Blok Program CNC
Artikel ini bukan hanya untuk ahli mesin cnc tingkat pemula, orang lain dapat membacanya sebagai penyegar keterampilan pemrograman cnc mereka.
Saat melihat program cnc pada mesin cnc apakah itu mesin penggiling cnc bubut cnc mill cnc, Anda akan melihat satu hal umum Blok Program CNC.
Blok Program CNC
Setiap program cnc adalah urutan dari banyak blok program cnc yang ditulis bersama untuk membentuk jalur alat lengkap untuk satu atau banyak alat.
Jalur alat ini memberi tahu mesin cnc bagaimana masinis cnc ingin komponennya dikerjakan.
Setiap blok program cnc menambahkan/mengubah/memodifikasi beberapa informasi berguna ke program cnc.
Kontrol Fanuc CNC
Struktur Blok Program CNC
Blok program cnc biasanya ditulis sebagai
N50 G01 X100 Y-50.02 F100 M08
Seperti yang Anda lihat di blok program cnc di atas, ini adalah Enam Kata yang dipisahkan oleh Spasi.
Setiap kata adalah sekelompok karakter alfanumerik,
setiap kata dipimpin oleh karakter seperti di atas N, G, X, Y , F, M
dan bagian yang tersisa terdiri dari beberapa nilai numerik yang ditandatangani/tidak ditandatangani seperti di atas memberikan 50, 01, 100, –50.02, 100, 08
Perintah Pemrograman CNC
Semua kata-kata ini memiliki nilai yang sangat penting dalam pemrograman cnc
Anda dapat melihat kata-kata ini sebagai perintah atau instruksi, ada banyak perintah,
beberapa standar yang biasanya ditemukan dalam program cnc untuk cnc apa pun kontrol mesin.
beberapa bergantung pada mesin cnc dan kontrol cnc, bervariasi dari kontrol cnc ke kontrol.
Tetapi intinya adalah bahwa seorang ahli mesin cnc setidaknya harus mengetahui/memahami beberapa perintah program cnc yang banyak digunakan.
N50 G01 X100 Y-50.02 F100 M08
(ini adalah kode program cnc yang sama yang diberikan di atas)
Nomor Urut N dalam Blok Program CNC
N50 – adalah nomor urut, dalam kata sebenarnya Anda melihat banyak daftar yang ditulis dengan nomor seri, mengapa nomor seri diberikan, mereka hanya memudahkan penyortiran, pencarian seperti tugas.
cara yang sama setiap blok program cnc adalah diberi nomor seri untuk memudahkan pencarian, menyusun blok program cnc.
Anda (ahli mesin CNC) tidak diharuskan untuk menggunakannya, Anda bahkan dapat menulis program cnc tanpa menggunakan nomor urut (N).
Tetapi nomor urut blok program cnc (N) membuat hidup lebih mudah, sementara Anda akan mulai belajar cnc kaleng-siklus pemrograman Anda akan melihat kami tidak dapat memprogram tanpa nomor urut sama sekali (atau setidaknya kami harus memberi nomor setidaknya satu atau dua blok program cnc G71, G72).
Pemrograman G-Code
Kemudian kata berikutnya muncul G01
Setiap kata program cnc yang dimulai dengan huruf G di depan disebut kode-G.
Kode-G digunakan secara luas /memahami masinis cnc bahkan tidak dapat memimpikan pemrograman tanpa kode-G (kontrol cnc terbaru memberi kita cara lain untuk memprogram tetapi tetap menyediakan cara untuk memprogram dengan gaya G-Code konvensional).
Setiap kode-G memiliki fungsionalitas yang sangat luas dan urutan operasi yang terkait dengannya sehingga setiap kode-G mungkin memerlukan tutorial lengkap untuk menjelaskan cara kerjanya.
Banyak yang sudah dijelaskan secara singkat di sini bahkan dengan kode contoh program yang menunjukkannya gunakan di dalam program cnc.
G01 adalah G-code untuk Linear-Interpolation artinya, Anda ingin alat mesin cnc pergi ke posisi tertentu dengan umpan terkontrol (baca di bawah Umpan Alat)
karena Anda harus memberi tahu posisi spesifik dan jumlah umpan .
Posisi
N50 G01 X100 Y-50.02 F100 M08
(ini adalah kode program cnc yang sama yang diberikan di atas)
setelah G01 Anda melihat X100
X menunjukkan Sumbu mesin CNC.
Mesin bubut CNC biasanya memiliki Dua Sumbu X dan Z
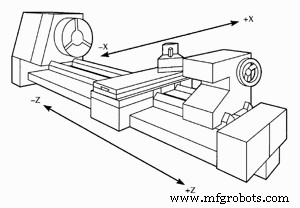
Mesin Bubut CNC Axis X, Z
Mesin milling CNC biasanya memiliki Three-Axis X, Y, Z
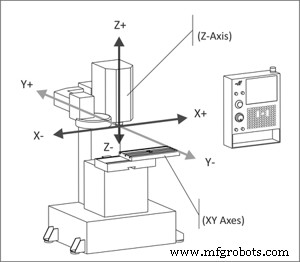
Sumbu Pabrik CNC XYZ
karena X100 berarti Anda ingin alat bergerak 100 (mm atau inci dapat diatur dengan kode-G) ke arah sumbu X.
lalu muncul Y-50.02
ini memberitahu mesin cnc untuk memindahkan alat ke –50,02 (mm atau inci) dalam arah sumbu Y.
Umpan Alat
F100 di sini F adalah singkatan dari Feed, Setiap perintah gerakan memerlukan Feed diberikan agar alat dapat dipindahkan dengan jumlah feed tersebut ke posisi tertentu.
Umpan diberikan sebagai Umpan per Menit atau Umpan per Revolusi.
Kode-M dalam Pemrograman CNC
M08 di sini M adalah singkatan dari M-code (Miscellaneous code).
Anda mungkin menganggap kode-M sebagai kode-mesin karena sebagian besar mengontrol perilaku mesin cnc.
Ada banyak kode-M yang ditemukan beberapa di setiap kontrol mesin cnc seperti M08 ini adalah kode untuk memerintahkan mesin cnc untuk membuka pendingin (Coolant ON), untuk memutar spindel kita menggunakan M02 atau M03 untuk menghentikan spindel kita menggunakan M05.


