G84 Contoh Siklus Tap Program CNC
Siklus tap G84 adalah salah satu fungsi pusat permesinan CNC yang paling banyak digunakan.
Contoh program siklus sadap G84 ini mengilustrasikan penggunaan sadap dengan cara yang mudah dipahami.
Siklus penyadapan G84 adalah kode-G modal, jadi dibatalkan dengan G80 jika tidak maka akan menjalankan operasi ketukan pada setiap gerakan X dan/atau Y.
Format Siklus Mengetuk G84
G84 X_ Y_ Z_ R_ F_
X Y – Data posisi lubang
Z – Kedalaman Z (umpan ke kedalaman Z mulai dari bidang R)
R – Posisi bidang R
F – Laju gerak makan pemotongan
Artikel lengkap tentang G84 baca Siklus Tapping G84 – Pemrograman Pabrik CNC
Artikel terkait lainnya Deep Hole Tapping dengan Chipbreaking atau Peck Tapping dengan G84
Program CNC Contoh Siklus Tapping G84
G84 Contoh Siklus Tapping
O100 (G84 R.H. Tapping Cycle)
N1 T18 M06
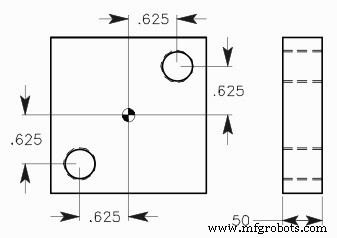
N2 G90 G54 G00 X0.625 Y0.625
N3 S500 M03
N4 G43 H18 Z1. M08
N5 G84 G99 Z-0.65 R0.1 F35.7143
N6 X-0.625 Y-0.625
N7 G80 G00 Z1. M09
N8 G53 G49 Z0. M05
N9 M30


