Program Contoh Perintah Busur Lubang Baut Haas CNC G71
Kode contoh program CNC untuk perintah G71 Bolt Hole Arc.
Perintah busur lubang baut G71 memudahkan untuk mengebor/mengetuk/melubangi lubang dengan jarak yang sama pada busur.
Sepeda kaleng G73, G74, G76, G77, atau G81-G89 dapat digunakan dengan G-code lubang baut G71.
Format Busur Lubang Baut G71
G71 I J K L
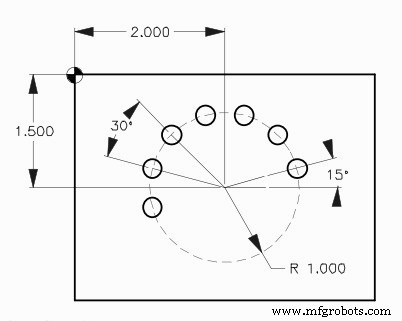
I – Radius busur lubang baut
J – Sudut awal lubang pertama ( 0 hingga 360° CCW dari horizontal pada posisi jam 3).
K – Jarak sudut antara lubang (+ atau -)
L – Jumlah lubang dengan jarak yang sama di sekitar busur lubang baut.
Baca artikel lengkap Lengkungan Lubang Baut G71 – Pemrograman Pabrik CNC
Contoh Pemrograman Arc Lubang Baut G71
Program Contoh Busur Lubang Baut G71
O005
N10 T2 M06
N20 G90 G54 G00 X2. Y-1.5
N30 S1451 M03
N40 G43 H02 Z1. M08
N50 G81 G99 Z-0.45 R0.1 F8. L0
N60 G71 I1.0 J15. K30. L7
N70 G80 G00 Z1. M09
N80 G53 G49 Z0. M05
N90 M30


