Tap Keras pada Sinumerik 840D/810D dengan G331 G332
Penyadapan Kaku CNC
Sebagian besar peralatan mesin CNC sekarang menawarkan kemampuan penyadapan yang kaku sebagai fitur standar. Selama pengetukan yang kaku, rotasi dan pengumpanan spindel alat berat disinkronkan agar cocok dengan jarak ulir tertentu karena keran yang dipasang dengan kaku didorong masuk dan keluar lubang dengan cepat.

Ketukan Kaku
Penyadapan Keras pada Sinumerik 840D/810D dengan G331/G332
Pada Sinumerik 840D / Sinumerik 810D, penyadapan kaku dilakukan dengan kode-G G331/G332.
G331 Mengetuk
G332 Mengetuk dengan pencabutan. Spindel mengubah arah rotasi secara otomatis.
Pemrograman
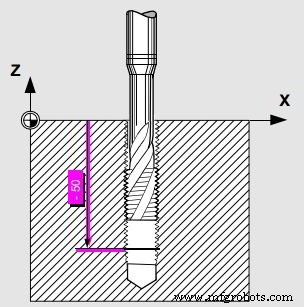
N50 G331 Z-50 K2 S500
N60 G332 Z5 K2
Ketukan Keras pada Sinumerik 840D 810D dengan G331 G332
G331 Mengetuk
X, Y, Z :Titik akhir utas
I, J, K :Ujung utas. Kabel positif (mis. K4) utas kanan, kabel negatif (mis. K-4) utas kiri.
G332 Mengetuk dengan Retraksi.
Spindel mengubah arah rotasi secara otomatis
X, Y, Z :Titik akhir penarikan benang.
I, J, K :Ujung benang. Kabel positif (mis. K4) utas kanan, kabel negatif (mis. K-4) utas kiri.
Untuk fungsi ini, spindel harus dilengkapi dengan generator pulsa.


