Siemens Sinumerik G63 Mengetuk dengan tapholder mengambang
Jika mesin cnc spindle anda dilengkapi dengan pulse generator maka anda dapat melakukan rigid tapping dengan G-code Sinumerik G331 Rigid Tapping.
Sinumerik G331 G332 Rigid Tapping G-code adalah penjelasan Rigid Tapping pada Sinumerik 840D/810D dengan G331 G332.
Sinumerik G63 Mengetuk dengan tapholder mengambang
Tutorial pemrograman cnc ini menunjukkan bahwa masinis cnc memiliki opsi lain untuk mengetuk mesin cnc yang tidak memiliki generator pulsa.
Sinumerik G63 digunakan untuk tapping dengan floating tapholder.
Untuk fungsi Sinumerik G63, masinis cnc membutuhkan tap pada floating tapholder. Generator pulsa tidak diperlukan untuk spindel.
Format Pemrograman Sinumerik G63
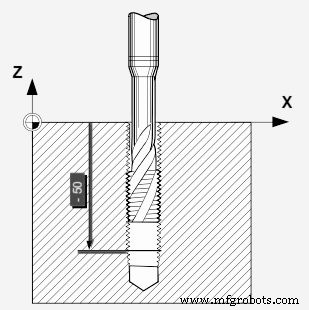
Sinumerik G63 Tapping dengan tapholder mengambang
N10 G63 Z-50 M3 S...F...
N20 G63 Z4 M4 F...
Z – Kedalaman dalam sumbu Z
S – Kecepatan spindel
F – Laju gerak makan (F =Kecepatan spindel x Ujung ulir)
M3 – Arah rotasi ke kanan
M4 – Arah rotasi kiri
Pencabutan
Untuk gerakan retraksi, Anda memprogram blok lain dengan G63 dan arah rotasi spindel yang relevan.
Perhitungan Laju Umpan
F =Kecepatan spindel x Ujung ulir


