Sub Pemrograman Fanuc
Sub Pemrograman Fanuc
Fanuc cnc control menyediakan kemampuan untuk mengakses program bagian lain yang disimpan di dalam direktori utama.
Untuk contoh program cnc untuk panggilan sub-program, baca Multi Start Threads with Fanuc G76 Threading Cycle
Panggilan Sub-Program
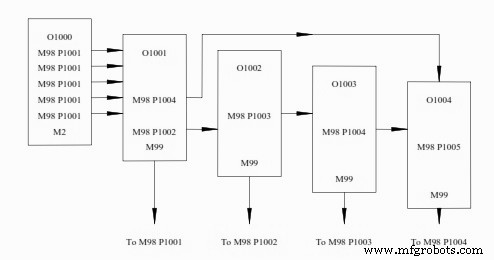
Sub-program dipanggil dengan menggunakan perintah M98 diikuti dengan nomor sub-program yang diawali dengan huruf P.
N10 M98 P1004
Pada baris program cnc di atas, sub-program 1004 akan dipanggil, yang disimpan dalam memori kontrol sebagai O1004
Sub-Program Berakhir
Untuk kembali ke posisi program terakhir (program utama) untuk melanjutkan program,
perintah M99 pada baris terakhir sub-program digunakan
N100 M99
Sub Pemrograman Fanuc
Pengulangan Sub-Program
Kontrol juga memiliki kemampuan untuk memuat perintah pengulangan sebagai bagian dari baris program M98.
Ketika baris program ditulis dengan perintah M98 P1004, kontrol benar-benar membaca
baris informasi sebagai M98 P00001004 , 4 digit pertama setelah kata P menjadi
jumlah pengulangan.
Untuk mengulang sub-program (O1004) 33 kali, baris program akan terbaca sebagai berikut:
M98 P331004
Kode program cnc di atas akan memanggil program O1004 sebanyak 33 kali kemudian akan kembali ke program utama.
Perintah M99
Kontrol Fanuc memiliki kemampuan untuk melompat ke nomor baris program tertentu saat kembali ke
program utama menggunakan perintah M99 sebagai:
M99 P100
Perintah di atas akan memindahkan kontrol ke nomor baris N100 di program utama.
M99 juga dapat ditulis di akhir program utama, dan akan menghasilkan pengulangan
program yang berkelanjutan.


