Siklus Pemotongan Benang Siemens Sinumerik 840D CYCLE97
Dengan Sinumerik 840D Thread Cutting Cycle CYCLE97 berbentuk silinder dan meruncing di bagian luar dan dalam ulir dengan pitch konstan dalam pemesinan longitudinal atau muka dapat dikerjakan. Utas bisa tunggal atau multipel. Dengan beberapa utas, putaran utas individual dikerjakan satu demi satu.
Infeed otomatis. Anda dapat memilih pemakanan konstan per potongan atau penampang
pemotongan konstan.
Ulir kanan atau kiri ditentukan oleh arah rotasi spindel yang
harus diprogram sebelum siklus dimulai.
Baik laju gerak makan maupun pengesampingan spindel tidak berpengaruh pada blok perjalanan ulir. Penimpaan spindel tidak boleh diubah selama pemesinan utas.
Format Sinumerik CYCLE97
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Penjelasan Parameter Sinumerik CYCLE97
Siemens Sinumerik 840D Siklus Pemotongan Benang CYCLE97
PIT (Pitch Ulir)
Nada pitch sebagai nilai (masukkan tanpa tanda). Pitch thread adalah nilai paralel sumbu dan ditentukan tanpa tanda.
MPIT (Pitch Utas sebagai Ukuran Utas)
Pitch ulir sebagai ukuran utas. Untuk menghasilkan utas silindris metrik, Anda juga dapat menentukan awal utas sebagai ukuran utas melalui
parameter MPIT (M3 hingga M60)
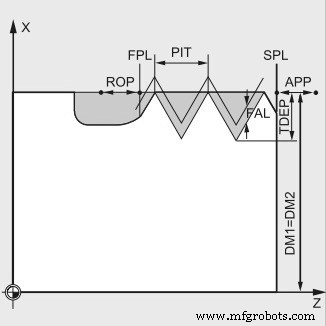
SPL (Thread Titik Awal Longitudinal)
Titik awal utas di sumbu longitudinal
FPL (Titik Akhir Benang Bujur)
Titik akhir utas pada sumbu longitudinal
DM1 (Diameter Mulai Benang)
Diameter utas di titik awal
DM2 (Diameter Ujung Benang)
Diameter utas di titik akhir
APP (Jalur Run-In)
Jalan masuk (masuk tanpa tanda)
ROP (Jalur Habis)
Run-out path (masuk tanpa tanda)
TDEP (Kedalaman Thread)
Kedalaman utas (masukkan tanpa tanda)
FAL (Tunjangan Penyelesaian)
Tunjangan finishing (masuk tanpa tanda). Tunjangan finishing FAL dihapus setelah pengasaran dalam satu langkah.
IANG (Sudut Umpan)
Sudut infeed (“+” untuk infeed sayap di sisi) (“–” untuk infeed sayap bergantian)
Jika Anda ingin memasukkan makanan dengan sudut yang tepat ke arah pemotongan di utas, nilai parameter ini harus disetel ke nol .
Dengan kata lain, parameter juga dapat dihilangkan dari daftar parameter, karena dalam hal ini, otomatis dimuat dengan nol secara default.
Jika Anda ingin mengumpan di sepanjang sayap , nilai absolut dari parameter ini dapat berjumlah maksimal setengah dari sudut sayap alat.
NSP (Offset Titik Awal)
Offset titik awal untuk putaran utas pertama (masuk tanpa tanda). Dengan parameter ini, Anda dapat memprogram nilai sudut yang menentukan titik pemotongan pertama dari awal utas pertama pada keliling bagian yang diputar. Ini adalah offset titik awal.
Parameter dapat mengasumsikan nilai antara 0,0001 dan +359,9999 derajat.
Jika tidak ada offset titik awal yang ditentukan atau parameter dihilangkan dari daftar parameter, putaran utas pertama otomatis dimulai dari tanda nol derajat.
NRC (Jumlah Pemotongan Seadanya)
Jumlah potongan kasar (masukkan tanpa tanda)
NID (Jumlah Pemotongan Menganggur)
Jumlah pass menganggur (masukkan tanpa tanda)
VARI (Jenis Pemesinan)
Definisi jenis pemesinan untuk utas (1 … 4)
Dengan parameter VARI, Anda menentukan apakah pemesinan harus internal atau eksternal .
Dengan teknologi apa infeed akan dikerjakan dengan mesin selama pengasaran.
Parameter VARI dapat mengasumsikan nilai antara 1 dan 4 dengan arti sebagai berikut:
1 = Pemasukan Konstan Eksternal
2 = Pemasukan Konstan Internal
3 = Penampang pemotongan Konstan Eksternal
4 = Penampang potong konstan internal
NUMT (Jumlah Thread Berputar)
Jumlah putaran utas (masukkan tanpa tanda).
Anda menentukan jumlah utas dimulai untuk beberapa utas dengan parameter NUMT.
Untuk rangkaian satu putaran , parameter harus diberi nol atau dapat dihapus sepenuhnya di daftar parameter.
Putaran utas didistribusikan secara merata di seluruh keliling bagian yang diputar;
putaran utas pertama ditentukan oleh parameter NSP.
_VRT (Jarak Retraksi)
Jarak retraksi variabel berdasarkan diameter awal, inkremental (masukkan tanpa tanda).
Kapan _VRT =0 (parameter tidak diprogram) , jalur retraksi adalah 1 mm .
Jalur pencabutan selalu diukur menurut sistem satuan, inci, atau metrik yang diprogram.


