Cara Menggiling Kode Contoh Program CNC Lingkaran Penuh
Cara menggiling lingkaran penuh, tidak masalah di bawah ini adalah contoh program cnc G-code yang menunjukkan cara memprogram lingkaran penuh pada mesin penggilingan cnc.
Seringkali ahli mesin cnc harus menyelesaikan komponen seperti itu yang membutuhkan pemesinan lingkaran penuh terkadang di dalam lingkaran penuh terkadang Anda harus memprogram di luar lingkaran penuh.
Contoh kode-G ini akan menunjukkan cara memprogram lingkaran penuh dari luar.
Contoh Program CNC Lingkaran Penuh
Cara Menggiling Program CNC Lingkaran Penuh
N05 G00 X10 Y25 Z1 S1250 M3
N10 G01 Z-5 F100
N15 G02 X10 Y25 I20 J0 F125
N20 G00 Z100 M5
N25 X-20
N30 M30
Cara Memprogram Penjelasan Lingkaran Penuh
Ringkasan
N05 Alat traverse cepat (G00) ke titik P01.
N10 Infeed (G01) ke Z-5
N15 Pesawat X-Y dipilih secara otomatis (G17). Alat bergerak searah jarum jam mengelilingi lingkaran penuh (G02).
N20/N25 Retraksi lintasan cepat (G00).
N30 Akhir program (M30).
Penjelasan
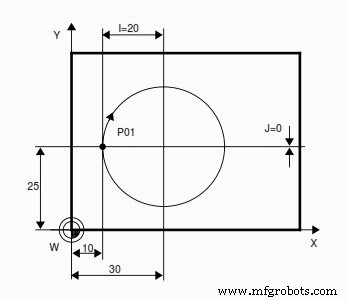
1:Titik awal alat adalah N05 X10 Y25 ini adalah titik P01
2:Sekarang kami ingin lingkaran penuh jadi kami akan menggunakan G-code interpolasi melingkar G02 atau G03
Jika Anda menginginkan lingkaran searah jarum jam, Anda akan menggunakan G02 seperti yang ditunjukkan dalam program ini.
tetapi jika Anda menginginkannya lingkaran berlawanan arah jarum jam lalu gunakan G-code G03.
3:Dengan G02 kita akan memberikan koordinat titik akhir lingkaran,
adapun lingkaran penuh titik awal dan titik akhir tetap sama,
jadi kita akan menggunakan koordinat X,Y yang sama
G02 X10 Y25
4:Sekarang untuk menyelesaikan kode-G G02 kita harus memberikan koordinat titik pusat lingkaran,
I – Jarak dari titik awal lingkaran ke titik pusat lingkaran di sumbu X.
J – Jarak dari titik awal lingkaran ke titik pusat lingkaran di sumbu Y
jadi G02 X10 Y25 I20 J0
untuk menunjukkan cara mengukur I dan J nilai I dan J diberikan secara terpisah di angka di atas.


