Contoh Program Siklus Pengeboran CNC G81
Siklus pengeboran Fanuc G81 digunakan untuk operasi pengeboran sederhana, jadi berikut adalah contoh program cnc yang menunjukkan bagaimana siklus pengeboran G81 dapat digunakan.
Program CNC
Program Contoh Siklus Pengeboran Fanuc G81
N1 T1 M06
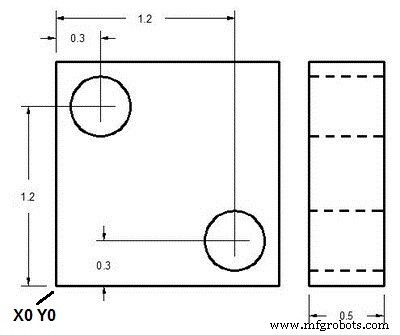
N2 G90 G54 G00 X.3 Y1.2
N3 S1200 M03
N4 G43 H01 Z1. M08
N5 G81 Z-.6 R.1 F10
N6 X1.2 Y.3
N7 G80 G00 Z1. M09
N8 G28 G91 Z0. M05
N9 M30
Penjelasan
N1- Perubahan alat ke alat no.1
N2- Alat dengan cepat bergerak ke posisi pengeboran pertama X0.3 Y1.2 sambil mempertimbangkan Zero-offset-no. 1
N3- Bor mulai berputar searah jarum jam dengan 1200 rpm.
N4- Bor membutuhkan kedalaman Z1. dengan mempertimbangkan kompensasi panjang alat (G43 H01), cairan pendingin dihidupkan.
N5- Parameter siklus pengeboran, kedalaman bor, dan umpan pemotongan diberikan, dengan perintah ini bor pertama dilakukan pada posisi saat ini (X0.3 Y1.2).
N6- Saat siklus pengeboran berlanjut, ini bekerja dengan setiap gerakan sumbu sehingga bor berikutnya dilakukan pada X1.2 Y0.3
N7- Siklus pengeboran dibatalkan dengan perintah G80, Pendingin dimatikan.
N8- Saat operasi untuk komponen ini selesai, pahat pemotong dibawa ke posisi referensi, dan rotasi pemotong dihentikan.
N9- Program bagian CNC berakhir.
Kode G &M
| Kode | Deskripsi |
|---|
| T | Alat no. digunakan. |
| M06 | Perintah perubahan alat. |
| G90 | Pemrograman absolut |
| G54 | Zero offset no.1 |
| G00 | Melintasi cepat |
| S | Kecepatan pemotong |
| M03 | Rotasi pemotong searah jarum jam |
| G43 | Kompensasi panjang alat. |
| M08 | Pendingin aktif. |
| G81 | Siklus pengeboran Fanuc. |
| F | Memotong umpan. |
| G80 | Pembatalan siklus kalengan. |
| M09 | Pendingin mati. |
| G28 | Kembali ke posisi referensi. |
| G91 | Pemrograman tambahan. |
| M05 | Penghentian rotasi pemotong. |
| M30 | CNC part-program diakhiri dengan kembali ke program-start. |


