu, alat inspeksi untuk produk sangat penting, jadi hari ini saya akan memperkenalkan Anda dengan vernier caliper, alat inspeksi dasar dalam industri permesinan.
Pada artikel ini, kami akan memperkenalkan definisi, metode pembacaan, metode penyimpanan, dan tindakan pencegahan jangka sorong. Semoga dapat membantu Anda.
Definisi Kaliper Vernier
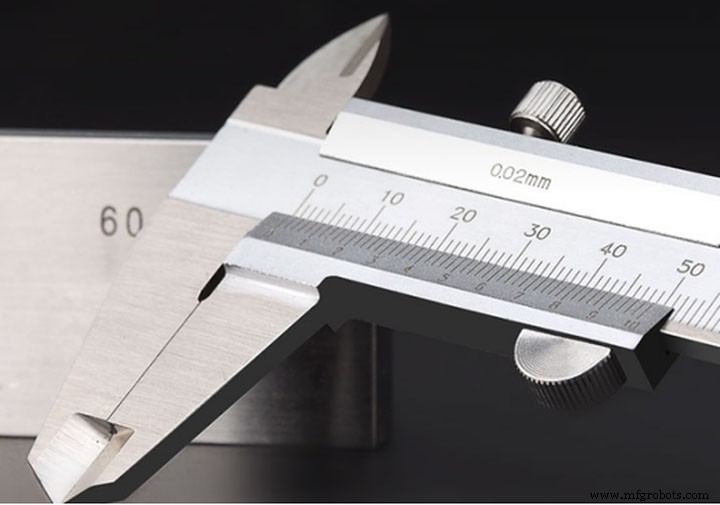
Vernier Caliper (VERNIER CALIPER) adalah peralatan yang digunakan untuk memeriksa dan mengkonfirmasi bagian yang diproses dalam pemesinan kasar dan pemesinan setengah jadi, dan untuk mengukur dimensi bagian permesinan dengan toleransi besar. Ini adalah alat ukur untuk mengukur panjang, diameter dalam dan diameter luar, dan kedalaman. Jangka sorong termasuk penggaris utama dan jangka sorong geser yang terhubung ke penggaris utama. Penggaris utama biasanya dalam milimeter. Vernier memiliki 10, 20 atau 50 kelulusan. Menurut divisi yang berbeda, vernier caliper dapat dibagi menjadi vernier caliper 10 dimensi, vernier caliper 20 divisi, vernier caliper 50 divisi, dll. Vernier adalah 9mm untuk 10 divisi, 19mm untuk 20 divisi, dan 49mm untuk 50 divisi. Ada dua rahang pengukur yang dapat digerakkan pada penggaris utama dan vernier jangka sorong, yaitu rahang pengukur bagian dalam dan rahang pengukur bagian luar. Rahang pengukur bagian dalam biasanya digunakan untuk mengukur diameter dalam, dan rahang pengukur luar biasanya digunakan untuk mengukur panjang dan diameter luar. Pembacaan minimum adalah Ada dua jenis:0,05mm dan 0,02mm.
Cara Membaca Kaliper Vernier
Saat menggunakan jangka sorong untuk mengukur ukuran, pembacaan nilai dilakukan dengan menggunakan dua skala, penggaris utama dan penggaris sekunder (penggaris vernier).
Skala sub-skala standar (skala vernier) adalah skala yang diperoleh dengan membagi n-1 skala skala utama menjadi n bagian yang sama.
Sub-penggaris standar (Penggaris Vernier) memiliki dua jenis:1/20 dan 1/50.
Cara membaca skala, seperti yang ditunjukkan di bawah ini
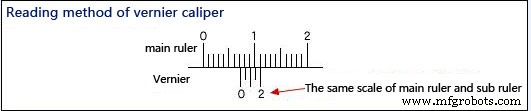
- Baca nilai skala dari skala utama yang ditunjukkan oleh subskala “nol”.
→Saat ini, karena antara 7mm dan 8mm, nilai yang diukur harus (7+α)mm.
- Temukan bagian di mana penggaris utama dan penggaris bawah memiliki skala yang sama.
→Saat ini, menurut gambar, garis skala ke-4 dari sub-skala konsisten dengan skala utama.
- Bila skala sekunder jangka sorong adalah 1/20, karena 1 skala=0,05mm, kalikan jumlah skala yang sama pada skala sekunder dengan 0,05 untuk menghitung nilai .
→Saat ini, =0,05×4=0,20mm
- Menurut di atas, 7mm+0.20mm=7.20mm adalah nilai tetap dari pengukuran ukuran.
Perhatian Selama Pengukuran
Sebelum pengukuran, periksa untuk memastikan bahwa titik dasar vernier caliper sama? Perjelas keakuratan nilai nol.
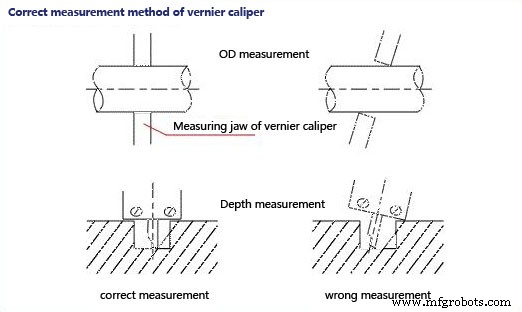
Bagian yang menahan benda yang akan diukur (bagian rahang dalam dan luar jangka sorong) harus sedekat mungkin dengan penggaris utama.
Permukaan pengukur dari bagian pengukur (rahang dalam dan luar, pengukur kedalaman) dari jangka sorong harus benar-benar bersentuhan dengan objek yang akan diukur.
Gaya pengukuran tidak boleh terlalu kuat/terlalu lemah, dan gaya konstan harus digunakan untuk pengukuran sebanyak mungkin.
Nilai skala harus dibaca dengan sudut siku-siku.
Setelah digunakan, bersihkan kotoran dan simpan di tempat yang kelembaban dan perubahan suhunya kecil untuk mencegah deformasi.
Penyimpanan P metode
Setelah menggunakan jangka sorong, bersihkan dengan benang katun. Jika tidak digunakan dalam waktu lama, bersihkan dengan mentega atau oli mesin. Kedua rahang pengukur harus ditutup dan sekrup pengencang harus dikencangkan, lalu masukkan ke dalam kotak kaliper dan tutup.
Perhatian:
- Kaliper vernier adalah alat ukur yang lebih akurat. Itu harus ditangani dengan hati-hati dan tidak boleh terbentur atau jatuh ke tanah. Jangan menggunakannya untuk mengukur benda kasar saat digunakan, agar tidak merusak cakar pengukur dan hindari menempatkannya dengan alat pemotong. Bersama-sama, agar tidak menggores permukaan vernier caliper, harus ditempatkan di tempat yang kering dan netral saat tidak digunakan, jauh dari zat asam dan basa untuk mencegah korosi.
- Seka bersih kaliper sebelum mengukur, dan periksa apakah kedua permukaan pengukur dan tepi pengukur kaliper lurus dan utuh. Ketika dua rahang pengukur pas, seharusnya tidak ada celah, dan posisi nol dari vernier dan penggaris utama harus sejajar satu sama lain. Proses ini disebut kalibrasi posisi nol vernier caliper.
- Saat menggerakkan bingkai penggaris, gerakannya harus bebas dan tidak terlalu longgar atau terlalu kencang, apalagi gemetar. Saat memasang bingkai penggaris dengan sekrup pengencang, pembacaan kaliper tidak boleh berubah. Saat memindahkan bingkai penggaris, jangan lupa untuk mengendurkan sekrup pengencang, dan jangan terlalu longgar agar tidak terlepas.
- Saat mengukur bagian dengan jangka sorong, tekanan berlebihan tidak diperbolehkan. Tekanan harus sedemikian rupa sehingga kedua rahang pengukur hanya menyentuh permukaan bagian. Jika tekanan pengukur terlalu besar, tidak hanya rahang pengukur yang akan bengkok atau aus, tetapi rahang pengukur akan berada di bawah tekanan. Menghasilkan deformasi elastis dan membuat ukuran yang diukur tidak akurat (ukuran luar lebih kecil dari ukuran sebenarnya, dan ukuran dalam lebih besar dari ukuran sebenarnya).
- Saat membaca pada vernier caliper, pegang secara horizontal ke arah cahaya terang, sehingga garis pandang orang tersebut tegak lurus dengan permukaan ukiran caliper, untuk menghindari kesalahan membaca.
- Untuk mendapatkan hasil pengukuran yang benar, Anda dapat mengukur beberapa kali, yaitu mengukur ke arah yang berbeda pada bagian yang sama. Untuk bagian yang lebih panjang, Anda harus mengukur di berbagai bagian panjang penuh untuk mendapatkan hasil pengukuran yang lebih tepat.


